I could use some help
-
-
@fcwilt I understand what you said. Each of has their own way. But both of us should be in the same journey, yes?
-
@mac said in I could use some help:
@fcwilt no, sadly, I was not.
I've made 3 videos of what's going on with my printer. The third one is almost on youtube.
For what good it will do.
Mac
Well there is no point in worrying about why homing isn't working until you can verify that each axis is:
- moving in the correct directions
- moving by the correct amounts.
- that the axis limits in M208 are correct
- that the endstop settings in M574 are correct
- that the endstop switch is working
In the video you made of the X axis, when you were trying to jog in the -X direction, it failed to show what position the DWC was displaying for the X axis. If the firmware "thought" that the X axis was already at Xmin then it would not allow any further movement in the -X direction. Unless you had already disabled axis limits with M564 S0.
Let's re-visit what M564 does:
M564 H1 ; H1 = respect axis homed state M564 H0 ; H0 = ignore axis homed state M564 S1 ; S1 = respect axes limits M564 S0 ; S0 = ignore axes limitsYou can of course issue M564 with both an H and a S parameter:
M564 H1 S1 ; H1 = respect axis homed state, S1 = respect axes limitsWhen you tried to move in the +X direction by 10mm that worked. And then you were able to move in the -X direction by 10mm.
Which reinforces the idea that the X axis was already at the Xmin limit when you tried the first moves in the -X direction.
Normally homing X would have left the X axis in a state where it could travel from Xmin to Xmax.
It didn't, which says to me:
- the homing code is not correct
- that the endstop settings in M574 are not correct
Please post your X axis homing code, which should be in the file homeX.g
And the settings for your X axis endstop.
Thanks.
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
@mac said in I could use some help:
@fcwilt I understand what you said. Each of has their own way. But both of us should be in the same journey, yes?
Well, yes.
But if our destination is 10 miles due west and I start out heading west and you start out heading east which of us is likely to get there first?
Frederick
-
@fcwilt I think I would, my friend, because I would be speeding and igniting all the stop light!
I just read your above post, the serious one, I’ll call it. Thank you!
-
@droftarts I should have written X, it was the printhead on the X-axis coming down.
-
; homex.g ; called to home the X axis ; ; generated by RepRapFirmware Configuration Tool v3.3.10 on Sun Jun 26 2022 17:21:53 GMT-0700 (Pacific Daylight Time) G91 ; relative positioning G1 H2 Z5 F3600 ; lift Z relative to current position G1 H1 X-225 F1800 ; move quickly to X axis endstop and stop there (first pass) G1 H2 X5 F3600 ; go back a few mm G1 H1 X-225 F360 ; move slowly to X axis endstop once more (second pass) G1 H2 Z-5 F3600 ; lower Z again G90 ; absolute positioning -
; Endstops M574 X1 S1 P"io5.in" ; configure switch-type (e.g. microswitch) endstop for low end on X via pin io5.in M574 Y1 S1 P"io6.in" ; configure switch-type (e.g. microswitch) endstop for low end on Y via pin io6.in M574 Z1 S1 P"io2.in" ; configure switch-type (e.g. microswitch) endstop for low end on Z via pin io2.in -
@fcwilt you know, I'm reading this code, and I'm thinking, that looks fine to me; there's nothing wrong with this code. And yet, the printer isn't doing any of this?
Mac
-
@fcwilt I think I need to reverse the y and z axis on the above two entries.
-
@mac said in I could use some help:
@fcwilt you know, I'm reading this code, and I'm thinking, that looks fine to me; there's nothing wrong with this code. And yet, the printer isn't doing any of this?
Mac
Well, the homing code for X does look correct but the video did not appear to show any motion along the X axis.
The two Z moves were clear.
Perhaps there was just the X5 move and I missed it.
That would happen if the endstop sensor was indicating active all the time, so the G1 H1 moves would never happen, just the little 5mm move.
Did you notice if that 5mm move happened?
Is the X axis endstop switch using the NO connection or the NC connection?
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
@fcwilt the print head was ac100mm right of the endstop at least.
