@alankilian
Thank you very much clearing it out., I'm going to go around this VFD and manual again with more deep research! And I will definitely update you guys about the progress. I've built many 3D Printers , few of them pretty big.. But now I've got a bigger challenge with A LOT of more power and torque =))
For the begining I want to make this thing work as is..
But why I actually brought this machine to my place., because I believe that with flexibility of macros in Duet and ways to easy attach more motors and sensors etc I can explore some new ways to create with this machine.
The plan is to extend the height of the bridge of X axis to about 1.5m (from 30cm) ,
to replace the spindle on much lighter one and to add pellet extruder.
I'm sure it's achievable task ! And it's definitely super cool project to do !
I already made one little cnc machine (1x1m) on Duet base , but the spindle there was much simpler Chinese 1000w version , which uses just potentiometer to adjust the speed.
So I going dig , read , and sleep with it for a few more days , to realise that I'm not going to make mistake with it..
@jens55 was 100% right about one thing.. it's a three phase, and 1000 times more power than any 3D printer))
Hope to back with some good news soon! Thanx @alankilian @theKM and @jens55 ! This is great, I'm already not alone in this project! ")
Best posts made by AllSirius
-
RE: Heavy Duty Spindle on DuetWiFiposted in CNC
-
RE: Internal stepper drivers form Duet WiFi are not respondingposted in Firmware installation
@t3p3tony



 You are the King Man!
You are the King Man!
@JoergS5 @o_lampe Thanks for your help friends !!
I'm almost gave up on this board! Nothing was helping..
It's looks like it some weird bug with previous version of a firmware ., which was fixed by update to 3.4b5!
I'm feel in family now !


-
RE: Some tools are not showed in Web interface ..posted in Firmware installation
@jay_s_uk
Yeah, a messed up with heater , by giving a many trying attempts to see any different after all combinations with drivers %) Now I realised that made some mess. .I'll back to the first configuration ,I guess the heaters aren't a problem .
And thanks allot for quick replay , I have a feeling it will solve it.. D8 is stone of all the problems)) !
Hope I'll be back soon with the working config!
Thanks a lot Jay!
Latest posts made by AllSirius
-
Wiring diagram For Duet 3 MB6HC Spindle CNC.posted in CNC
Hey Folks !
Is there anyone here can help to make things clearer..?
Following the steps of @Max3D He made a post with with some explanations : Huanyang VFD 2,2kw Water Cooled Spindle to D3MB6HCv1 mainboard.
Letting to control the RPM by one module connected to the OUT_1 port .I did the steps with PD001, PD002 ,PD070 and checked it with my VFD Manual.
Now when I turning ON the machine after installing of the red wire jumper the spindle starts rotating without any commands.
It's doesn't stop by M5 and looks , like doesn't want rotate slower than ~500rpm. I'm able to stop it only from the VFD interface .Do I need to connect the second module to another port to control On/Off function?
May be I've missed something... Clear wiring diagram could be also helpful.
