IDEX CoreXY, With Only 2 Motors.
-
Hey guys, I wanted to share a relatively simple concept I thought of, that implements dual independent extrusion on a coreXY frame, without the need for any additional stepper motors, or drive belts.
My plan is to build a Voron 2.4, however I need reliable dual extrusion for the majority of printing work I do.
Looking through the design files of the Voron, I was trying to find a clean way of mounting 2 additional motors and belts to drive the Y axis, while the existing std drive lines would be responsible for the two X axis for each independent carriage. Realising this could not be done without heavily redesigning the majority of components, it occurred to me that there was a relatively simple method of achieving this, without adding a 3rd and 4th belt drive/motor.
I print dual materials all day long, pretty much solely breakaway support material used as an interface layer, for just about any part with an overhang. I don't care for dual colour printing, dual object printing, or mirror mode printing, my use case for this is very low and if someone want two of something, or a LH and RH, I'm billing them for two anyway. All I really care about is dual material printing for that clean overhang.
The thing is, with dual material printing, one carriage is always parked at one end of the gantry for the entire duration of the print. So my idea was this: Why don't we lock the parked carriage to the gantry by means of a servo , solenoid ect, which then allows the otherwise redundant motor to become responsible for directly driving the Y axis?
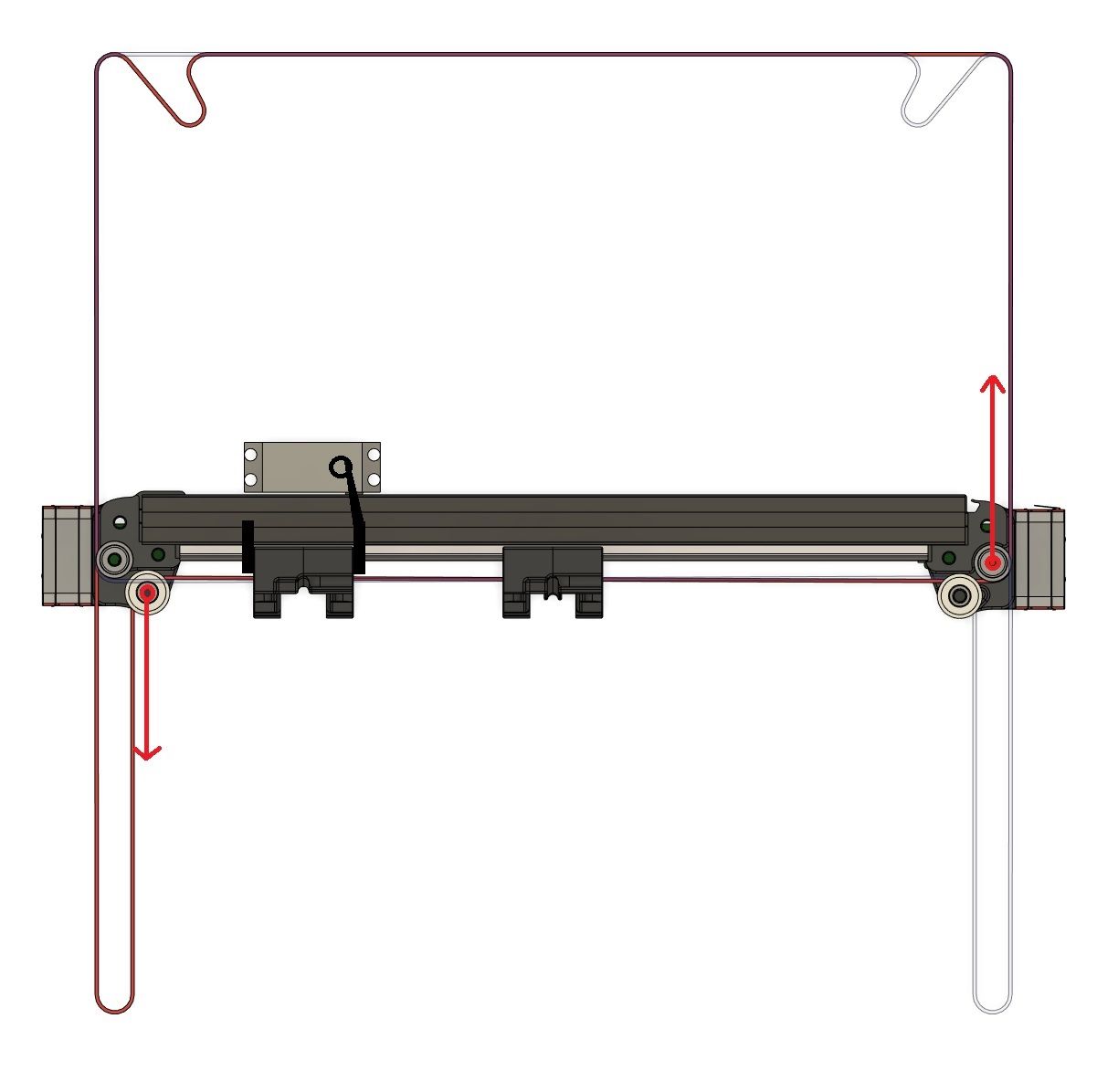
As you can see in my diagram, carriage 1 is locked into position on the gantry with a servo. The red motor now drives the Y axis directly, while the blue motor drives carriage 2's X axis.
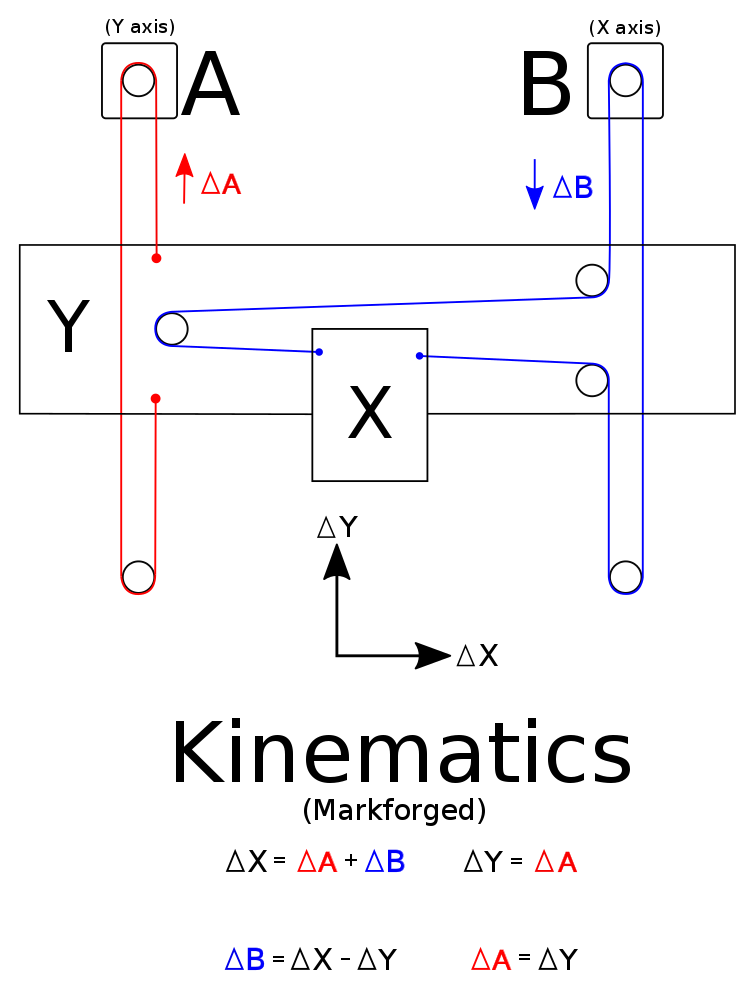
At a tool change, carriage 2 is parked to the right of the gantry, servo 2 is engaged, then servo 1 is released and carriage 1 is free to more around. The kinematics of this directly correspond to that of Markforged, except at every toolchange, both X and Y motor logic is swapped and reversed.
