@dc42 Hi! I have increased the motor current to 40 percent during homing -> still the same
I have reduced the speed even further but still the same.
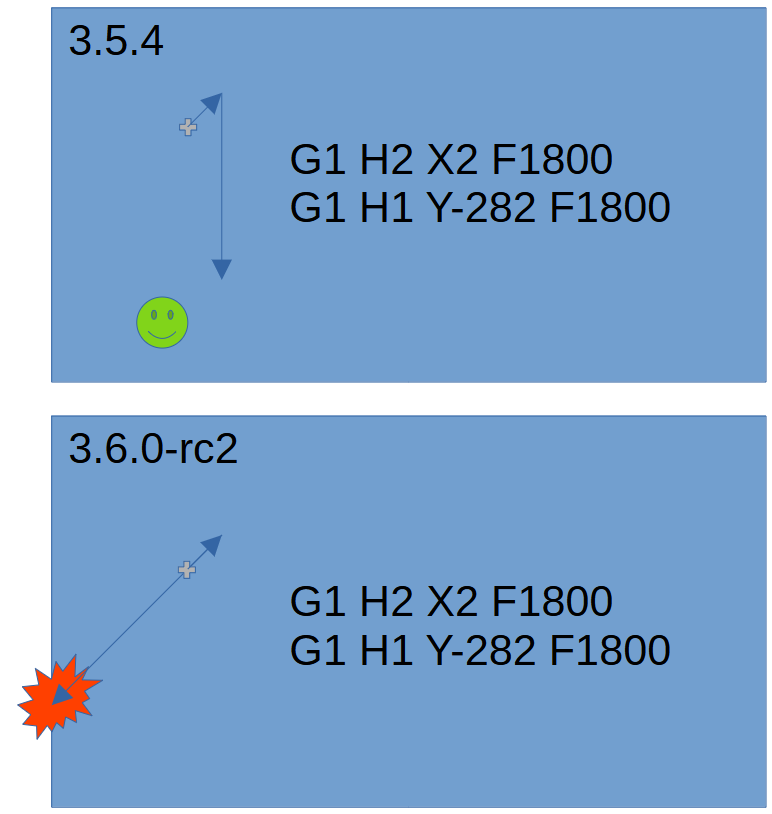
I do not notice the clicking sound of skipped steps either, so I still think there are no steps being sent to the right motor (looking from the front)
I am out of ideas, but maybe you have something to try for me?
This is the response of M122:
=== Diagnostics ===
RepRapFirmware for Duet 3 MB6HC version 3.6.0-rc.2 (2025-03-31 12:17:13) running on Duet 3 MB6HC v1.0 or earlier (SBC mode)
Board ID: 08DJM-956L2-G43S4-6JTD4-3SS6J-TA7GH
Used output buffers: 1 of 40 (36 max)
=== RTOS ===
Static ram: 137420
Dynamic ram: 101532 of which 356 recycled
Never used RAM 104604, free system stack 142 words
Tasks: SBC(2,nWait 7,1.9%,793) HEAT(3,nWait 6,0.0%,325) Move(4,nWait 6,0.0%,242) TMC(4,nWait 6,3.0%,343) CanReceiv(6,nWait 1,0.1%,796) CanSender(5,nWait 7,0.0%,334) CanClock(7,delaying,0.0%,350) MAIN(1,running,94.6%,101) IDLE(0,ready,0.4%,29) USBD(3,blocked,0.0%,149), total 100.0%
Owned mutexes: HTTP(MAIN)
=== Platform ===
Last reset 00:04:31 ago, cause: power up
Last software reset at 2025-04-06 15:09, reason: User, Platform spinning, available RAM 104084, slot 2
Software reset code 0x2000 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x0043c000 BFAR 0x00000000 SP 0x00000000 Task SBC Freestk 0 n/a
=== Storage ===
Free file entries: 20
SD card 0 not detected, interface speed: 37.5MBytes/sec
SD card longest read time 0.0ms, write time 0.0ms, max retries 0
=== Move ===
Segments created 6, maxWait 126600ms, bed comp in use: none, height map offset 0.000, hiccups added 0/0 (0.00/0.00ms), max steps late 0, ebfmin 0.00, ebfmax 0.00
Pos req/act/dcf: -31536.00/-31536/0.00 -2000.00/-2000/0.00 16000.00/16000/0.00 0.00/0/0.00 0.00/0/0.00
Next step interrupt due in 9 ticks, disabled
Driver 0: standstill, SG min 14, mspos 8, reads 18409, writes 26 timeouts 0
Driver 1: standstill, SG min 40, mspos 776, reads 18403, writes 32 timeouts 0
Driver 2: standstill, SG min 26, mspos 696, reads 18403, writes 32 timeouts 0
Driver 3: standstill, SG min n/a, mspos 8, reads 18417, writes 18 timeouts 0
Driver 4: standstill, SG min n/a, mspos 8, reads 18417, writes 18 timeouts 0
Driver 5: standstill, SG min n/a, mspos 8, reads 18417, writes 18 timeouts 0
Phase step loop runtime (us): min=0, max=38, frequency (Hz): min=1865, max=2148
=== DDARing 0 ===
Scheduled moves 12, completed 12, LaErrors 0, Underruns [0, 0, 0]
Segments left 0, axes/extruders owned 0x00000000, drives owned 0x00000000
Code queue is empty
=== DDARing 1 ===
Scheduled moves 0, completed 0, LaErrors 0, Underruns [0, 0, 0]
