Leveling the bed...
-
Yes that bed will be a challenge to level. It's not very thick or stiff, and it has 6 screws trying to tame it.
From your detailed probe it would seem that the front middle screw needs to be tightened a bit.
-
Thanks for the help! Is it possible to update bed.g to do more than 5 points? It would be nice to do more points on the perimeter to dial it in and then run the mesh.
-
Instead of using bed.g and fixed points it may be better to use G29 for mesh grid compensation. You can specify a grid to probe, and rather than just trying to make a level plane it creates a height map of the surface and adjusts the print head distance continuously during the first layer and for several layers afterwards.
-
Thanks, I've been using automatic bed compensation to dial it in as it is faster and then running the 240 point mesh when I got it close. I still want the 240 point mesh compensation but for dialing it in it would be helpful if I could add the center of each run as well, so nine points around the perimeter and the center.
-
I've changed to a BLTouch sensor (and an E3D V6 clone but that probably doesn't impact this
") ), the difference in the results are interesting. I think I'll pick up a piece of borosilicate glass and see what kind of results I get.
), the difference in the results are interesting. I think I'll pick up a piece of borosilicate glass and see what kind of results I get.
-
@tletourneau What values are you using for M558?
-
@phaedrux said in Leveling the bed...:
@tletourneau What values are you using for M558?
M558 P9 H5 F0 T6000
I would like to figure out how to do the fast/slow setup with the BLTouch where it moves up fairly quickly and triggers the probe then moves down a bit and comes up slowly to get a more accurate reading. I think it would cut down a bit on the mesh probes.
-
Are you actually using F0?
Try this
M558 P9 H5 F100 T6000 A5 R0.3 S0.005 B1 G31 P25 -
@phaedrux said in Leveling the bed...:
Are you actually using F0?
Try this
M558 P9 H5 F100 T6000 A5 R0.3 S0.005 B1 G31 P25Thanks, I'm giving that a try now. I've also calculated my average Z offset and added it to the G31 so my gcode looks like this now:
M558 P9 H5 F100 T6000 A5 R0.3 S0.005 B1 ; Set Z probe type to bltouch and the dive height + speeds G31 P25 X-42 Y-4 Z-0.50 ; Set Z probe trigger value, offset and trigger height -
I'm concerned that your z offset is negative. How did you measure it?
-
@phaedrux said in Leveling the bed...:
I'm concerned that your z offset is negative. How did you measure it?
I had the printer at Z0 and issued a M208 S1 Z-3, I then moved the print head to the center of the bed and placed a small sheet of paper between the hot end and the bed and raised the bed until there was a slight drag on the paper. I then checked the Z reading on the display which was -0.50. I did the same thing for each screw location along with X20:Y165 and X325:Y165. I manually adjusted the levelers until the perimeter and center were all at Z-0.50. I was under the impression that this should be done to account for the trigger height variance. I could possibly adjust the probe mount to compensate for the trigger height variance but I did not want to introduce other variables by messing with the mount.
Thanks,
TomTronXY X5S-500 (CoerXY)
Duet 2 Ethernet v1.04
Firmware Version: 2.02(RTOS) (2018-12-24b1)
Web Interface Version: 1.22.6
7" PanelDue
E3D V6 Clone
MOSFET's for hot end
1000w Keenovo with SSR for heat bed
dc42 Mini IR Sensor or BLTouch -
@tletourneau Maybe you want to consider a different reason for your funny looking printbed heat map: the trapezoid screws which connects the spindles to the frame of the heat bed are not backlash free, so when your stepper changes direction, you will have some error everytime. When you move down, steps are lost by moving the screw from the bottom flank to the upper of the screw. The printer thinks the bed to be lower than it is in reality. You can test it by forcing the bed and screw to be always at the bottom of the spindle by putting some 2 kg weight on the heat bed and testing again. (Generally, the heat bed is always at the bottom by the bed weight, but you have a stiff construction, so spindle-bed-spindle could have some tension and could clamp the screw to remain on top). I measured my spindle backlash to be 0.1 mm.
-
@tletourneau It's just that with this probe type it expects the probe to trigger before the nozzle reaches the bed, and a negative value may be converted by the firmware to a positive value anyway.
