@jay_s_uk well, i tinkered avery coordinates based fril tge POV of the nozzle, and now, everythink works flowlessly, thanks a lot ")
last question :
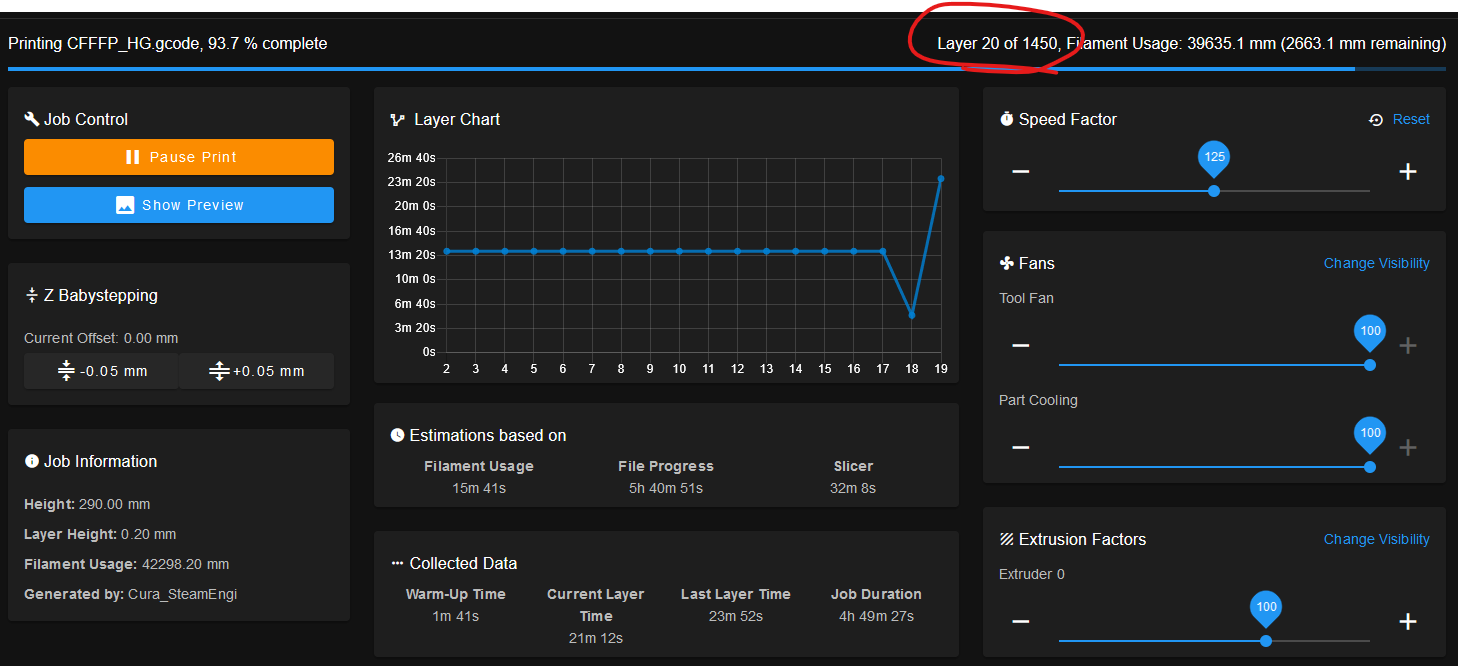
Do you know why my Duet display 1450 layers instead of the 30 of my print ?
@jay_s_uk well, i tinkered avery coordinates based fril tge POV of the nozzle, and now, everythink works flowlessly, thanks a lot
last question :
Do you know why my Duet display 1450 layers instead of the 30 of my print ?
thanks to all of you, you just made my day.
and specially for the "You should probably update your firmware..." from @mrehorstdmd
I was already on 3.2.2 firmware version but in the RepRapFirmware Configuration Tool i have selected 1.21 ... what a noob mistake ^^
@alankilian yes, when i saw your endstop definition, i realisez they were something wrong with mine.