Segments left 0, axes/extruders owned 0x00000000, drives owned 0x00000000
Code queue is empty
=== Heat ===
Bed heaters 0 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1, chamber heaters -1 -1 -1 -1 -1 -1 -1 -1, ordering errs 0
=== GCodes ===
Movement locks held by null, null
HTTP* is doing "M122" in state(s) 0
Telnet is idle in state(s) 0
File is idle in state(s) 0
USB is idle in state(s) 0
Aux is idle in state(s) 0
Trigger* is idle in state(s) 0
Queue is idle in state(s) 0
LCD is idle in state(s) 0
SBC is idle in state(s) 0
Daemon is idle in state(s) 0
Aux2 is idle in state(s) 0
Autopause is idle in state(s) 0
File2 is idle in state(s) 0
Queue2 is idle in state(s) 0
=== Filament sensors ===
Driver 29: no data received, errs: frame 0 parity 0 ovrun 0 pol 0 ovdue 0
=== CAN ===
Messages queued 2321, received 8507, lost 0, ignored 0, errs 0, boc 0
Longest wait 1ms for reply type 6028, peak Tx sync delay 329, free buffers 50 (min 49), ts 1287/1286/0
Tx timeouts 0,0,0,0,0,0
=== SBC interface ===
Transfer state: 5, failed transfers: 0, checksum errors: 0
RX/TX seq numbers: 41930/41930
SPI underruns 0, overruns 0
State: 5, disconnects: 0, timeouts: 0 total, 0 by SBC, IAP RAM available 0x27a7c
Buffer RX/TX: 0/0-0, open files: 0
=== Duet Control Server ===
Duet Control Server version 3.6.0-rc.2 (2025-03-31 10:53:52, 64-bit)
HTTP+Executed:
> Executing M122
Code buffer space: 4096
Configured SPI speed: 8000000Hz, TfrRdy pin glitches: 0
Full transfers per second: 0.31, max time between full transfers: 141.5ms, max pin wait times: 27.1ms/15.0ms
Codes per second: 0.00
Maximum length of RX/TX data transfers: 5013/796
And this is my config.g:
; here we define everything connected to the main board
; General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"MultiPrint" ; set printer name
M669 K1 ; select CoreXY mode
M80 C"!pson" ; invert the PS_ON output for Meanwell power supply
; Network
;M552 P0.0.0.0 S1 ; enable network and set IP address
;M553 P255.255.255.0 ; set netmask
;M554 P192.168.1.254 ; set gateway
;M586 P0 S1 ; enable HTTP
;M586 P1 S0 ; disable FTP
;M586 P2 S0 ; disable Telnet
; PanelDue 5.0i with custom logo
M575 P1 S1 B115200
; wait for expansion boards to start
G4 S1
; lower SPI transfer max wait Time for quicker system respone (default 25 ms and 5ms if file open)
; ignore this if 3 or more events are in queue
M576 S6 F3 P3
; Define inputs and their trigger if necessary
M950 J5 C"^io5.in" ; input 5 - ActiveToolDetect (Tool Detect Switch)
M950 J6 C"^io7.in" ; input 6 - OpenDoorDetect
M581 P6 T2 S1 R0 ; define rising edge trigger --> door opened (trigger2.g)
M581 P6 T3 S0 R0 ; define falling edge trigger --> door closed (trigger3.g)