Using Duet 3 MB6HC Firmware 3.4.1
; Configuration file for Duet 3 (firmware version 3.3) ; General preferences ;M575 P1 S1 B57600 ; enable support for PanelDue G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"M1 Candy" ; set printer name M669 ;K1 ; select CoreXY mode ; Network M552 S1 M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0.0 S0 ; physical drive 0.0 goes forwards M569 P0.1 S0 ; physical drive 0.1 goes forwards M569 P0.2 S1 ; physical drive 0.2 goes forwards M569 P0.3 S0 ; physical drive 0.3 goes forwards M569 P0.4 S1 ; physical drive 0.3 goes forwards M584 X0.0 Y0.1:0.2 Z0.3 E0.4 ; set drive mapping M350 X16 Y16:16 Z16 E16 I1 ; configure microstepping with interpolation M92 X223.00 Y223.00:223.00 Z316.00 E420.00 ; set steps per mm M566 X900.00 Y780.00:780.00 Z420.00 E120.00 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y4800.00:4800.00 Z1000.00 E1200.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00:500.00 Z350.00 E250.00 ; set accelerations (mm/s^2) M906 X4000 Y4000:4000 Z4000 E800 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X2000 Y3000 Z200 S0 ; set axis maxima ; Endstops M574 X1 S1 P"io0.in" ; configure switch-type (e.g. microswitch) endstop for low end on X via pin io0.in M574 Y1 S1 P"io1.in" ; configure switch-type (e.g. microswitch) endstop for low end on Y via pin io1.in M574 Z1 S1 P"io2.in" ; configure switch-type (e.g. microswitch) endstop for low end on Z via pin io2.in ; Z-Probe M558 P0 H5 F120 T6000 ; disable Z probe but set dive height, probe speed and travel speed M557 X15:215 Y15:195 S20 ; define mesh grid ; Heaters ; Fans M950 F0 C"out4" Q500 ; create fan 0 on pin out4 and set its frequency M106 P0 S1 H-1 ; set fan 0 value. Thermostatic control is turned off ; Tools M950 R0 J1 C"out1" Q100 L0:24000 ; Create spindle index 0 with M563 P0 R0 S"Spindle" ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined M453 S0 C"out1" R24000 Q100 T0 -
RE: Huanyang VFD 2,2kw Water Cooled Spindle to D3MB6HCv1 mainboardposted in CNC
@max3d said in Huanyang VFD 2,2kw Water Cooled Spindle to D3MB6HCv1 mainboard:
To test the setup, enter M3 S500 on the DWC console to turn the spindle @ 500 RPM and all should be well. Enter M5 to turn it off.
But after installing the red wire jumper the spindle starts rotating after its powered and doesn't stop by M5 and looks , like doesn't want rotate slower than ~500rpm
Do I need to connect the second module to another port to control On/Off function?I'm using Duet 3 MB6HC Firmware 3.4.1
Any help will be very appreciable !; Configuration file for Duet 3 (firmware version 3.3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.3.10 on Thu Jul 21 2022 ; General preferences ;M575 P1 S1 B57600 ; enable support for PanelDue G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"M1 Candy" ; set printer name M669 ;K1 ; select CoreXY mode ; Network M552 S1 M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0.0 S0 ; physical drive 0.0 goes forwards M569 P0.1 S0 ; physical drive 0.1 goes forwards M569 P0.2 S1 ; physical drive 0.2 goes forwards M569 P0.3 S0 ; physical drive 0.3 goes forwards M569 P0.4 S1 ; physical drive 0.3 goes forwards M584 X0.0 Y0.1:0.2 Z0.3 E0.4 ; set drive mapping M350 X16 Y16:16 Z16 E16 I1 ; configure microstepping with interpolation M92 X223.00 Y223.00:223.00 Z316.00 E420.00 ; set steps per mm M566 X900.00 Y780.00:780.00 Z420.00 E120.00 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y4800.00:4800.00 Z1000.00 E1200.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00:500.00 Z350.00 E250.00 ; set accelerations (mm/s^2) M906 X4000 Y4000:4000 Z4000 E800 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X2000 Y3000 Z200 S0 ; set axis maxima ; Endstops M574 X1 S1 P"io0.in" ; configure switch-type (e.g. microswitch) endstop for low end on X via pin io0.in M574 Y1 S1 P"io1.in" ; configure switch-type (e.g. microswitch) endstop for low end on Y via pin io1.in M574 Z1 S1 P"io2.in" ; configure switch-type (e.g. microswitch) endstop for low end on Z via pin io2.in ; Z-Probe M558 P0 H5 F120 T6000 ; disable Z probe but set dive height, probe speed and travel speed M557 X15:215 Y15:195 S20 ; define mesh grid ; Heaters ; Fans M950 F0 C"out4" Q500 ; create fan 0 on pin out4 and set its frequency M106 P0 S1 H-1 ; set fan 0 value. Thermostatic control is turned off ; Tools M950 R0 J1 C"out1" Q100 L0:24000 ; Create spindle index 0 with M563 P0 R0 S"Spindle" ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined M453 S0 C"out1" R24000 Q100 T0 -
RE: Some tools are not showed in Web interface ..posted in Firmware installation
@allsirius said in Some tools are not showed in Web interface ..:
@jay_s_uk Thanks again! it's alive!
