Hello everyone,
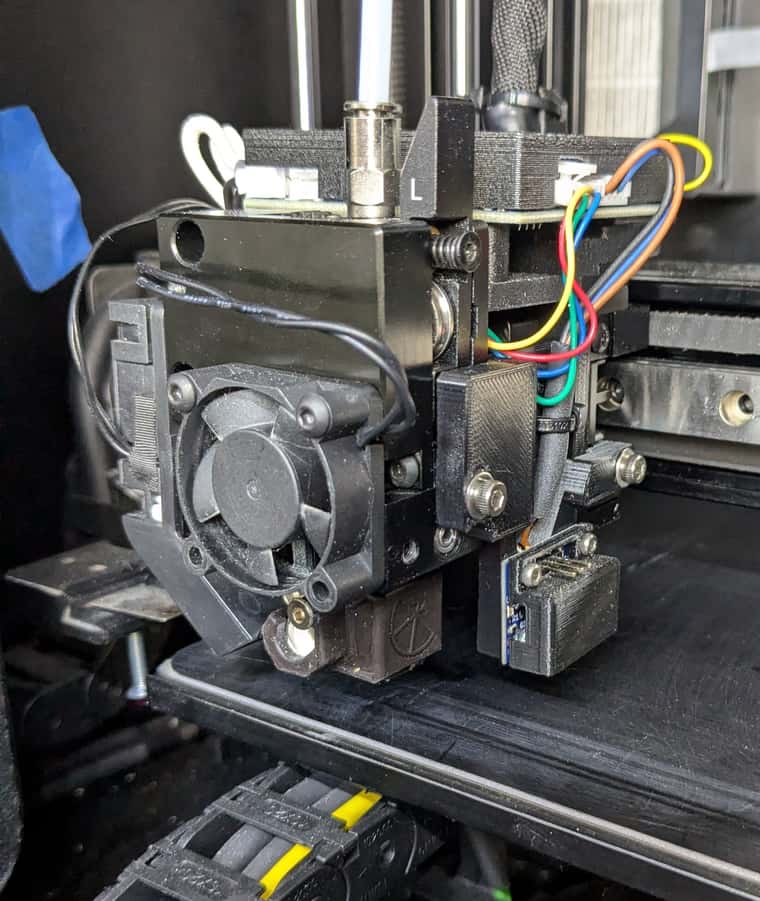
I have converted my Raise3d E2 to a Duet mini5 and 2 LC1 Toolboards and IR Z-Probe and have 2 problems that I cannot solve.
I would like to describe problem 1 here and I will open a new entry for the second. Link to problem 2
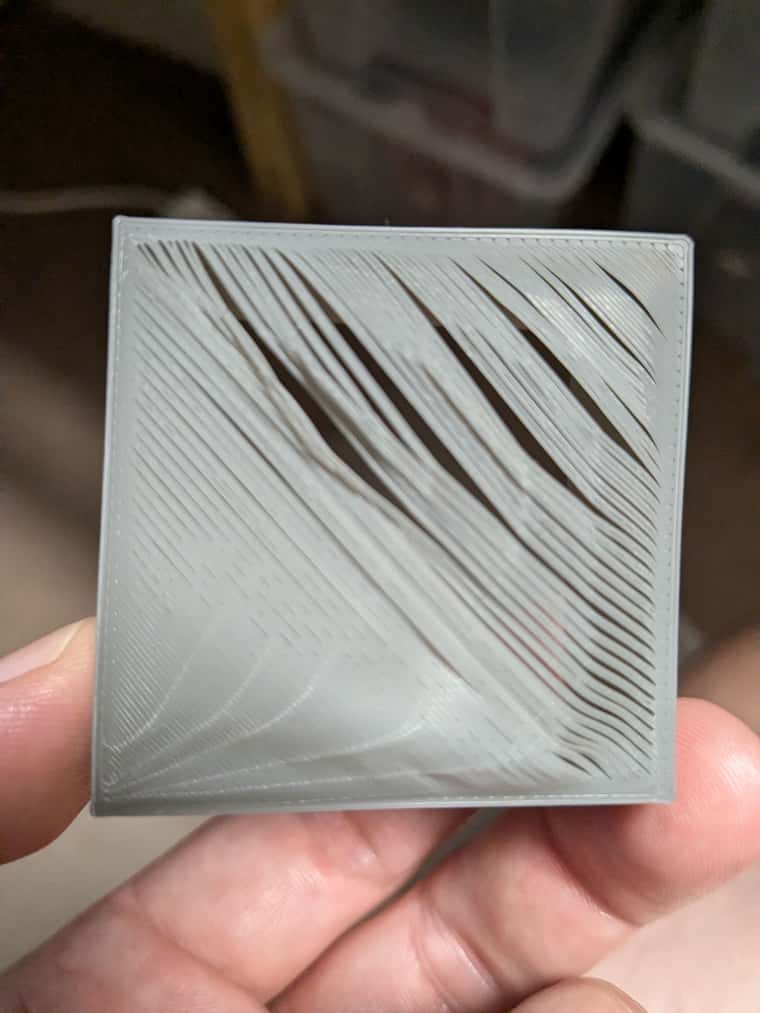
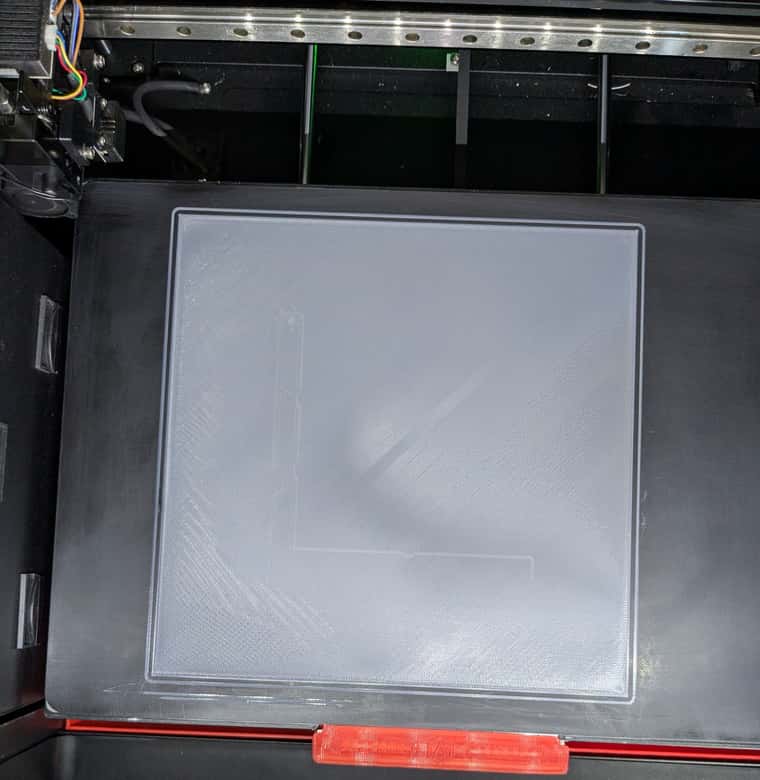
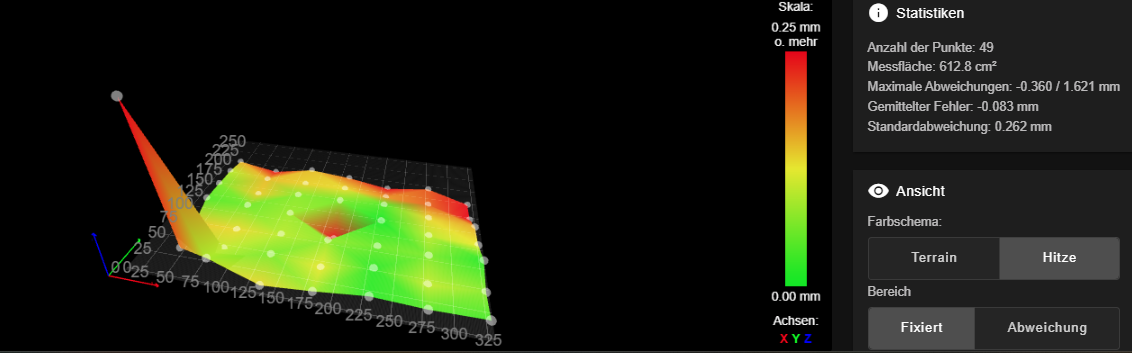
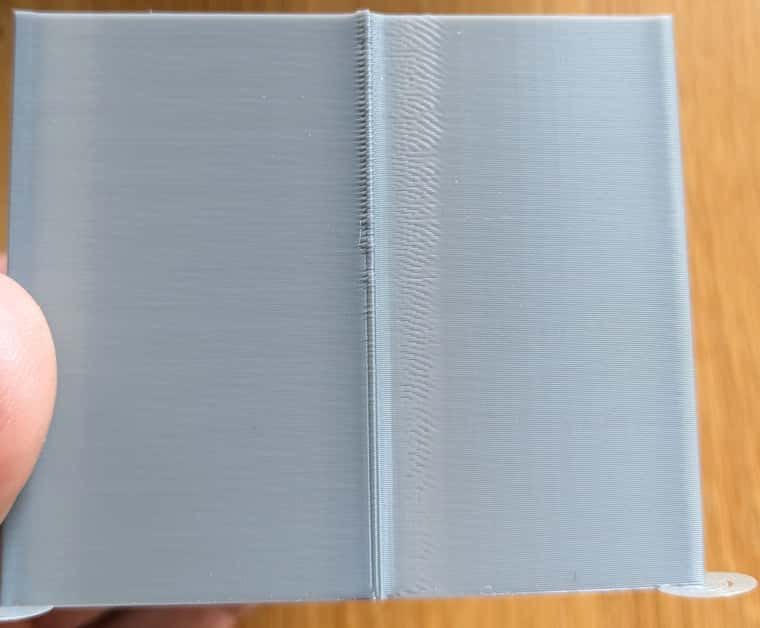
The first problem is that my first layer is not evenly closed. When I print one layer (180x180 mm) the first layer has a thickness of between 0.18mm and 0.26mm. The hardware on the printer is very solid and has no problems. I did not have these problems before the conversion either. Perhaps someone can give me tips on where I could look for the error.
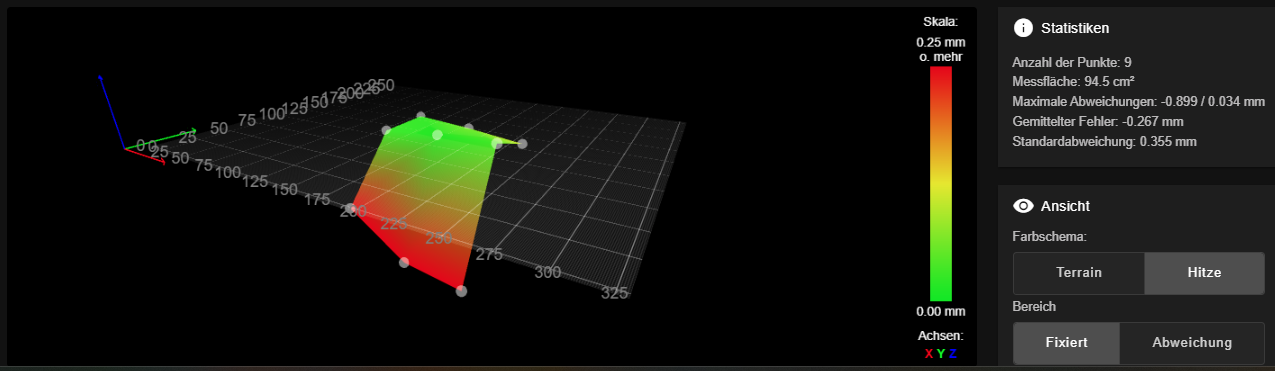
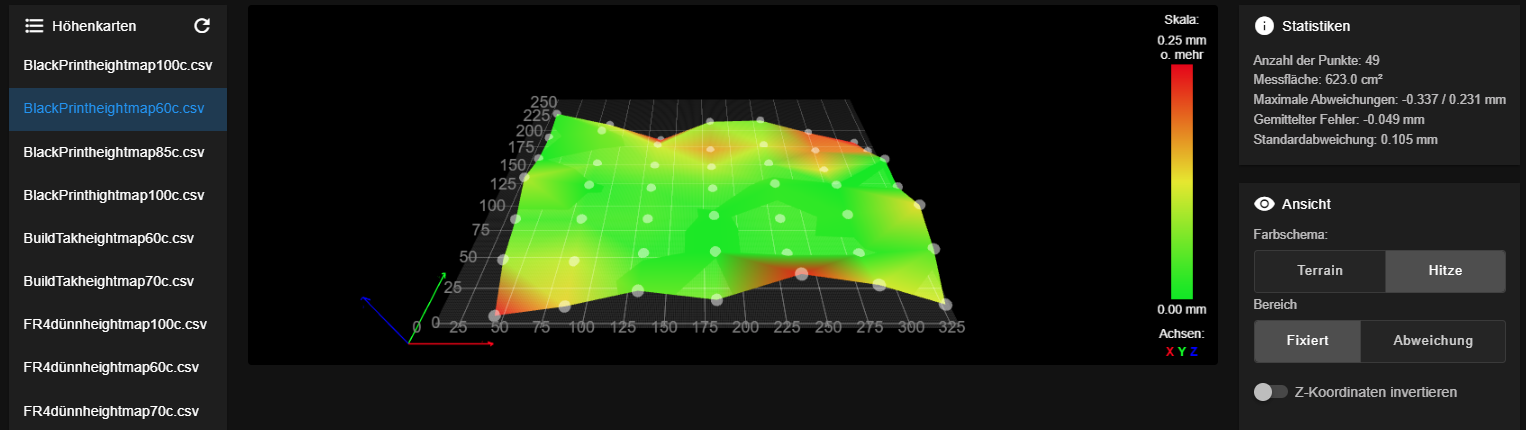
My bed leveling is controlled by a macro that creates a Heightmap.csv depending on the print plate and filament used and then saves this in a BlackPrint 60°C file, which is called up in Start.g when printing.
RepRapFirmware 3.6.0-alpha.4+3
config.g:
; Configuration file for Duet 3 Mini 5+ (firmware version 3.3)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v3.3.15 on Sat Nov 26 2022 13:27:47 GMT+0100 (Mitteleuropäische Normalzeit)
;###########################################################################################################################
; General preferences
;###########################################################################################################################
M575 P1 S1 B57600 ; enable support for PanelDue
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"Raise 3D E2" ; set printer name
;##########################################################################################################################
; Network