M582 T2 ; check for trigger (necessary, we might start with door open)
M950 J7 C"^io8.in" ; input 7 - E-Stop (trigger 0)
M581 P7 T0 S1 R0 ; define rising edge trigger --> emergency stop (M112) (NOT-HALT)
; check if e-stop is triggerd at startup
if sensors.gpIn[7].value == 1
M291 T0 P"pull e-stop and reset machine to continue" R"e-stop is active"
M300
M582 T0
abort "e-stop is active - pull e-stop and reset machine to continue"
; Lights
M950 P0 C"1.out1" Q500 ; main
M950 P1 C"1.out0" Q500 ; head
if sensors.gpIn[6].value == 1
; door is closed
M98 P"/macros/Lights/set.g" D"main" B0.75 ; turn on main light
else
M98 P"/macros/Lights/set.g" D"main" B0.05
; LED Strip
M950 E0 U18 T1 C"0.led"
; Drives D3: stealthChop2 V4000: switch from stealthChop to to spreadCycle mode at 0.1 mm/sec speed (quiet at standstill)
M569 P0.2 S0 ; physical drive 0.2 goes backwards (X - Axis)
M569 P0.1 S0 ; physical drive 0.1 goes backwards (Y - Axis)
M569 P0.0 S1 ; physical drive 0.0 goes forwards (Z - Axis)
M569 P0.3 S0 ; physical drive 0.3 goes backwards (C - COUPLER)
M569 P1.0 S1 ; physical drive 1.0 goes forwards (B - BRUSH)
M569 P0.4 S1 ; physical drive 0.4 goes forwards (E0 - V6)
M569 P0.5 S1 ; physical drive 0.5 goes forwards (E1 - Volcano)
M569 P121.0 S0 ; physical drive 121.0 goes forwards (E2 - HighTemp Direct)
M584 X0.2 Y0.1 Z0.0 C0.3 B1.0 E0.4:0.5:121.0 ; set drive mapping
M350 X16 Y16 Z16 B16 E16:16:16 I1 ; configure microstepping with interpolation
M350 C16 I0 ; configure microstepping without interpolation
M92 X100 Y100 Z1600 C91.022 B128 E400:400:400 ; set steps per mm
M98 P"/macros/Speeds/set_speed.g" S"startup" ; set speeds, jerk and accel. for the beginning
M566 Z20 C2 B8 E450:900:450 ; set maximum instantaneous speed changes (mm/min)
M203 Z800 C8000 B1000 E4500:5500:4500 ; set maximum speeds (mm/min)
M201 Z400 C500 B500 E10000:23000:6000 ; set accelerations (mm/s^2)
M906 X1800 Y1800 Z1130 B500 I20 ; set motor currents (mA) and motor idle factor in per cent (X Y Z B)
M906 C500 E1000:1000:1000 I10 ; set motor currents (mA) and motor idle extruder motors to 10%
M84 S15 ; Set idle timeout
;spindle
M950 R0 C"^vfd" Q900 L10000 ; Spindle 0 uses out9/vfd as RPM pin with 200 Hz PWM freq and has a max RPM of 10000
; limits
M98 P"/macros/Boundaries/ToolHead.g" ; set dynamic axis Limits
M208 Z0:264.6 C-45:360 B0:23 ; set static axis limits (min:max)
; Endstops
M574 X1 S1 P"^io3.in" ; configure active-high endstop for low end on X via pin ^io1.in
M574 Y1 S1 P"^io4.in" ; configure active-high endstop for low end on Y via pin ^io2.in
M574 Z2 S1 P"^io2.in" ; configure active-high endstop for high end on Z via pin ^io7.in
M574 C0 ; No C endstop
M574 B1 S1 P"^1.io3.in" ; configure active-high endstop for low end on B via pin ^io5.in