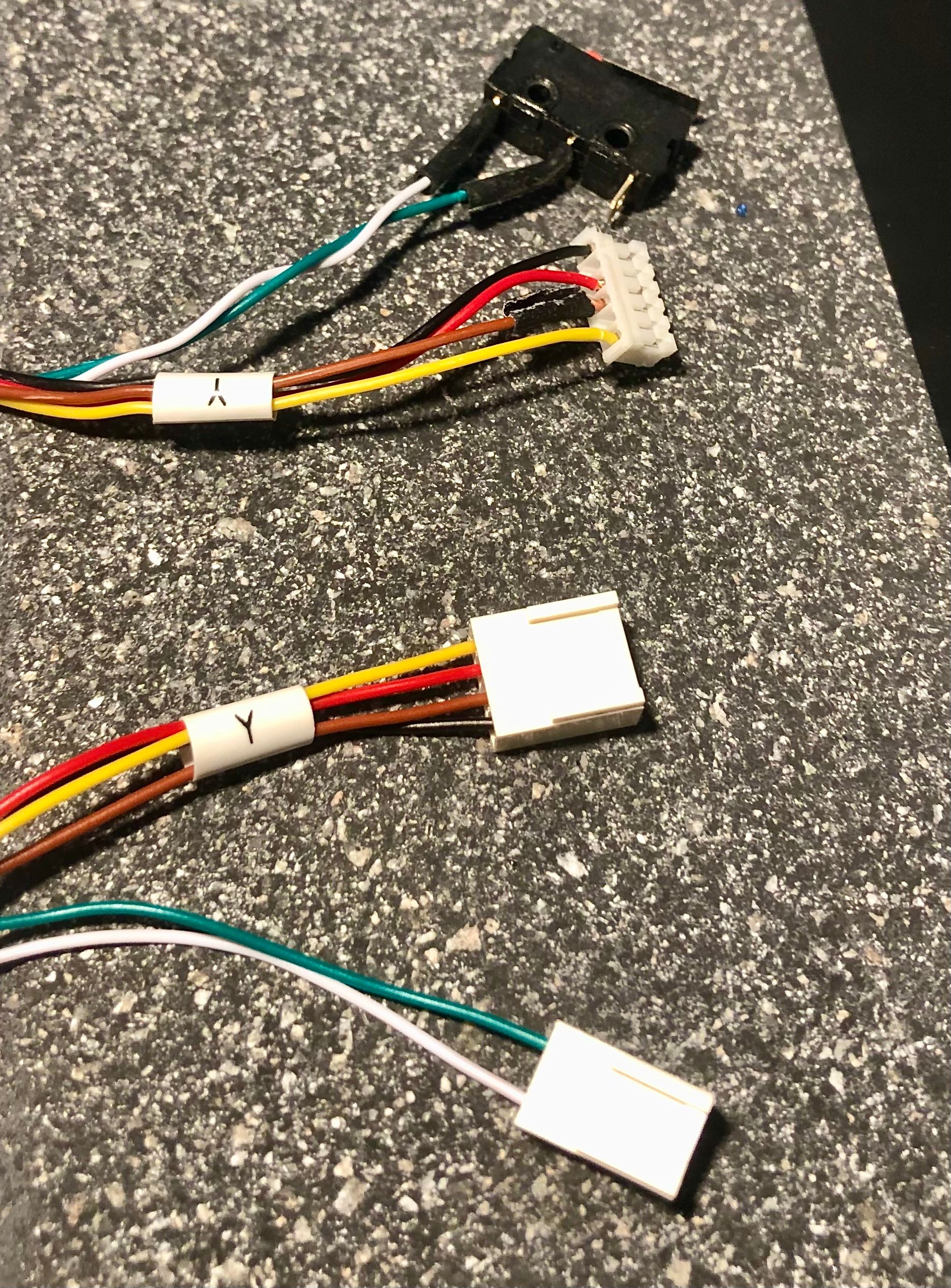
NO is normally open, NC is normally closed, I get that? Should I be looking at the white-green, 2-wire connectors plugged into I/O5 and I/06?