;##########################################################################################################################
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S1 ; disable FTP
M586 P2 S0 ; disable Telnet
;##########################################################################################################################
; Drives
;##########################################################################################################################
M569 P0.0 S0 D3 H50 V30 ; physical drive 0.0 goes forwards
M915 P0.0 T50
M569 P0.1 S0 D3 H50 V30 ; physical drive 0.1 goes forwards
M915 P0.1 T30
M569 P0.2 S0 D3 H50 V30 ; physical drive 0.2 goes forwards
M915 P0.2 T50
M569 P20.0 S0 ; physical drive 0.3 goes forwards Extruder links
M569 P0.4 S0 D3 H50 V30 ; physical drive 0.4 goes forwards
M915 P0.4 T50
M569 P21.0 S1 ; physical drive 0.5 goes forwards
M584 X0.0 Y0.1 Z0.2 E20.0:21.0 U4 ; set drive mapping
M350 X16 Y16 U16 Z16 E16:16 I1 ; configure microstepping without interpolation
M92 X80 Y80 U80 Z800 E286.216 :286.216 ; set steps per mm linker Extruder : rechter Extroder
M566 X600 Y600 U600 Z30 E300:300 ; set maximum instantaneous speed changes (mm/min)
M203 X10000 U10000 Y9000 Z600 E3000:3000 ; set maximum speeds (mm/min)
M201 X1500 U1500 Y1500 Z120 E3000:3000 ; set accelerations (mm/s^2)
;M906 X850 U850 Y850 Z800 E800:800 I30 ; set motor currents (mA) and motor idle factor in per cent
M906 X1200 U1200 Y1200 Z900 E800:800 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
;##########################################################################################################################
; Axis Limits
;##########################################################################################################################
M208 X10 Y-3 Z0 U35 S1 ; set axis minima
M208 X335 Y255 Z240 U355 S0 ; set axis maxima
