$Paying for help via discord or similar. (OLD)
-
@phaedrux I meant to say that also. Money to help someone out...... Not in my book on here at least!
")
-
@printerdad Happy to help here, but I've also emailed you my discord contact info if you still desire 1:1 help.
Luke
-
@printerdad your frustration is understandable. though as you can see, lots of folks here will help for free because we are part of the same community.
-
@printerdad and there are a load of people on the LPC/STM port of RRF discord channel, including a number of ender 3 users
https://discord.gg/uS97Qs7 -
See pictures and files.
I didn't realize this forum had an instant messaging feature.@paulhew I am not sure where I heard someone use this term, but I just mean a dual extruder assembly - 2 hot ends.
What works -
- I can home my X and Y and move them with the user input +/- controls on the web interface.
- My zprobe performs the initial test on boot (double needle probe check) and will stop the Z from moving if I manually depress the needle.
- The fans work appropriately with the proper thresholds.
- The PID settings have been configured properly for both hot ends and the heat bed.
- The motor configurations are correct except for steps/mm. (current/rotation etc)
What has not been configured/need help with -
- My coordinates and offsets have been measured, however I they aren't in the config file properly.
- My zprobe offset has not been measured and I am struggling to do so because I can't manually lower the Z axis. (someone explained how to do this in a previous post but I have not attempted it yet)
- I need to configure the steps/mm for all motors I believe.
- I have not tried to move either extruder motor because I simply havent gotten that far, however the web interface only has controls for 1 extruder so Im not sure what to expect.
- Neither hot end has had any filament run through it yet.



-
Can you also include homeall.g, bed.g and your slicer start gcode.
Do you know if the motors are the stock creality motors or if they have been replaced with something else? Do the motors have a model number on them?
-
@printerdad said in $Paying for help via discord or similar. (dont judge me):
See pictures and files.
I didn't realize this forum had an instant messaging feature.@paulhew I am not sure where I heard someone use this term, but I just mean a dual extruder assembly - 2 hot ends.
What works -
- I can home my X and Y and move them with the user input +/- controls on the web interface.
- My zprobe performs the initial test on boot (double needle probe check) and will stop the Z from moving if I manually depress the needle.
- The fans work appropriately with the proper thresholds.
- The PID settings have been configured properly for both hot ends and the heat bed.
- The motor configurations are correct except for steps/mm. (current/rotation etc)
What has not been configured/need help with -
- My coordinates and offsets have been measured, however I they aren't in the config file properly.
Alright - so this one is a bit of a "preferences" problem - What is my zero? Where do I base everything off of?
On my Toolchangers - I tend to base my zero off of my z-probe, and then use offsets to compensate for the rest. However - for this setup, I would recommend making your T0 your 0 point - meaning that when you home all axises, that's the position of your t0 nozzle. Example: you home X. at "home", your nozzle on T0 is off of the bed by 5mm. that means your axis minima for the X-axis is -5mm. In this setup, this means that your Z-offset for your bltouch would be negative, since it is to the left of both your tools.- My zprobe offset has not been measured and I am struggling to do so because I can't manually lower the Z axis. (someone explained how to do this in a previous post but I have not attempted it yet)
You have two options - one to command M564 S0 H0 to allow movement without homing and to allow movement beyond the axes, allowing you to navigate to where your bed is paper leveled, and then to set this as an initial zero and then probe to get your z-offset from there manually, or 2) run your homing routine (I would recommend changing your probe point to the center of the bed vs X15,Y15) while watching the nozzle carefully, and allow it to complete if the nozzle doesn't crash. Then, jog your nozzle to where your probe touched (so if your probe is offset by -40mm in x and 20mm in y, i'd move it by those amounts to get the nozzle over where it probed, and see how far off your pre-set value of 2.5mm is relative to where the nozzle lies. Quote from the notes on G31 settings:
When used on its own this reports whether the Z probe is triggered, or gives the Z probe value in some units if the probe generates height values. If combined with a Z and P field (example: G31 P312 Z0.7) this will set the Z height to 0.7mm when the Z-probe value reaches 312 when a G28 Z0 (zero Z axis) command is sent. The machine will then move a further -0.7mm in Z to place itself at Z = 0. This allows non-contact measuring probes to approach but not touch the bed, and for the gap left to be allowed for. If the probe is a touch probe and generates a simple 0/1 off/on signal, then G31 Z0.7 will tell the RepRap machine that it is at a height of 0.7mm (as configured by Z0.7 in this example) when the probe is triggered.- I need to configure the steps/mm for all motors I believe.