I am eager to hear people thoughts on this setup, what problems can you foresee? Have you got any good locking mechanism ideas? Any feedback would be appreciated
")
Regards
Rich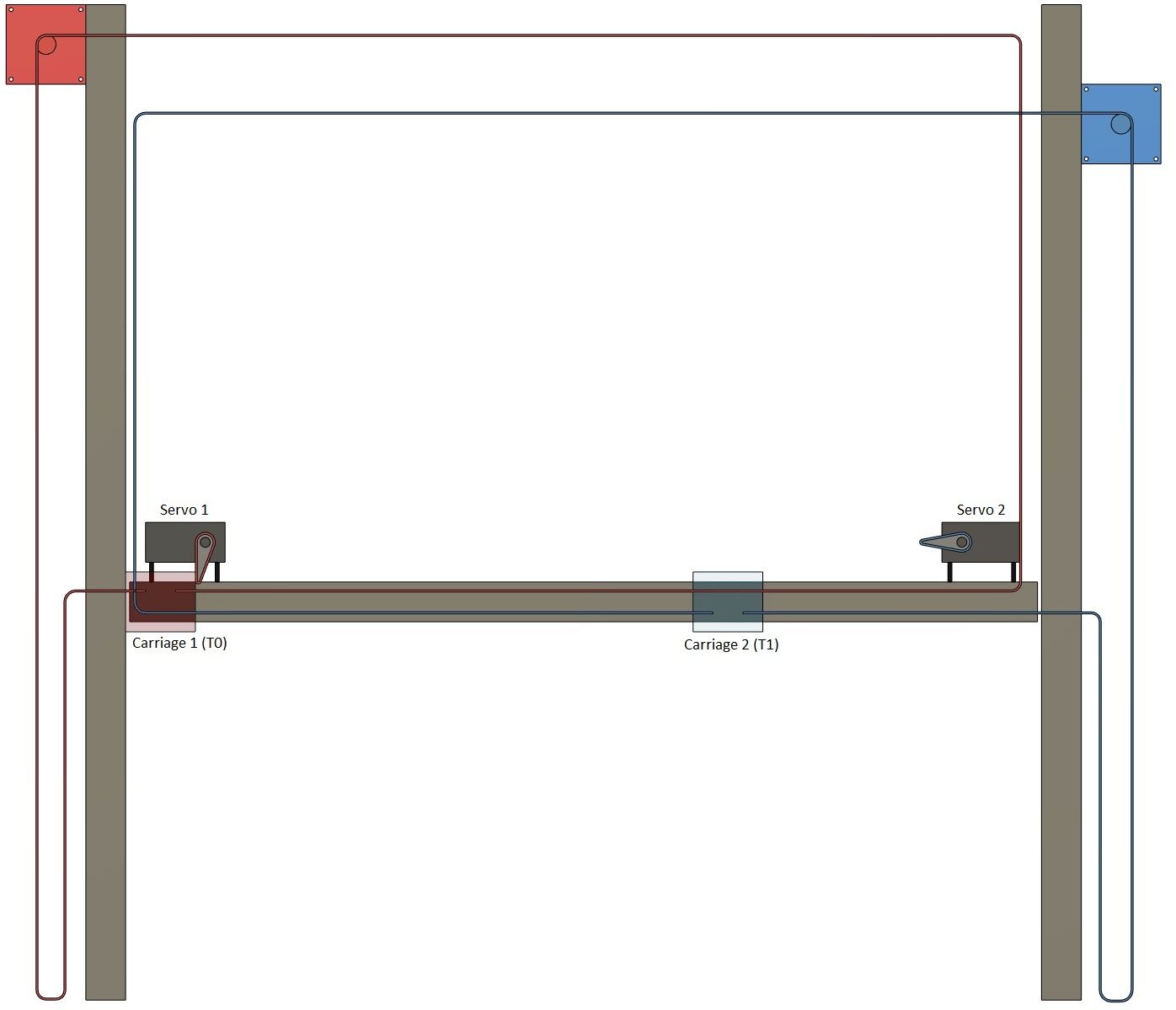
Richard
-
Further to this, the servo lock would function by being mounted at 90 deg rotation to what I have sketched (was just easier to draw that way) allowing the servo to do a sort of 'slot and lock' function, where the servo arm is rotated down into a slot on the carriage. This way the servo does not need to apply a constant load to the carriage to hold it in position.