;##########################################################################################################################
; Endstops ; configure switch-type (e.g. microswitch) endstop for high end on Z via pin null
;##########################################################################################################################
M574 Y1 S1 P"io1.in"
M574 X1 S1 P"io2.in"
M574 U2 S1 P"Io4.in"
;M915 X S-63 H10 R1 ; Set very sensitive stall detect
;M574 X1 S3 ; configure endstop for stall detection
;M915 X S20 H140 R0 ; Set very sensitive stall detect
;M915 X S-63 H10 R1 ; Set very sensitive stall detect
;##########################################################################################################################
; Switch
;##########################################################################################################################
M950 J1 C"SPI.CS2"
;M581 P1 S0 T5 R0 ;Alarm wenn tür beim drucken geöffnet wird
;M581 P1 S1 T6 R0 ;TEST war vorher nicht drin
;##########################################################################################################################
; Filament Sensoren
;##########################################################################################################################
M591 D1 P1 C"io6.in" S1
M591 D0 P1 C"io5.in" S1
;##########################################################################################################################
; Z-Probe
;##########################################################################################################################
M558 P8 C"20.io0.in" H5 A7 S0.008 F200 T10000 ; P=Sondentyp C=Eingangspin H=Anfahrhöhe A=Anzahl Tastvorgänge S=Tolleranz (Standard 0,03) F=Abtastgeschwindigkeit T=Verfahrgeschwindigkeit
G31 P500 X17 Y21 Z1.30 ; set Z probe trigger value, offset and trigger height + Tiefer - höher
M557 X31:335 Y20:225 P7 ; define mesh grid