Knowledge of whether or not its all stock would be useful. If stock, I believe they're 20T pulleys with 1.8deg/step motors, meaning 80step/mm for X+Y, and the stock Z-axis is 400step/mm with T8x8 lead screws. Your extruder steps/mm will be based on whatever design you're using and will very likely provide that information.
- I have not tried to move either extruder motor because I simply haven't gotten that far, however the web interface only has controls for 1 extruder so Im not sure what to expect.
What's in your config override? - you run M501 and I'd like to know what we're loading. Otherwise, I don't see anything in my glance sofar that would suggest that the other tool isn't configured, but could be a few things.
- Neither hot end has had any filament run through it yet.
ok
Random Comment:
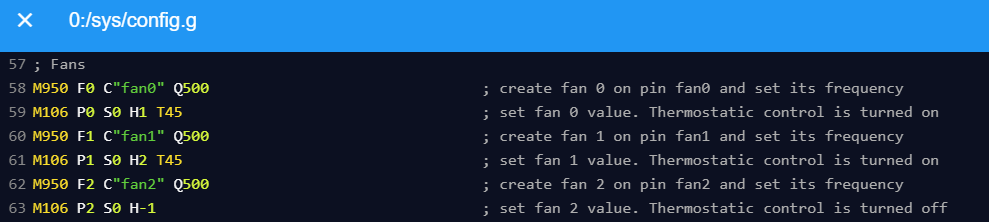
I see you have 3 fans you're trying to set up. However - Fan 0 and Fan 1 are being set up as thermostatic fans, with Fan2 being set up as a what i assume is a parts cooling fan. However, fan 1 is set up to turn on as thermostatic if either H1 or H2 is over 45, with Fan0 having an incomplete setup(is it defaulting to H0, the bed? idk). Is that intended?M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H T45 ; set fan 0 value. Thermostatic control is turned on M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S0 H1:2 T45 ; set fan 1 value. Thermostatic control is turned on M950 F2 C"fan2" Q500 ; create fan 2 on pin fan2 and set its frequency M106 P2 S0 H-1 ; set fan 2 value. Thermostatic control is turned off -
config-override.g
homeall.g
bed.g
Cura start code - I accidently uninstalled Cura and I have not reconfigured the start code from the default "custom printer" gcode since reinstalling it. On my previous setup, I had added lines to probe around the heat bed before each print to check for level and to compensate accordingly. I can't remember where I got that info though. Im sure it's completely wrong but here it is:G28 ;Home
G1 Z15.0 F6000 ;Move the platform down 15mm
;Prime the extruder
G92 E0
G1 F200 E3
G92 E0My X and Y motors are stock. Should both be the Creality 42-34.
Both of the Z motors are new. Here is the Amazon listing.
Both of the extruder motors are also new. (note they are Nema14) Here is the Digi-Key listing. Each motor uses a 200mm belt with a 20-tooth pulley to drive an 80-tooth pulley.As far as the fan configuration goes, here is what I see when I check my config file:
Im not sure what your screenshot is from, maybe im missing something..BTW I attached my config-override as requested.
-
@printerdad you can "import settings from gcode" in the Files menu from Cura. That should recover all your settings including custom start and end gcode.
-