")
If somebody will stuck with same kind of problem here is Config:
; Configuration file for Duet WiFi (firmware version 3.3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.3.10 on Thu May 05 2022 09:25:32 GMT+0300 (Israel Daylight Time) ; General preferences M575 P1 S1 B57600 ; enable support for PanelDue G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Maker 1 Hybrid" ; set printer name ;M453 ; CNC Mode ;M452 C"duex.pwm5" R255 F200 ; Enable Laser mode, on exp.heater3, with max intensity being 255, and a PWM frequency of 200 ; Network M551 P"******" ; set password M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S0 ; physical drive 0 goes backwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S1 ; physical drive 3 goes forwards M569 P4 R-1 ; burn burn burn M569 P5 R1 T2.5:2.5:5:0 S1 ; physical drive 5 goes backwards --- Z MOTOR M569 P6 R1 T2.5:2.5:5:0 S1 ; physical drive 6 goes forwards ---- Y MOTOR M569 P7 R1 T2.5:2.5:5:0 S1 ; physical drive 6 goes forwards ---- Y MOTOR M569 P8 R1 T2.5:2.5:5:0 S1 M584 X0 Y6:7 Z5 U1 E3:8:2 ; set drive mapping M350 X128 Y16 Z16 U128 E16 I1 ; configure microstepping with interpolation M92 X640.00 Y171.00 Z5050.00 U640 E220:400:80 ; set steps per mm M566 X2000.00 Y1300.00 U4000 Z60.00 E800:20000:2000 ; set maximum instantaneous speed changes (mm/min) M203 X4000.00 Y4000.00 U21000 Z300.00 E1000:1800:22000 ; set maximum speeds (mm/min) M201 X600.00 Y600.00 U4500 Z80.00 E400:10000:1500 ; set accelerations (mm/s^2) M906 X1300 Y1200 Z700 U1200 E760:1000:900 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X700 Y600 Z500 S0 ; set axis maxima ; Endstops M574 X1 S1 P"xstop" ; configure switch-type (e.g. microswitch) endstop for low end on X via pin xstop M574 Y1 S1 P"ystop" ; configure switch-type (e.g. microswitch) endstop for low end on Y via pin ystop ; Z-Probe M558 P0 H5 F120 T6000 ; disable Z probe but set dive height, probe speed and travel speed M557 X15:215 Y15:195 S20 ; define mesh grid ; Heaters M140 H-1 ; disable heated bed (overrides default heater mapping) M308 S0 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin e0temp M950 H0 C"e0heat" T0 ; create nozzle heater output on e0heat and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H0 S250 ; set temperature limit for heater 0 to 250C M308 S1 P"e1temp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin e0temp M950 H1 C"e1heat" T1 ; create nozzle heater output on e0heat and map it to sensor 0 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S250 ; set temperature limit for heater 0 to 250C ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H0 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools ; Tools M563 P0 S"Plastic" D0 H0 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C M563 P1 S"Clay" D2:1 ; define tool 2 G10 P1 X0 Y0 Z0 ; set tool 2 axis offsets G10 P1 R0 S0 ; set initial tool 2 active and standby temperatures to 0C M568 P1 S1 ; enable mixing for tool 2 M567 P1 E0.5:0.5 M563 P2 S"Spindle" ; define tool 1 G10 P2 X0 Y0 Z0 ; set tool 1 axis offsets G10 P2 R0 S0 ; set initial tool 1 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous M501 ; load saved parameters from non-volatile memory M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power lossP.s. Still have some work to do with Laser and Spindle , but this story for another chapter .. ::)
The Mixed 2motor extruder for clay are working! Cheers!BTW. if I use command M542 ; Enable Laser mode - it switching the DWC to CNC mode and there are no tools are showed at all.. But I'll back to it later !
-
RE: Some tools are not showed in Web interface ..posted in Firmware installation
@jay_s_uk Thanks again! it's alive!