;##########################################################################################################################
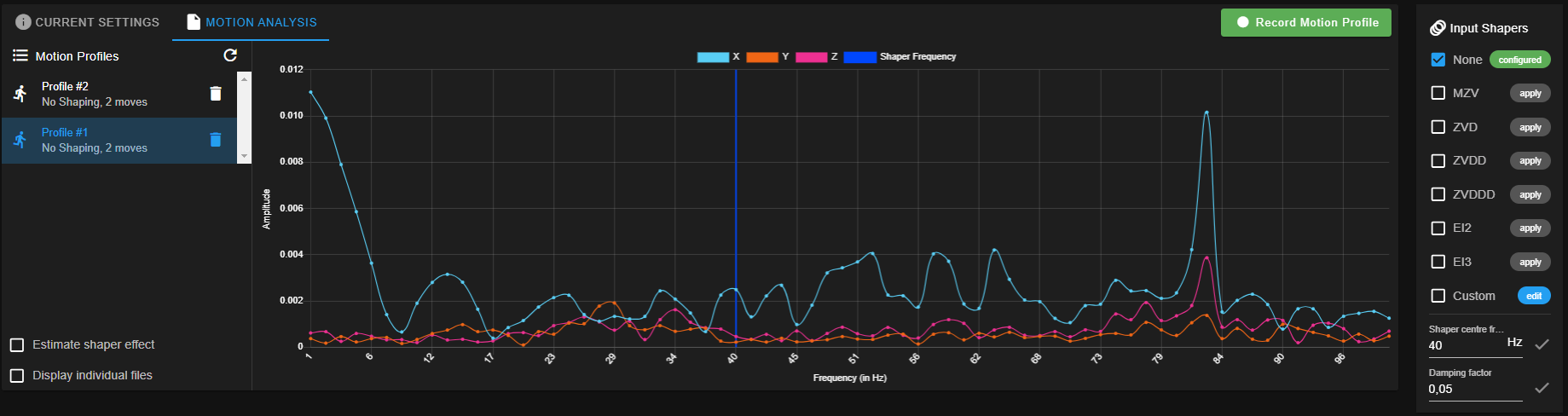
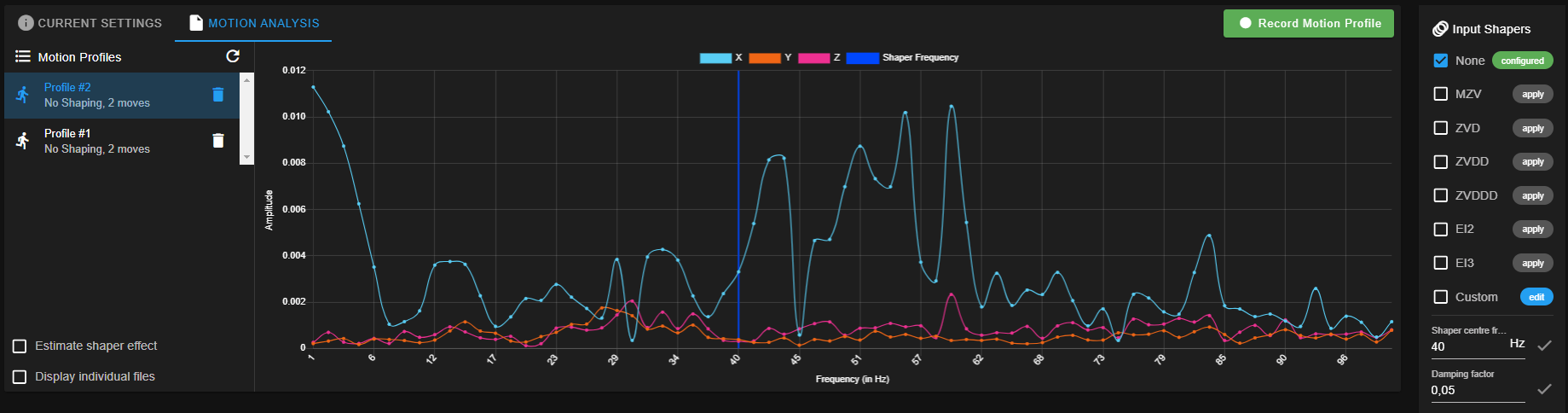
;Acclerometer
;##########################################################################################################################
M955 P20.0 I24 ; configure accelerometer on toolboard with CAN address 121 and specify orientation
M593 F51 S0.2 P"zvddd"
M955 P21.0 I24 ; configure accelerometer on toolboard with CAN address 121 and specify orientation
;##########################################################################################################################
; Heaters
;##########################################################################################################################
M308 S0 P"Temp0" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin temp0
M950 H0 C"out0" T0 ; create bed heater output on out0 and map it to sensor 0
M307 H0 B1 S1.00 ; enable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M308 S2 P"21.Temp0" Y"thermistor" T100000 B4725 C7.06e-8 ; configure sensor 2 as thermistor on pin temp2
M950 H2 C"21.out0" T2 ; create nozzle heater output on out2 and map it to sensor 2
M307 H2 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit
M143 H2 S340 ; set temperature limit for heater 2 to 340C
M308 S1 P"20.Temp0" Y"thermistor" T100000 B4725 C7.06e-8 ; configure sensor 2 as thermistor on pin temp2
M950 H1 C"20.out0" T1 ; create nozzle heater output on out2 and map it to sensor 2
M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit
M143 H1 S340 ; set temperature limit for heater 2 to 340C
;##########################################################################################################################
; Temp Sensoren