@Phaedrux I have already did this trick but thanks for the tips anyway.
@fcwilt Hi, i don't know where you see me talking about this piece of code :
M574 X2 S1 P"xstop" ; configure active-high endstop for high end on X via pin xstop
M574 Y2 S1 P"ystop" ; configure active-high endstop for high end on Y via pin ystop
M574 Z2 S1 P"zstop"
But now it works ! Thanks all of you.
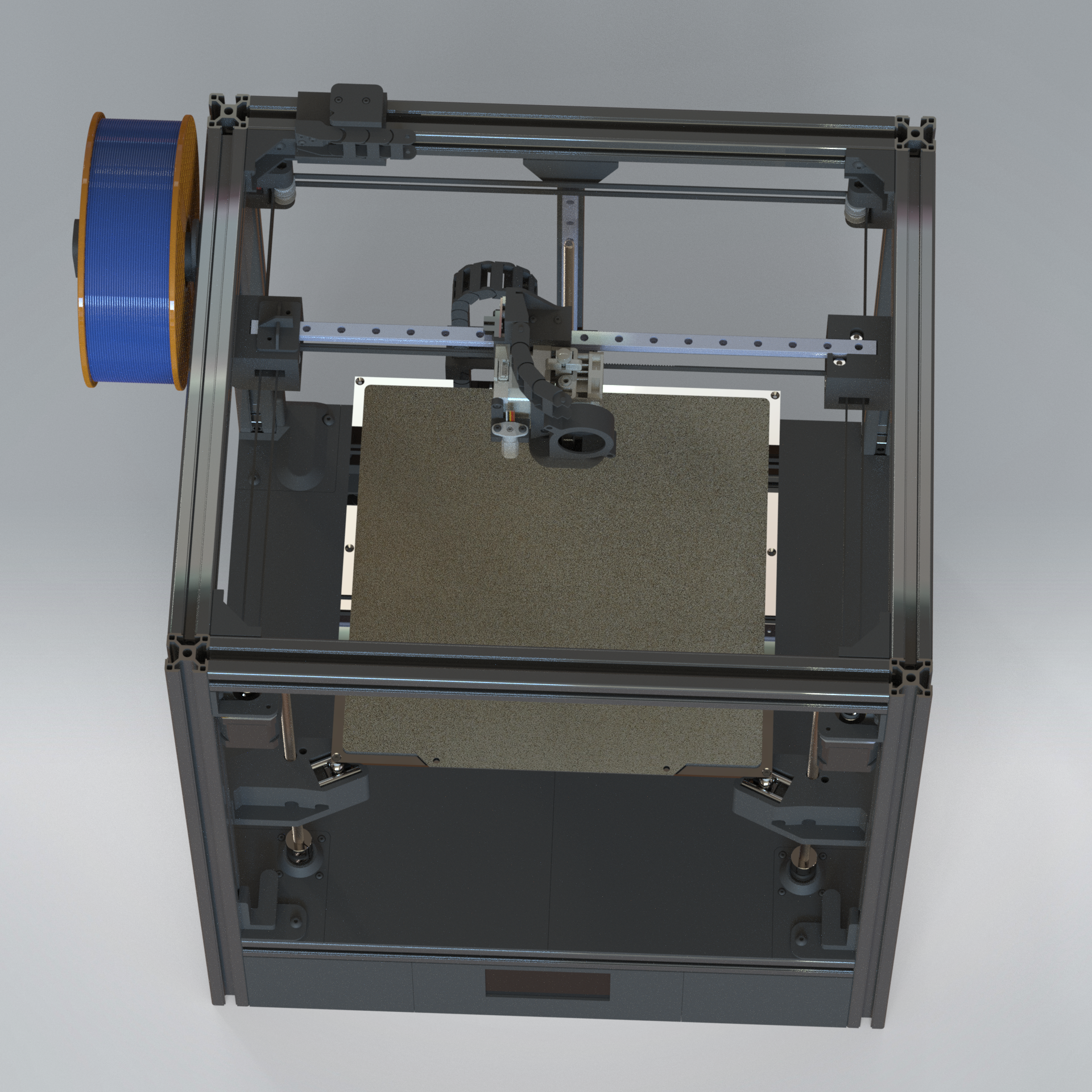
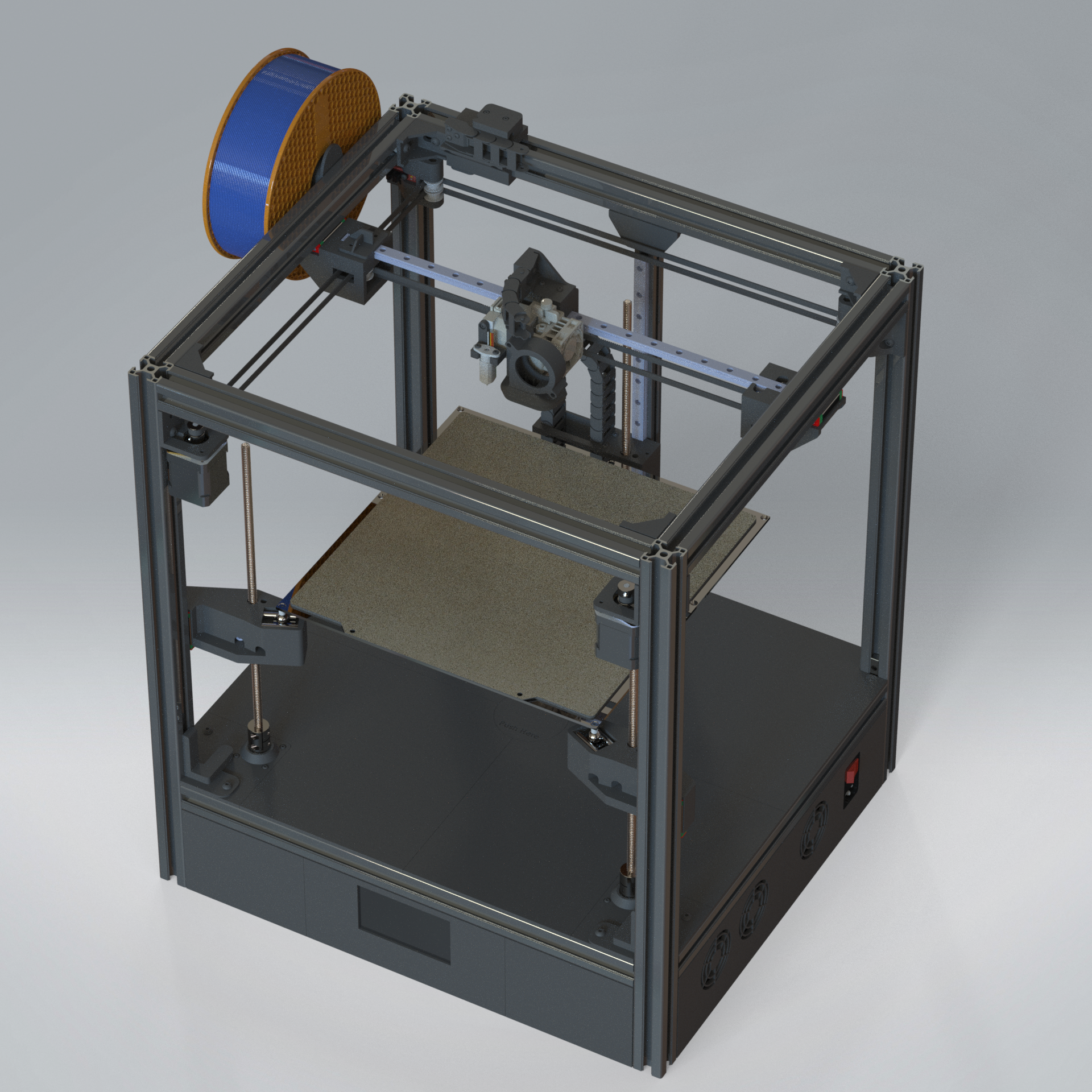
Hey !