If somebody will stuck with same kind of problem here is Config:
; Configuration file for Duet WiFi (firmware version 3.3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.3.10 on Thu May 05 2022 09:25:32 GMT+0300 (Israel Daylight Time) ; General preferences M575 P1 S1 B57600 ; enable support for PanelDue G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Maker 1 Hybrid" ; set printer name ;M453 ; CNC Mode ;M452 C"duex.pwm5" R255 F200 ; Enable Laser mode, on exp.heater3, with max intensity being 255, and a PWM frequency of 200 ; Network M551 P"******" ; set password M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S0 ; physical drive 0 goes backwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S1 ; physical drive 3 goes forwards M569 P4 R-1 ; burn burn burn M569 P5 R1 T2.5:2.5:5:0 S1 ; physical drive 5 goes backwards --- Z MOTOR M569 P6 R1 T2.5:2.5:5:0 S1 ; physical drive 6 goes forwards ---- Y MOTOR M569 P7 R1 T2.5:2.5:5:0 S1 ; physical drive 6 goes forwards ---- Y MOTOR M569 P8 R1 T2.5:2.5:5:0 S1 M584 X0 Y6:7 Z5 U1 E3:8:2 ; set drive mapping M350 X128 Y16 Z16 U128 E16 I1 ; configure microstepping with interpolation M92 X640.00 Y171.00 Z5050.00 U640 E220:400:80 ; set steps per mm M566 X2000.00 Y1300.00 U4000 Z60.00 E800:20000:2000 ; set maximum instantaneous speed changes (mm/min) M203 X4000.00 Y4000.00 U21000 Z300.00 E1000:1800:22000 ; set maximum speeds (mm/min) M201 X600.00 Y600.00 U4500 Z80.00 E400:10000:1500 ; set accelerations (mm/s^2) M906 X1300 Y1200 Z700 U1200 E760:1000:900 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X700 Y600 Z500 S0 ; set axis maxima ; Endstops M574 X1 S1 P"xstop" ; configure switch-type (e.g. microswitch) endstop for low end on X via pin xstop M574 Y1 S1 P"ystop" ; configure switch-type (e.g. microswitch) endstop for low end on Y via pin ystop ; Z-Probe M558 P0 H5 F120 T6000 ; disable Z probe but set dive height, probe speed and travel speed M557 X15:215 Y15:195 S20 ; define mesh grid ; Heaters M140 H-1 ; disable heated bed (overrides default heater mapping) M308 S0 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin e0temp M950 H0 C"e0heat" T0 ; create nozzle heater output on e0heat and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H0 S250 ; set temperature limit for heater 0 to 250C M308 S1 P"e1temp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin e0temp M950 H1 C"e1heat" T1 ; create nozzle heater output on e0heat and map it to sensor 0 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S250 ; set temperature limit for heater 0 to 250C ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H0 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools ; Tools M563 P0 S"Plastic" D0 H0 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C M563 P1 S"Clay" D2:1 ; define tool 2 G10 P1 X0 Y0 Z0 ; set tool 2 axis offsets G10 P1 R0 S0 ; set initial tool 2 active and standby temperatures to 0C M568 P1 S1 ; enable mixing for tool 2 M567 P1 E0.5:0.5 M563 P2 S"Spindle" ; define tool 1 G10 P2 X0 Y0 Z0 ; set tool 1 axis offsets G10 P2 R0 S0 ; set initial tool 1 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous M501 ; load saved parameters from non-volatile memory M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power lossP.s. Still have some work to do with Laser and Spindle , but this story for another chapter .. ::)
The Mixed 2motor extruder for clay are working! Cheers! -
RE: Some tools are not showed in Web interface ..posted in Firmware installation
@jay_s_uk
Yeah, a messed up with heater , by giving a many trying attempts to see any different after all combinations with drivers %) Now I realised that made some mess. .I'll back to the first configuration ,I guess the heaters aren't a problem .
And thanks allot for quick replay , I have a feeling it will solve it.. D8 is stone of all the problems)) !
Hope I'll be back soon with the working config!
Thanks a lot Jay! -
Some tools are not showed in Web interface ..posted in Firmware installation
Trying to attach the clay extruder with dual motors but cant see it!
Dear folks ! Anyone can see the problem?I'm using Duet Expansion Breakout Board And External Drivers.