But, I am really interested to hear if anyone has a better idea.
-
Hi,
Very clever thinking there.
I have a Mark Forged style printer and I found it necessary to have two Y steppers to control the racking of the X gantry.
If it were me I would just use use two X steppers.
Frederick
-
@fcwilt thanks! Interesting you mention that, it did cross my mind but I didn't give it much attention. The Voron appears to have a pretty tightly build gantry, but they are only MGN9 rails. Its a very good point, I think I will need to test it out.
-
@RichardDuke said in IDEX CoreXY, With Only 2 Motors.:
@fcwilt thanks! Interesting you mention that, it did cross my mind but I didn't give it much attention. The Voron appears to have a pretty tightly build gantry, but they are only MGN9 rails. Its a very good point, I think I will need to test it out.
Isn't the Voron a CoreXY?
One of the goals of the CoreXY design was to minimize racking.
I like the MarkForged design because the belt paths are shorter and simpler - the price is one extra stepper.
And not many folks seem to have one - I like being different.
")
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
@RichardDuke
I think, racking won't be an issue the way you guide the belts.
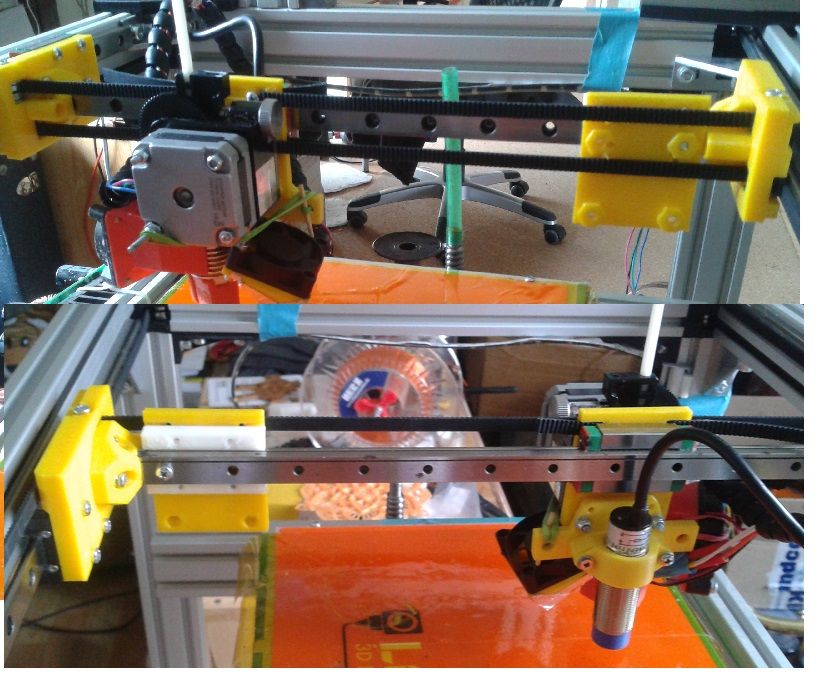
I've played around with a "dual roller constraint" which works the same way.
A short video how it works.
It's common practice in big CNC machines by the way.I've built a simple XY-penplotter with only one rail for the Y-axis and used this method to avoid racking.
You can see the green string here and a hint of the rollers (which are the belt idle rollers in your case)
IMHO the result speaks for itself.
-
Why don't you build a toolchanger while you are at it? Your idea already basically is one, only the tool stays on the X carriage when parked ....