I build my printer from my own CAD, here are some pictures :

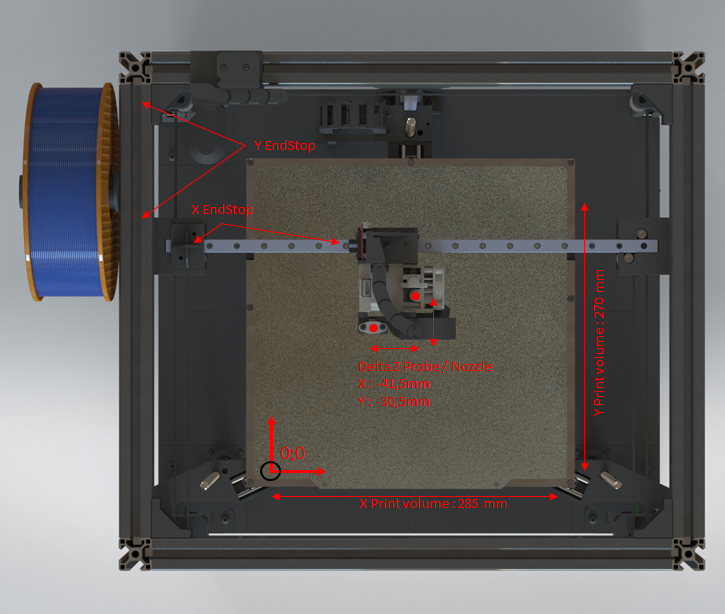
My issue is with my BL Touch and its positioning.
Here is a top View of the cordinates :
And here is my config.g :
; General preferences
M575 P1 S1 B57600 ; enable support for PanelDue (Port IO_0)
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"HyberCube" ; set printer name
M669 K1 ; select CoreXY mode
; Network
;M551 P"MDP" ; set password
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet
; Drives
M569 P0.0 S1 ; physical drive 0.0 goes forwards (X/Y Left)
M569 P0.1 S1 ; physical drive 0.1 goes forwards (X/Y Right)
M569 P0.3 S1 ; physical drive 0.2 goes forwards (Extruder)
M569 P0.4 S1 D3 ; physical drive 0.4 goes forwards (Z1 - Front Right)
M569 P0.5 S1 D3 ; physical drive 0.4 goes forwards (Z2 - Front Left)
M569 P0.6 S1 D3 ; physical drive 0.4 goes forwards (Z3 - Back)
M584 X0.0 Y0.1 Z0.4:0.5:0.6 E0.3 ; set drive mapping
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation
M92 X80.00 Y80.00 Z400.00 E336.00 ; set steps per mm
M566 X600.00 Y600.00 Z120.00 E200.00 ; set maximum instantaneous speed changes (mm/min)
M203 X40000.00 Y40000.00 Z3000.00 E350.00 ; set maximum speeds (mm/min)
M201 X4000.00 Y4000.00 Z150.00 E500.00 ; set accelerations (mm/s^2)
M906 X1000 Y1000 Z1200 E800 I60 ; set motor peak currents (mA) and motor idle factor in per cent (Peak Current = RMS Current x 1.414.)