;##########################################################################################################################
M308 S10 Y"mcu-temp" A"MCU" ; defines sensor 10 as MCU temperature sensor
M308 S11 Y"drivers" A"Duet stepper drivers" ; defines sensor 11 as stepper driver temperature sensor
;M950 F5 C"out6" Q500 ; create fan 2 on pin fan2 and set its frequency
;M106 P5 H3 T40:70 ; set fan 2 value
;##########################################################################################################################
; Fans
;##########################################################################################################################
;M950 F0 C"vfd" Q500 ; create fan 0 on pin out4 and set its frequency
;M106 P0 C"Bauteil-Lüfter L" S0 H-1
M950 F0 C"20.out1" Q500
M106 P0 C"Bauteil-Lüfter L" S0 H-1
M950 F1 C"21.out1" Q500
M106 P1 C"Bauteil-Lüfter R" S0 H-1
M950 F3 C"out5" Q500 ; create fan 2 on pin vfd and set its frequency
M106 P3 C"LED" S150 H-1 ; set fan 2 value. Thermostatic control is turned off
M950 F4 C"out4+out4.tach" Q25000
M106 P4 C"Filter-Lüfter" S0 H-1
M950 F5 C"21.out2" Q500 ; create fan 0 on pin out3 and set its frequency
M106 P5 C"Hotend Fan rechts" S1 H2 T45 ; set fan 0 name and value. Thermostatic control turned on for Hotend
M950 F6 C"20.out2" Q500 ; create fan 0 on pin out3 and set its frequency
M106 P6 C"Hotend Fan links" S1 H1 T45
;##########################################################################################################################
; Create a tool that uses the low end (X) carriage
;##########################################################################################################################
M563 P0 D0 H1 F0 S"linker Extruder" ; tool 0 uses extruder 0, heater 1 and fan 0 (P=Werkzeug Nr., S=Name, D=Extruder Motor, H=Heizung, F=Bautellüfter)
G10 P0 X0 Y0 Z0 S0 R0 ; set tool 0 offsets and temperatures