; Z-Probe
M558 P8 C"io1.in" H2.5:0.7 F600:300 I0 A8 S0.003 T20000 ; set Z probe type to switch and the dive height + speeds
G31 P200 X0 Y0 Z0 ; set Z probe trigger value, offset and trigger height
M557 X-140:140 Y-90:90 S20:30 ; Define mesh grid
;Stall Detection
M915 X Y S5 F1 R1 ; X and Y Axes
; Heaters
M308 S0 P"temp0" Y"thermistor" A"Bed" T100000 B4138 ; configure sensor 0 as thermistor on pin temp0
; BED ; correction val for port "temp0": H=-19; L=0
M950 H0 C"out0" T0 Q5 ; create bed heater output on out0 and map it to sensor 0 with a PWM freq of 5 Hz
M307 H0 B0 R1.240 C413.8 D3.17 S1 ; disable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M143 H0 S200 ; set temperature limit for bed heater 0 to 200C
M308 S1 P"temp1" Y"thermistor" A"T0" T100000 B4138 ; configure sensor 1 as thermistor on pin temp3
; TOOL 0 ; correction val for port "temp3": H=-7; L=13
M950 H1 C"out1" T1 ; create nozzle heater output on out3 and map it to sensor 1
M307 H1 R2.320 K0.406:0.085 D5.66 E1.35 S1.00 B0 V24.0 ; disable bang-bang mode for heater and set PWM limit
M143 H1 S285 ; set temperature limit for heater 1 to 285C
M308 S2 P"temp2" Y"thermistor" A"T1" T100000 B4138 ; configure sensor 2 as thermistor on pin temp3
; TOOL 1 ; correction val for port "1.temp0": H=-6; L=3
M950 H2 C"out2" T2 ; create nozzle heater output on 1.out1 and map it to sensor 2
M307 H2 R2.016 K0.366:0.030 D5.70 E1.35 S1.00 B0 V24.5 ; disable bang-bang mode for heater and set PWM limit
M143 H2 S285 ; set temperature limit for heater 2 to 285C
M308 S3 P"121.temp0" Y"thermistor" A"T2" T100000 B4138 ;configure sensor 3 as thermistor on pin 121.temp0
; TOOL 2 ; correction val for port "121.temp0": H=-13; L=0
M950 H3 C"121.out0" T3 ; create nozzle heater output on 121.out0 and map it to sensor 3
M307 H3 R2.409 K0.350:0.180 D5.36 E1.35 S1.00 B0 V23.9 ; disable bang-bang mode for heater and set PWM limit
M143 H3 S250 ; set temperature limit for heater 3 to 250C
; Fans
M950 F0 C"out4" Q500 ; create fan 0 on pin out9 and set its frequency
M106 P0 S0 H-1 L0.2 C"T0" ; set fan 0 value. Thermostatic control is turned off
M950 F1 C"out7" Q500 ; create fan 1 on pin out8 and set its frequency
M106 P1 S1 H1 T60 ; set fan 1 value. Thermostatic control is turned on
M950 F2 C"out5" Q500 ; create fan 2 on pin 1.out6 and set its frequency
M106 P2 S0 H-1 L0.2 C"T1" ; set fan 2 value. Thermostatic control is turned off
M950 F3 C"out8" Q500 ; create fan 3 on pin 1.out7 and set its frequency
M106 P3 S1 H2 T60 ; set fan 3 value. Thermostatic control is turned on
M950 F4 C"121.out1" Q500 ; create fan 4 on pin 121.out1 and set its frequency
M106 P4 S0 H-1 L0.4 C"T2" ; set fan 4 value. Thermostatic control is turned off