M84 S30 ; Set idle timeout
; Axis Limits
M208 X0 Y0 Z0 S1 ; set axis minima
M208 X285 Y270 Z290 S0 ; set axis maxima
;M208 X290 Y275 Z290 S0 ; Dimention maxi maxi (hors du lit chauffant)
; Endstops
M574 X1 S1 P"io1.in" ; configure switch-type (e.g. microswitch) endstop
M574 Y2 S1 P"io2.in" ; configure switch-type (e.g. microswitch) endstop
; Z-Probe
M950 S0 C"io3.out" ; Create a GPIO/Servo pin index
M558 P9 C"io3.in" H5 F2000:120 T6000 ; set Z probe type to switch and the dive height + speeds
;--------------------------------// Paramétrage Hauteur BLTouch - Buse \\--------------------------
G31 P500 X-41.5 Y-30.5 Z1.20 ; set Z probe trigger value, offset and trigger height
;Utiliser la Macro "Réglage BL Touch" La valeur de Z qui convient doit être soustraite au Z de la commande ci dessus
;Exemple : Z = -1 pour que le plateau soit ok, Z de G31 = 0 --> 0 - -1 = 1
;Une plus grande valeur de Z = La buse sera plus proche du plateau
;---------------------------------------------------------------------------------------------------
M671 X294:-28:137 Y-8:-8:315 S10 ; position of bed pivot point at front right, front left and rear middle (Same order as defined in the M584 Command)
M557 X0:285 Y0:270 P5:5 ; Define probe meshing + number of probing point
; Heaters
M308 S0 P"temp0" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin temp0
M950 H0 C"out0" T0 ; create bed heater output on out0 and map it to sensor 0
M307 H0 R0.232 K0.223:0.000 D1.76 E1.35 S1.00 B0 ;PID BED
M140 H0 ; map heated bed to heater 0
M143 H0 S100 ; set temperature limit for heater 0 to 120C
M308 S1 P"temp1" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin temp1
M950 H1 C"out1" T1 ; create nozzle heater output on out1 and map it to sensor 1
M307 H1 R2.148 K0.597:0.000 D6.12 E1.35 S1.00 B0 V23.9 ;PID NOZZLE
M143 H1 S280 ; set temperature limit for heater 1 to 280C
; Fans
M950 F1 C"out4" Q65535
M106 P1 L1 X1 T170 H1:1 C"HotEnd"
M950 F0 C"out5" Q500
M106 P0 L1 X1 H-1 C"Part Cooling"
M950 F2 C"out6" Q65535
M106 P2 T170 H1:1 C"Electronics"
; Tools
M563 P0 S"Print Head" D0 H1 F0 ; define tool 0
M568 P0 R0 S0 A0 ; set initial tool 0 active and standby temperatures
M572 D0 S0.025 ; Set pressure advance
T0
my problem is that when I probe the printing plate with my BL Touch (my bed is drived by three independent motors, for automatic correction) I don't know what coordinates I should enter.
my "bed.g" is as follow :
; bed.g
; called to perform automatic bed compensation via G32
;Début G28
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X-305 Y+305 F6000 ; move quickly to X or Y endstop and stop there (first pass)
G1 H1 X-305 ; home X axis
G1 H1 Y+305 ; home Y axis
G1 X5 Y-5 F6000 ; go back a few mm
G1 H1 X-305 F360 ; move slowly to X axis endstop once more (second pass)
G1 H1 Y+305 F360 ; move slowly to Y axis endstop once more (second pass)
G90 ; absolute positioning
G1 X184 Y168 F6000 ; go to first probe point (Cordonnées = Centre du plateau du point de vue du BL Touch)
G91 ; relative positioning
G30 F1200 ; home Z by probing the bed
G90 ; absolute positioning
;Fin G28
G30 P0 X51.5 Y40.5 Z-99999 ; probe near a leadscrew
G30 P1 X316.5 Y40.5 Z-99999 ; probe near a leadscrew
G30 P2 X184 Y290.5 Z-99999 S3 ; probe near a leadscrew and calibrate 3 motors
G1 X150 Y150 Z120 F6000 ; go to first probe point
But i don't know the cordinates to enter in the last three "G30".
I would like to probe 3 point, one neer each leadscrew (X10 ; Y10 / X275 ; Y10 / X142.5 Y260)
Should i enter the coordinates at X10 ; Y10 from the point of view of the nozzle or BL TOUCH ?
I tried many things but it very often ended up with my head crashing in the gantry ^^
Thanks