Sometime before I have already successfully used this setup with dual motors mixed extrusion. But new Resetup and version of the firmware making confuse.; Configuration file for Duet WiFi (firmware version 3.3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.3.10 on Thu May 05 2022 09:25:32 GMT+0300 (Israel Daylight Time) ; General preferences M575 P1 S1 B57600 ; enable support for PanelDue G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Maker 1 Hybrid" ; set printer name ;M453 ; CNC Mode ;M452 C"duex.pwm5" R255 F200 ; Enable Laser mode, on exp.heater3, with max intensity being 255, and a PWM frequency of 200 ; Network M551 ** ; set password M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S0 ; physical drive 0 goes backwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S1 ; physical drive 3 goes forwards M569 P4 R-1 ; burn burn burn M569 P5 R1 T2.5:2.5:5:0 S1 ; physical drive 5 goes backwards --- Z MOTOR M569 P6 R1 T2.5:2.5:5:0 S1 ; physical drive 6 goes forwards ---- Y MOTOR M569 P7 R1 T2.5:2.5:5:0 S1 ; physical drive 6 goes forwards ---- Y MOTOR M569 P8 R1 T2.5:2.5:5:0 S1 M584 X0 Y6:7 Z5 U1 E3:2:8 ; set drive mapping M350 X128 Y16 Z16 U128 E16:16:16 I1 ; configure microstepping with interpolation M92 X640.00 Y171.00 Z5050.00 U640 E220:400:80 ; set steps per mm M566 X2000.00 Y1300.00 U4000 Z60.00 E800:20000:2000 ; set maximum instantaneous speed changes (mm/min) M203 X4000.00 Y4000.00 U21000 Z300.00 E1000:1800:22000 ; set maximum speeds (mm/min) M201 X600.00 Y600.00 U4500 Z80.00 E400:10000:1500 ; set accelerations (mm/s^2) M906 X1300 Y1200 Z700 U1200 E760:1000:900 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X700 Y600 Z500 S0 ; set axis maxima ; Endstops M574 X1 S1 P"xstop" ; configure switch-type (e.g. microswitch) endstop for low end on X via pin xstop M574 Y1 S1 P"ystop" ; configure switch-type (e.g. microswitch) endstop for low end on Y via pin