I'm not sure if anyone is still interested in updates on this, but a lot of testing has taken place, as well as numerous design revisions. All inspections were performed with a new Keyence LM. All brands used in testing were "high end" or otherwise among the most popular in the community (I'm not sure how I feel about including specific names compared to measurements taken). Key updates:
-
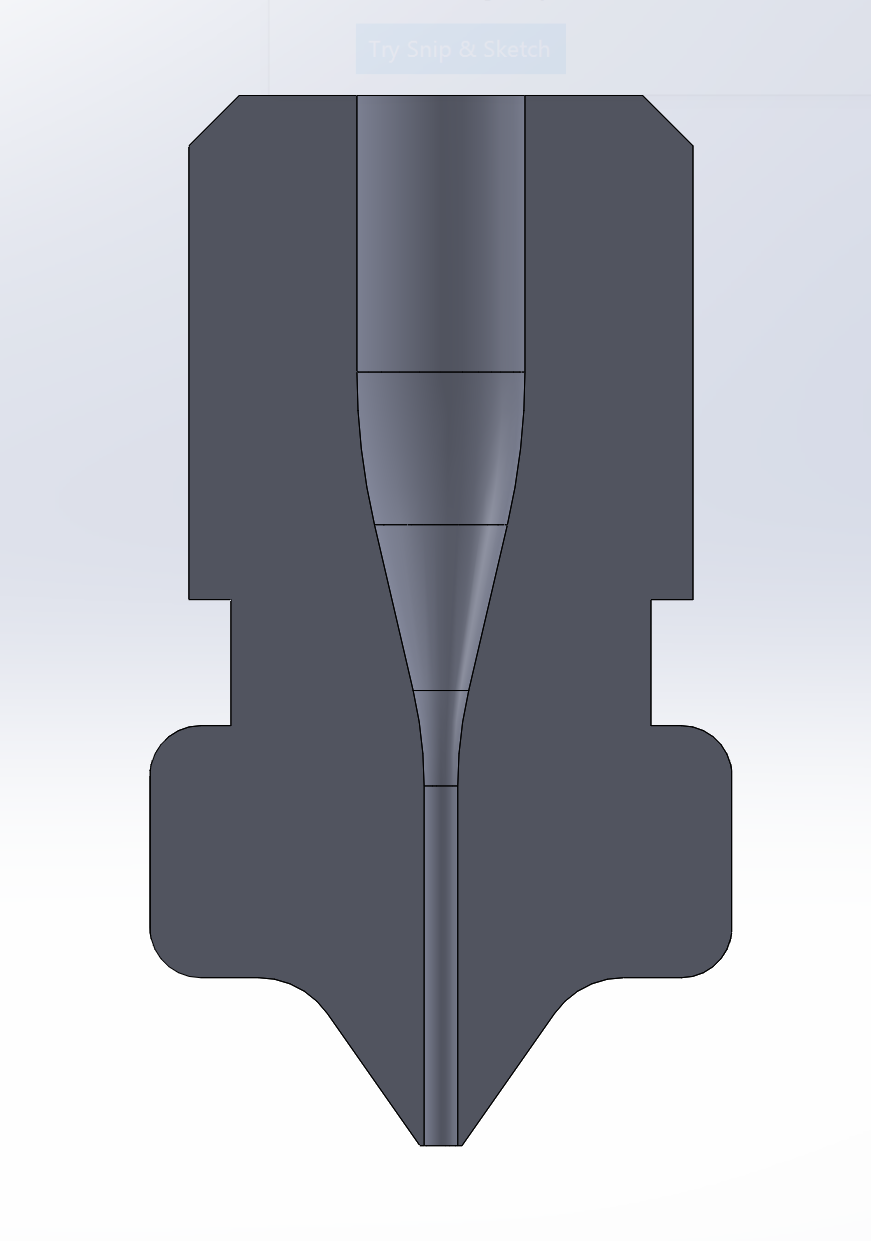
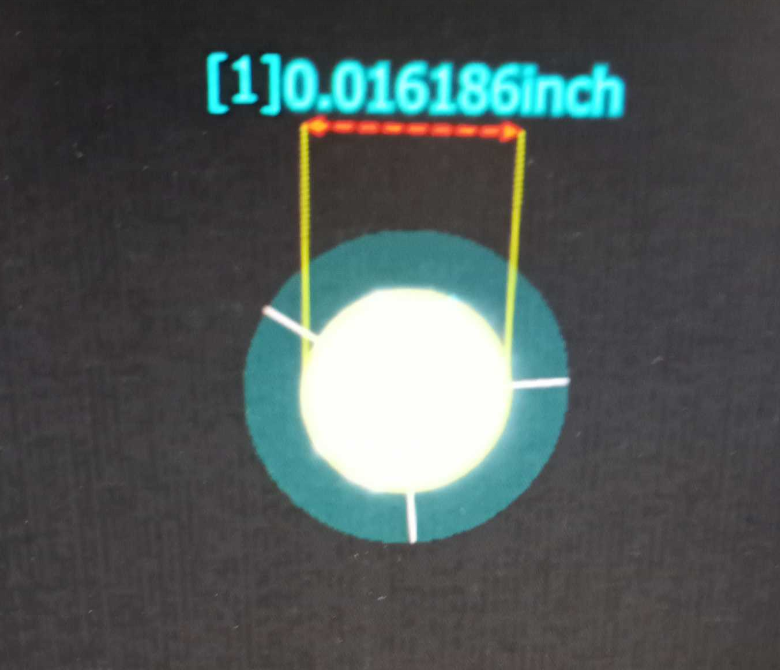
We have dialed in our machining process to hold a +/-0.001mm tolerance. The EDM machined nozzle is objectively higher precision than anything I can find on the market. The latest .80 nozzle measures at 0.801mm. The +/-0.001mm is consistent and achievable regardless of major ID nominal size (IE, a .40mm nozzle will come out to ~.401mm). Nothing I measured across all popular brands came close.