;##########################################################################################################################
; Create a tool that uses the high end (U) carriage
;##########################################################################################################################
M563 P1 D1 H2 X3 F1 S"rechter Extruder" ; tool 1 uses extruder 1, heater 2, fan 2, and maps X to U
G10 P1 Y0.1 U26.6 Z0.02 R0 ; set tool 1 offsets and temperatures für Z: + Tiefer - höher U: - weiter nach rechts + weiter nach links (G10 P1 Y0 U27.0 Z0.02 R0)
;##########################################################################################################################
; Create a tool that prints 2 copies of the object using both carriages
;##########################################################################################################################
M563 P2 D0:1 H1:2 X0:3 F0:0 S"Duplikation" ; tool 2 uses both extruders, hot end heaters and fans, and maps X to both X and U
G10 P2 X-25 Y0 U-176.3 Z0 S0 R0 ; set tool offsets and temperatures
;G10 P2 X10 Y0 U-176.3 Z0 S0 R0 ; set tool offsets and temperatures
;G10 P2 X0 Y0 U-40 Z0 S0 R0 ; set tool offsets and temperatures
G10 P2 R0 S0
M567 P2 E1:1 ; set mix ratio 100% on both extruders
;##########################################################################################################################
;Create a tool that Prints in Mirrior Mode
;##########################################################################################################################
;M563 P3 H1:2 D0:1 X0:3 F0:0 S"Spiegeln"
;G10 P3 X-25 Y0 U-176.3 Z0 S0 R0
;G10 P3 R0 S-2
;##########################################################################################################################
; Custom settings are not defined
;##########################################################################################################################