ystop ; Z-Probe M558 P0 H5 F120 T6000 ; disable Z probe but set dive height, probe speed and travel speed M557 X15:215 Y15:195 S20 ; define mesh grid ; Heaters M140 H-1 ; disable heated bed (overrides default heater mapping) M308 S0 P"e0temp" Y"thermistor" T100000 B3950 ; configure sensor 0 as thermistor on pin e0temp M950 H1 C"e0heat" T0 ; create nozzle heater output on e0heat and map it to sensor 0 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S250 ; set temperature limit for heater 0 to 250C M308 S2 P"e0temp2" Y"thermistor" T100000 B3950 ; configure sensor 0 as thermistor on pin e0temp M950 H2 C"e0heat" T0 ; create nozzle heater output on e0heat and map it to sensor 0 M307 H2 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S120 ; set temperature limit for heater 0 to 250C ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H0 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools ; Tools M563 P0 S"Plastic" D2 H0 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C M563 P1 S"Clay" D8 H1 F3 ; define tool 2 G10 P1 X0 Y0 Z0 ; set tool 2 axis offsets G10 P1 R0 S0 ; set initial tool 2 active and standby temperatures to 0C ;M568 P1 S1 ; enable mixing for tool 2 ;M567 P1 E0.5:0.5 M563 P2 S"Spindle" ; define tool 1 G10 P2 X0 Y0 Z0 ; set tool 1 axis offsets G10 P2 R0 S0 ; set initial tool 1 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous M501 ; load saved parameters from non-volatile memory M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss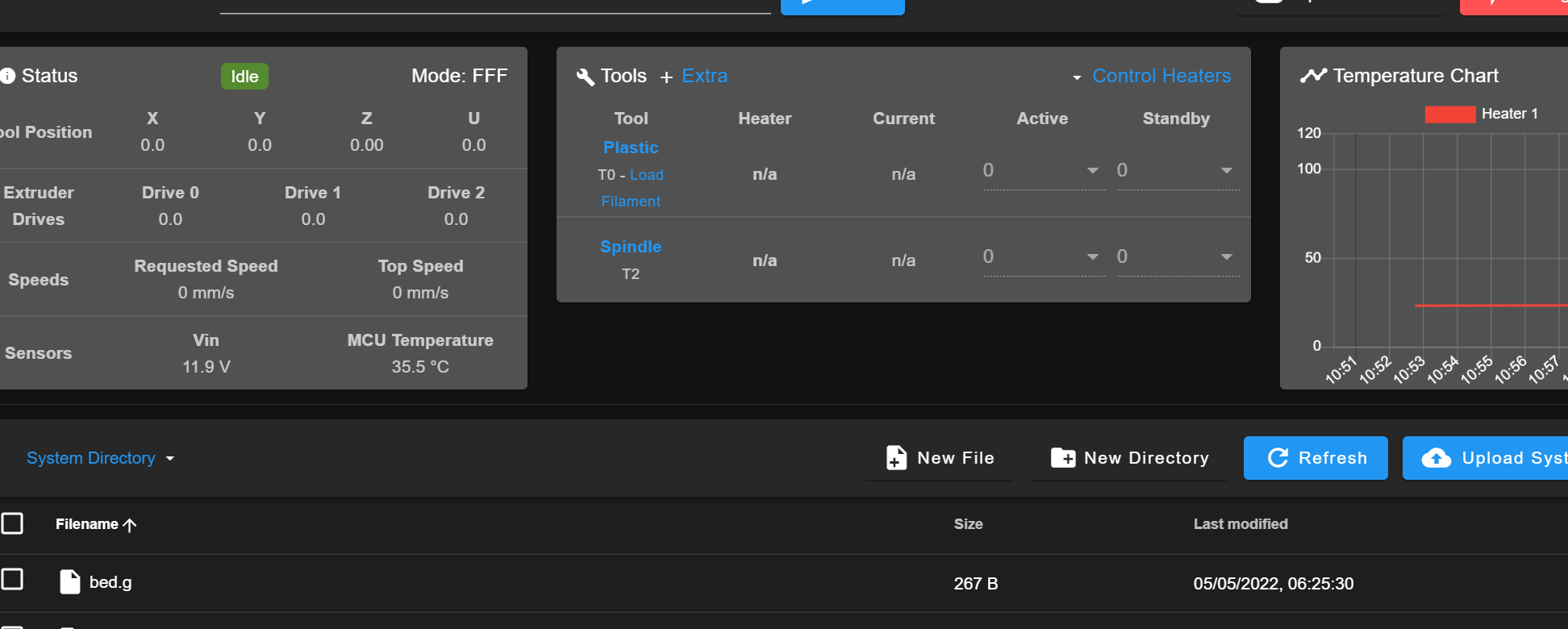 

I'll appreciate any help! Have tried so many combinations already , but no solution yet . .
-
RE: Duet WiFi Expansion Board. PMW Control of 80W Laser Moduleposted in Laser Cutters
@dc42 Here is all what I've got about the laser ..
Laser Aliexpress link..... -
RE: Duet WiFi Expansion Board. PMW Control of 80W Laser Moduleposted in Laser Cutters
@dc42 Thank you for quick replay !