-
@RichardDuke said in IDEX CoreXY, With Only 2 Motors.:
The kinematics of this directly correspond to that of Markforged, except at every toolchange, both X and Y motor logic is swapped and reversed.
Is it possible to do the swap during a tool change? What does the firmware do in that case? There are some restrictions to the stepper parameters, IMHO some require a reboot? @Phaedrux ??
-
I guess the main idea behind this was to try implement indipendent dual extrusion to an existing platform without heavily modifying the original design. If it works, it would potentially be possible to a second carriage to just about any CoreXY printer.
@fcwilt yes the Voron is a CoreXY, designed for minimal racking, but with this modification the racking could become an issue as the gantry would now be pulled in the Y direction from opposite ends of the rail. It could potentiality be overcome with alternative belt routing, but that will require a design overhaul, in which case id probably look to just add an extra motor and belt anyway

@oliof a toolchanger could be an option, the coupling of the tools sound like it could be challenging though. Id probably look to retrofit the e3d carriage and park the tools off the gantry though.
@o_lampe I have had a conversation with Tony from Duet who doesn't think there will be an issue, but we will cross that path later.
Richard
-
I wish you hadn't put the idea in my head of converting my MarkForged style printer into a IDEX unit.
Like I don't already have enough projects!
Fredereick
-
@fcwilt you and me both! I haven't even finished tuning my recent Cartesian IDEX build and I'm already looking for something else!
-
@RichardDuke said in IDEX CoreXY, With Only 2 Motors.:
with this modification the racking could become an issue as the gantry would now be pulled in the Y direction from opposite ends of the rail
I disagree.
The B-belt is passive during Y-moves, but it is still there and it's tension makes all the difference.
Both ends of the crossbar are wrapped in belts, that's important for the constraint.My CoreXY is easy to modify with your idea. I'll print a second carrier-dummy and try it out today.
I could need some help with the kinematic-matrix. -
@ all
what would be a good testprint to show (the absence off) racking? -
Just to chime in on the alleged h-bot racking -- that all seems to go back to an old Hackaday posting where the author later admitted to using low quality belts and self-made cantilevered pulleys. I am poised to assume the claims about h-bot being terrible are a bit overblown in practice.
-
@oliof of course it is .
many industrial motion systems use h bot . startasys used hbot in their printers . it all depends how rigid your design is . -
In this special case it's the equal belt tension that keeps the crossbar in line. Also the tension shouldn't be too low.
-
Here's a little teaser of the dummy U-carrier waiting to be connected and mapped.
It's an IDEY CoreXY BTW...just in case someone has a clue how to run this.
-
I found this in the wiki, but there is also a K11=MarkForge type of kinematics, but no further explanation. I guess it's trial&error time , as usual...
CoreXY with extra Markforge U axis (see https://forum.duet3d.com/post/136554 ) M669 K1 X1:1:0:0 Y1:-1:0:-1 Z0:0:1:0 U0:0:0:1 -
@RichardDuke
It's alive
The kinematic is the same as MarkForge (M669 K11) but I had to modify it, because my crossbeam is the Y-axis.
I've called it simple-IDEX or s-idex and linked the video to this thread.
Here's a short video with a fixed dummy U-axis.
Next I'll fix the Y-axis and work on the reversed kinematic. -
@o_lampe said in IDEX CoreXY, With Only 2 Motors.:
@RichardDuke said in IDEX CoreXY, With Only 2 Motors.:
The kinematics of this directly correspond to that of Markforged, except at every toolchange, both X and Y motor logic is swapped and reversed.
Is it possible to do the swap during a tool change? What does the firmware do in that case? There are some restrictions to the stepper parameters, IMHO some require a reboot? @Phaedrux ??
Nothing requires a reboot to configure. Everything can be done on the fly. The only reason DWC suggests a reboot after changing config.g is so that your changes can be applied. Could also be accomplished by sending M98 P"config.g" to execute the file as a macro.
Some changes may have a quality impact if executed during a print, but if done stationary no problems should arise.