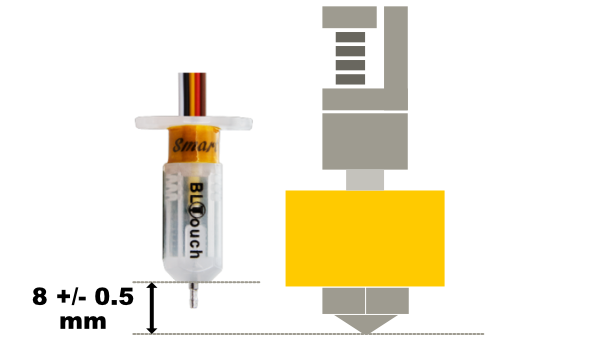
Furthermore, the BLTouch needs to be mounted with the base of the probe body 8mm above the nozzle tip which should result in a trigger height close to 2mm.
With such a constrained bed with 6 leveling screws it will be difficult to prevent some warping. Have you tried removing 3 of the screws to allow for a 3 point leveling system?
-
@joergs5 said in Leveling the bed...:
@tletourneau Maybe you want to consider a different reason for your funny looking printbed heat map: the trapezoid screws which connects the spindles to the frame of the heat bed are not backlash free, so when your stepper changes direction, you will have some error everytime. You can test it by forcing the bed and screw to be always at the bottom of the spindle by putting some 2 kg weight on the heat bed and testing again. (Generally, the heat bed is always at the bottom, but you have a stiff construction, so spindle-bed-spindle could have some tension and could clamp the screw to remain on top). I measured my spindle backlash to be 0.1 mm.
Thanks, I'm going to invest in anti-backlash spring loaded nuts to see if that helps. I'm just trying to figure out which ones to order.
I am now getting random Z probe readings not consistent errors. I'm trying to figure that out now.
Thanks,
TomTronXY X5S-500 (CoerXY)
Duet 2 Ethernet v1.04
Firmware Version: 2.02(RTOS) (2018-12-24b1)
Web Interface Version: 1.22.6
7" PanelDue
E3D V6 Clone
MOSFET's for hot end
1000w Keenovo with SSR for heat bed
dc42 Mini IR Sensor or BLTouch -
@phaedrux said in Leveling the bed...:
@tletourneau It's just that with this probe type it expects the probe to trigger before the nozzle reaches the bed, and a negative value may be converted by the firmware to a positive value anyway.
Furthermore, the BLTouch needs to be mounted with the base of the probe body 8mm above the nozzle tip which should result in a trigger height close to 2mm.
With such a constrained bed with 6 leveling screws it will be difficult to prevent some warping. Have you tried removing 3 of the screws to allow for a 3 point leveling system?
I though that I was able to get the sensor mounted per the instructions and it at the correct 8mm offset but I will make a new jig and double check.
-
@tletourneau said in Leveling the bed...:
I am now getting random Z probe readings not consistent errors. I'm trying to figure that out now.
The errors were already there (as shown in your height map) they are being reported now because of the M558 A5 S0.005 I had you add. A5 means it will try and probe up to 5 times until it gets two readings that are within 0.005 of the trigger height. If it can't get an agreed value it reports the error.
So something is not right with your probe. Is it a genuine BLTouch or a clone? You can take the pin out by removing the set screw at the top of the probe. Check it for dirt or damage. Clean it with alcohol. reinstall it and try again.
-
@phaedrux It's a genuine Bltouch, I checked the SN on the website when I received it.
https://www.amazon.com/gp/product/B07GVCX74T/ref=od_aui_detailpages00?ie=UTF8&psc=1
I'll clean the pin and see if that helps.
I want to thank everyone for the help, I really appreciate it.
-
@tletourneau Instead of anti backlash screws you can try to loose one of the steppers, so it can self adjust and there is no tension between spindle - bed frame- spindle, but the stepper is not allowed to rotate. Analog to the idea of fixed bearing - loose bearing.
The screw in front on the left seems to be bent, maybe from heating the bed, temperature expansion and this can lead to bed bending also.
The best article I know how to design a heat bed is: https://drmrehorst.blogspot.com/2017/07/ultra-megamax-dominator-3d-printer-bed.html -
Have you actually tried a test print to see how flat the bed actually is?
Something like this is a good way to test.
-
@phaedrux not yet, I wanted to get a good bed compensation first but I'll try to do a print. I want to test the new hot end.
I did order a borosilicate plate for it, would this work as an interface between the glass and the bed?