I guess I wasn't clear enough about my hardware setup:
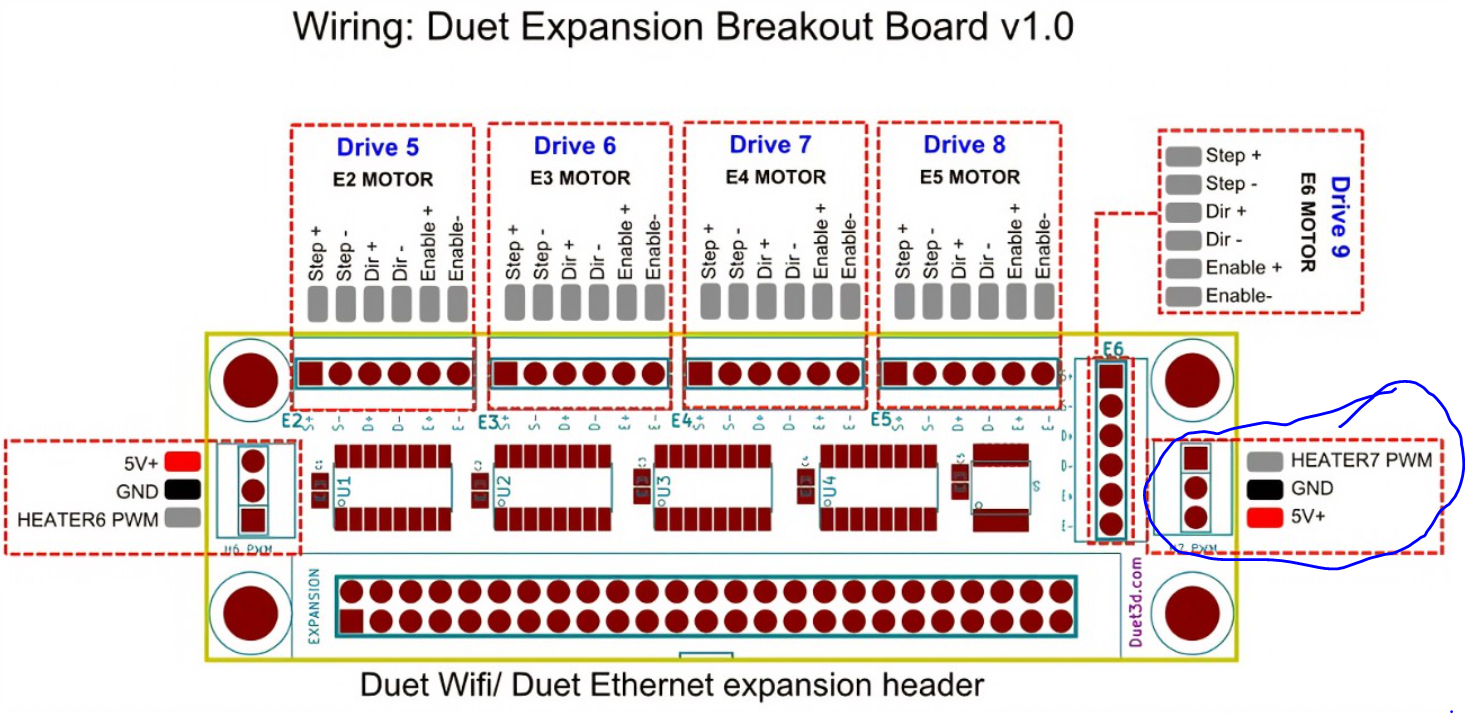
I'm using this port on Duet Expansion Breakout Board
And after I used M452 C"duex.pwm5" F250 command in my Config.g the laser is acting the same. Full power from the start and the fans on it are always on from the V+ and ground form my power supply , even I'm unplugging the PWM from the board.
So I think I'll need to power it from the third free Fan port on my Duet WiFi to avoid the spinning the Laser fans while it's not in work. -
Duet WiFi Expansion Board. PMW Control of 80W Laser Moduleposted in Laser Cutters
I've heard very good feedbacks about this laser module and eventually decided to give it a try .
AliExpress 80w LAserIn Duet wiki is saying -
Note: if your system includes either a DueX expansion board or an expansion Breakout Board, then that board already includes this circuitry.So I'm attaching the +12v and ground of the laser to Duet 12v power supply
And PWM to PWM7 on Expansion board .
When the machine is Laser Mode (m452)- the laser is ON from the start. if I unplug the PWM - it's doesn't work.
If the ground cable is also connected to Expansion PWM7 ground - nothing happening...