;##########################################################################################################################
;Temperatur anpassung MCU
;##########################################################################################################################
M912 P0 S2
;##########################################################################################################################
; Miscellaneous
;##########################################################################################################################
M501 ; load saved parameters from config-override.g
M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss
M98 P"GlobaleBuildplate.g"
G4 S2 ; wait for expansion boards to start```
start.g:
M291 P"Start.g wird ausgeführt" S0
if !move.axes[0].homed || !move.axes[1].homed || !move.axes[2].homed
G28
M98 P"/Macros/SUB/CheckDoor"
M561 ; Disable Mesh Bed Kompensation
G4 S1
M106 P3 S25 ; LED schalten 25%
M98 P"/Macros/SUB/Preheat"
G28 Z0 ; Z Homen
M98 P"/Macros/Buildplate"
The mesh is then called up via M98 P"/Macros/Buildplate". For example, for the BlackPrint and PLA printing plate it is BlackPrint60°C.csv
this is my slicer start code:
T0
M291 P"Beginne slicer start gcode" S0
M703 ; load config file for [filament_type]
G90 ; set printer absolute mode
M82 ; set extruder to absolute mode
M106 S0 ; fan off
M106 P3 S180 ; LED an
T0 ; set first toolhead
M703 ; load config file for [filament_type]
G1 Z3 F2000 ; Move to Z3 for height clearance before Intro line
G92 E0 ; set position
M291 P"Intro Line" S0
M116 S5
M400
; intro line
G1 Z0.35 F5000
G1 X60 Y-2 F5000
G1 X150 Y-2 E16 F1000
G1 X170 y-2 F5000
G1 X170 Y0 F5000
G1 X150 Y0 F500
G1 X60 Y0 E30 F1000
G1 X40 Y0 F5000
G1 Z5 F2000 ; Move to Z5 to prevent dragging nozzle and scratching bed
G92 E0 ; set position
G1 F2000
M117 "Druck wird gestartet"