-
@fcwilt all of the endstops have a green wire and a white wire coming into them. All of the green wires are in the center. All of the white wires are under the red switch. All of the third poles on the switches are vacant. When something touches the switch, it makes the switch click. My assumption is that all of the switches are normally open. I’m also assuming that contacting an endstop closes it momentarily.
-
@fcwilt on the board, all of the white wires from the endstops are going to the #_in, and all of the green wires are going to gnd.
-
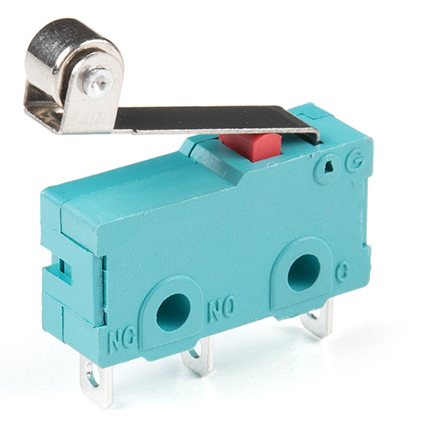
@mac There's no gurantee, but every microswitch I've ever used had common connection near the button-end of the switch and normally-open in the middle and normally-closed at the opposite end from the push button.
This would mean that you have your switch wired as normally-open.
From the M574 description, since you have a normally-open switch, you shold add the "!" character to your M574 lines:
For active low endstops, use type S1 and invert the input by prefixing the pin name with '!', for example M574 X1 S1 P"!xstop". Invert the input when using an NPN output inductive or capacitive sensor, or using a NO switch (not recommended, use a NC switch instead).
like this:
; Endstops M574 X1 S1 P"!io5.in" ; configure switch-type (e.g. microswitch) endstop for low end on X via pin io5.in M574 Y1 S1 P"!io6.in" ; configure switch-type (e.g. microswitch) endstop for low end on Y via pin io6.in M574 Z1 S1 P"!io2.in" ; configure switch-type (e.g. microswitch) endstop for low end on Z via pin io2.inI do not know what Duet board you are using, so I don't know if you need to enable pullups yet. Let me know what board you have and I'll reply.
I can also make a video showing how you can use the DWC Object Model plugin to see if your switches are configured the right-way by using a browser and pressing the switches.
SeemeCNC Rostock Max V3 converted to V3.2 with a Duet2 Ethernet Firmware 3.2 and SE300
-
@alankilian the switches came with the Xvico I’m putting a Duet3D Mini 5+ into.
So I agree, all of the endstops I’m using are normally open.
On the video, I would really like to see that.
Thanks for the input on the coding. RRF asked, is your endstop low or high? It didn’t ask, is it NO or NC,? So that’s a new bit of info worth having.
-
@alankilian that’s great that you found that picture of one of my wires.
-
@alankilian I’m wondering what you’re thinking, re: editing the endstops? The problem I think I’m having is the print-head isn’t getting to the endstops. Are you suggesting that the endstops are invisible because they are portrayed incorrectly? Honestly, if that’s true, that’s brilliant!
-
@mac said in I could use some help:
@alankilian I’m wondering what you’re thinking, re: editing the endstops? The problem I think I’m having is the print-head isn’t getting to the endstops. Are you suggesting that the endstops are invisible because they are portrayed incorrectly? Honestly, if that’s true, that’s brilliant!
No, not invisible at all, just the opposite, in a way.
If you are right that your endstop switches are NO then when they are not touched the board is seeing them as active.
So your X homing G1 H1 moves never happen because G1 H1 moves stop as soon the endstop is active.
For NO switch connections you need the ! character which makes NO connection appear inactive when the endstop switch is not touched.
A better solution is to re-wire the endstop switches to use the COM And NC connections.
Didn't I post a picture, at one point, of an endstop switch showing the three connections COM, NO and NC?
Here it is in case my memory is faulty.
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
From the M574 description, since you have a normally-open switch, you shold add the "^" character to your M574 lines:
You wrote
^, but it should be!.Ian
TronXY X5S with Duet 3 MB6HC and Roto toolboard : Cartesian bed-slinger with Duet 3 Mini 5+ WiFi and 1LC : RRP Fisher Delta v1 with Duet 2 Maestro : Polargraph with Duet 2 WiFi
{kind=link}