; Configuration file for Duet WiFi (firmware version 3.3) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"M1" ; set printer name M669 ;K1 ;Set Cartesian mode ;M453 ; CNC Mode M452 C"exp.heater7" F250 ; Enable Laser mode, on exp.heater7, with max intensity being 255, and a PWM frequency of 200 ; Network M551 P"*****" ; set password M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S0 ; physical drive 0 goes forwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S1 ; physical drive 3 goes forwards M569 P4 R-1 ; physical drive 4 goes forwards ;------------------Y MOTOR------------------------------------------------------------- M569 P6 R1 T2.5:2.5:5:5 S1 M569 P7 R1 T2.5:2.5:5:5 S1 ; driver 6,7 direction is backwards and requires an active high enable, 5us minimum step pulse, 2.5us minimum step interval, 5us DIR setup, and 7.5us hold time ;-----------------Z MOTOR-------------------------------------------------------------- M569 P5 R1 T2.5:2.5:5:5 S1 ; driver 5 direction is backwards and requires an active high enable, 5us minimum step pulse, 2.5us minimum step interval, 5us DIR setup, and 7.5us hold time ;-----------------EXTRUDER 0 MOTOR----------------------------------------------------- ;M569 P9 S0 R1 T5:2.5:5:7.5 ; driver 9 direction is backwards and requires an active high enable, 5us minimum step pulse, 2.5us minimum step interval, 5us DIR setup, and 7.5us hold time M584 X0 Y6:7 Z5 U1 E3 ; set drive mapping to external drivers M350 X128 U128 M92 X640.00 Y171.00 Z5050.00 U640 E400.00 ;M92 X80.00 Y171.00 Z5050.00 U80 E400.00 ; set steps per mm M566 X2000.00 Y1300.00 U4000 Z60.00 E800.00 ; set maximum instantaneous speed changes (mm/min) M203 X4000.00 Y4000.00 U21000 Z300.00 E1000.00 ; set maximum speeds (mm/min) M201 X600.00 Y600.00 U4500 Z80.00 E900 ; set accelerations (mm/s^2) M906 X1000 Y1200 Z600 U1200 E760 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 U0 Z-30 S1 ; set axis minima M208 X1019.5 Y790 U800 Z550 S0 ; set axis maxima ; Endstops M574 X2 S1 P"!xstop" ; configure switch-type (e.g. microswitch) endstop for high end on X via pin xstop M574 Y1 S1 P"!ystop" ; configure switch-type (e.g. microswitch) endstop for low end on Y via pin ystop M574 Z1 S1 P"!zstop" ; configure switch-type (e.g. microswitch) endstop for low end on Z via pin zstop M574 U1 S1 P"!e1stop" ; configure switch-type (e.g. microswitch) endstop for low end on U via pin zstop ; Z-Probe M558 P0 H5 F120 T6000 ; disable Z probe but set dive height, probe speed and travel speed M557 X15:990 Y45:700 S60 ; define mesh grid ; Heaters M308 S1 P"e0temp" Y"thermistor" T100000 B4138 M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S280 ; set temperature limit for heater 1 to 280C ; Fans M950 F0 C"fan0" Q100 ; create fan 0 on pin fan0 and set its frequency M106 P0 S1 R1 L15 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"Fan1" Q3300 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 L1 X1 B0.1 H1 T45 ; set fan 1 value. Thermostatic control is turned on M950 F2 C"fan2" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P2 S1 R1 L255 H1 ; Tools ''' Create a tool that uses the low end (X) carriage''' ;;M563 P0 S"Spindle" F0 ;R0 ; define tool 0 G10 P0 X0 Y0 Z0 S0 R0 ; set tool 0 axis offsets ; Configure Tool 0 as the CNC Spindle M950 R0 C"e1heat" Q2000 L0:12000 ; Create spindle index 0 with ; inverted PWM output on E0 heater pin ; and spindle speed of 12000 rpm at maximum PWM M563 P0 R0 S"Spindle" ; Create Tool 0 with Spindle 0 and call it Spindle G10 P0 X0 Y0 Z0 S0 R0 ; Set Tool 0 axis offsets M568 P0 F0 ; Set Tool 0 to default RPM of 0 T0 ; Select Tool 0 ''' Create a tool that uses the high end (U) carriage''' M563 P1 S"Extruder" D0 H1 X3 F2 ; define tool 0 ;G10 P1 Y-7.4 U-33.5 Z-17 G10 P1 Y7.5 Z-17 ; set tool 0 axis offsets G10 P1 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined M575 P1 B57600 S1 - the laser is ON from the start. if I unplug the PWM - it's doesn't work.
-
RE: Heavy Duty Spindle on DuetWiFiposted in CNC
@tenaja
Thank you!
I did few jobs already with the spindle working passively from the previous controller, all the rest did Duet. And I didn't have backlash problems.
Now I've replaced the spindle on the 3.5kw Chinese watercooled one.
And still have some setup to finish to control it from DWC.
The old 7kw spindle will wait for some more robust machine.
Thanks for answering!!