@sethipus said in Blobbing/zitting that wipe/retract won't fix?:
I think what you're seeing there is related to the fact that retraction isn't instant. If it's retracting there, and if you're not doing retraction during a wipe, the nozzle will have to stop there momentarily to do the retraction, and that non-zero time spent with not-yet fully retracted filament is simply causing that extra little bit that blobs slightly at the start and end points, making that seam. If you're not retracting there, and it's going from one side of that seam into interior lines, then some combination of PA and acceleration and jerk in X or Y might reduce that, but you'll almost certainly never get rid of it completely.
What would be an interesting test, if you want to insert g-code in at various levels of the print to see the effect, would be to start with low jerk, acceleration, and max speed of your extruder, and up those values at certain intervals, and see if the seam changes in appearance. I'll bet it does. Up to a point, anyway; beyond a certain speed, depending on the extruder, you simply might be unable to retract it any faster without stripping and slipping.

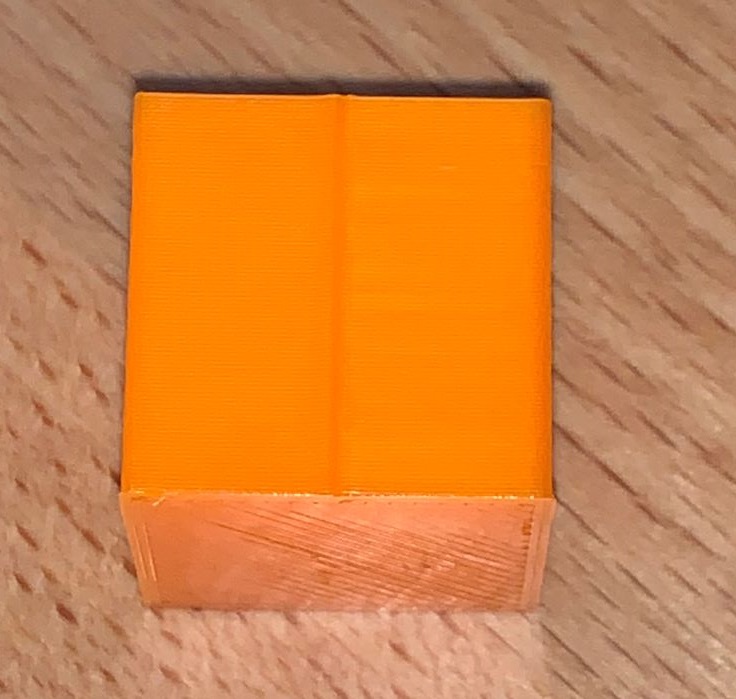
Cube on left is without wipe, cube on right is with wipe. Doesn't appear to make a difference. I think the issue is that PA is appearing to do nothing. Even if marginal, my printer is not doing anything different at different PA values.
@dc42 said in Blobbing/zitting that wipe/retract won't fix?:
@shensmobile said in Blobbing/zitting that wipe/retract won't fix?:
The command I'm supposed to be issuing at the start of the file to trigger PA is M572 D0 S0.05 right? And inserting that command (with a new S value) at various points in my GCode should change PA from that point onwards, right? If so, I wonder if there could be another configuration setting that's preventing PA from being effective.
Yes, assuming the tool you print with uses extruder drive 0 (D0 in the corresponding M563 command).
What retraction speed do you use?
60mm/s. I wonder if it's because my extruder accel/jerk are too high. They're at 4000/4000, perhaps when PA is doing its thing, my extruder can't keep up with those values and slips? If that sounds reasonable, which do you think would be most effective to drop? Accel or Jerk?