M950 F5 C"121.out2" Q500 ; create fan 5 on pin 121.out2 and set its frequency
M106 P5 S1 H3 T60 ; set fan 5 value. Thermostatic control is turned on
M950 F6 C"!out6+out6.tach" Q500 ; create fan 6 on pin out4, this is a PWM fan so the output needs to be inverted, and using out4.tach as a tacho input
M106 P6 S0 H-1 C"Filterbox" ; set fan 6 value. Thermostatic control is turned off
M106 P6 S0
; Input Shaping
;M593 P"zvdd" F42.2 ; cancel ringing at 42.2Hz
;(https://forum.e3d-online.com/threads/accelerometer-and-resonance-measurements-of-the-motion-system.3445/)
; Tools
M563 P0 S"V6 Bowden" D0 H1 F0 ; define tool 0
G10 P0 X-8.02 Y38.97 Z-4.68 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C
M572 D0 S0.2 ; pressure advance T0
M308 S8 Y"linear-analog" P"1.io0.in" A"T0FilamentScale" B-65 C3240 ; Filament Weight Scale for tool 0
M563 P1 S"Volcano Bowden" D1 H2 F2 ; define tool 1
G10 P1 X-7.92 Y38.96 Z-13.2 ; set tool 1 axis offsets
G10 P1 R0 S0 ; set initial tool 1 active and standby temperatures to 0C
M572 D1 S0.3 ; pressure advance T1
M308 S9 Y"linear-analog" P"1.io1.in" A"T1FilamentScale" B45 C4100 ; Filament Weight Scale for tool 1
M563 P2 S"Hemera Direct" D2 H3 F4 ; define tool 2
G10 P2 X21.05 Y43.75 Z-5.7 ; set tool 2 axis offsets
G10 P2 R0 S0 ; set initial tool 2 active and standby temperatures to 0C
M591 D2 P3 C"121.io1.in" ; Configure filament sensing for tool 2
M572 D2 S0.05 ; pressure advance T2
M308 S10 Y"linear-analog" P"1.io2.in" A"T2FilamentScale" B-233 C8500 ; Filament Weight Scale for tool 2
M563 P3 S"Spindle" R0 ; define tool 3
G10 P3 X0 Y52.50 Z-78.7 ; set tool 3 axis offsets
M563 P4 S"Pen" ; define tool 4
G10 P4 X0 Y50.0 Z-21.0 ; set tool 4 axis offsets
; PowerFail Script (use M916 to resume the print from where it stopped)
M911 S23.6 R23.8 P"M913 X0 Y0" ; set voltage thresholds and actions to run on power loss
;MCU Temp Calibration
M912 P0 S8 ;room temp: 20°C (reportet MCU temp right after startup: 12°C)
M308 S5 Y"mcu-temp" A"6HC MCU" ;show MCU-temp of Mainboard (MB6HC) in DWC (Tools -> Extra) Graph
M308 S6 Y"mcu-temp" P"1.dummy" A"3HC MCU" ;show MCU-temp of CAN expansion board 1 (3HC) in DWC (Tools -> Extra) Graph
M308 S7 Y"mcu-temp" P"121.dummy" A"1LC MCU" ;show MCU-temp of CAN expansion board 121 (1LC) in DWC (Tools -> Extra) Graph
;DHT Sensor (temp and humidity)
M308 S11 P"io6.out" Y"dht22" A"Chamber" ; define DHT22 temperature sensor
M308 S12 P"S11.1" Y"dhthumidity" A"Rel. Humidity[%]" ; attach DHT22 humidity sensor to secondary output of temperature sensor
If you or anyone suspect something inside a called macro, you can have a look at my public repo:
https://github.com/marvineer98/MultiPrint_RRF_config/tree/backup

")