-
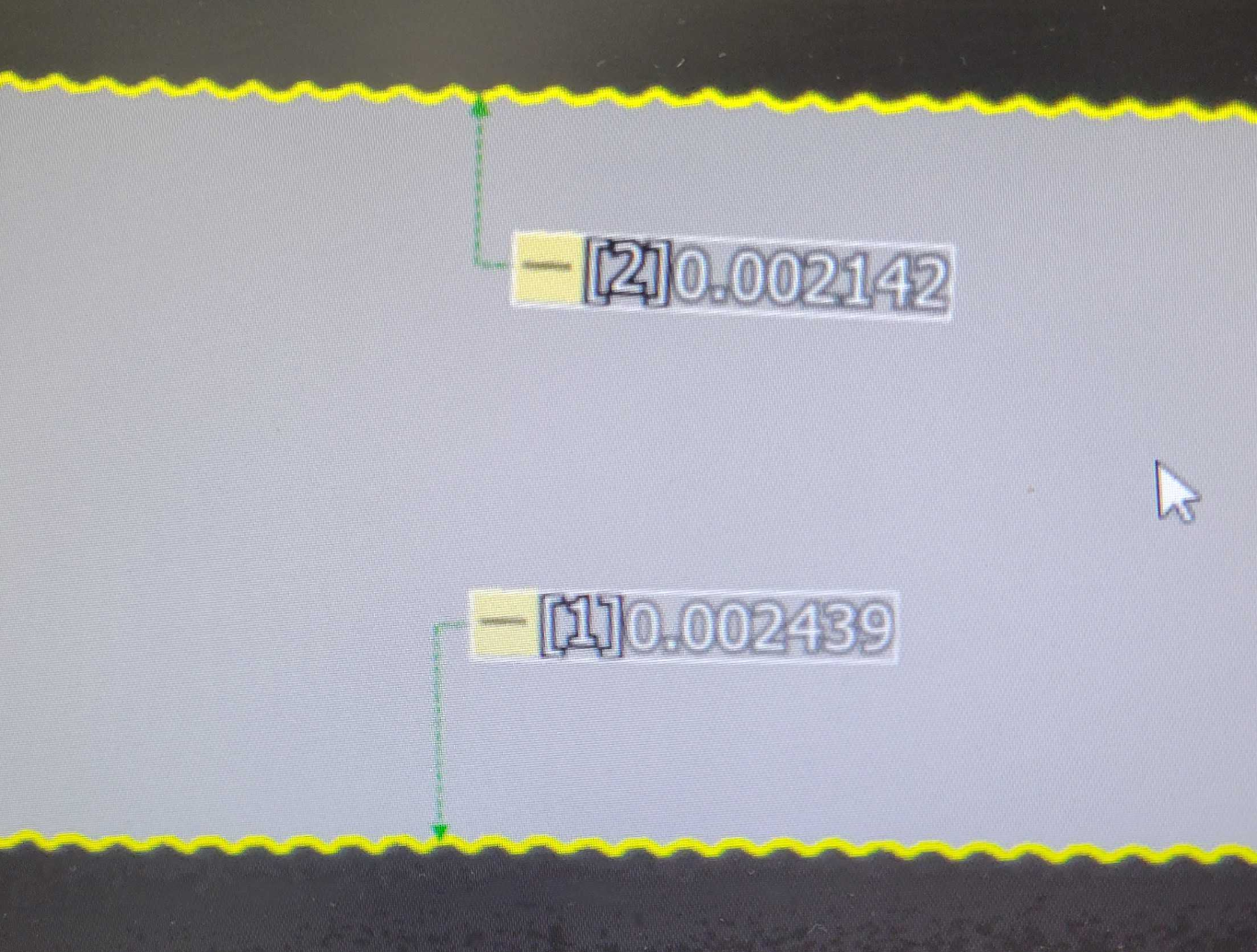
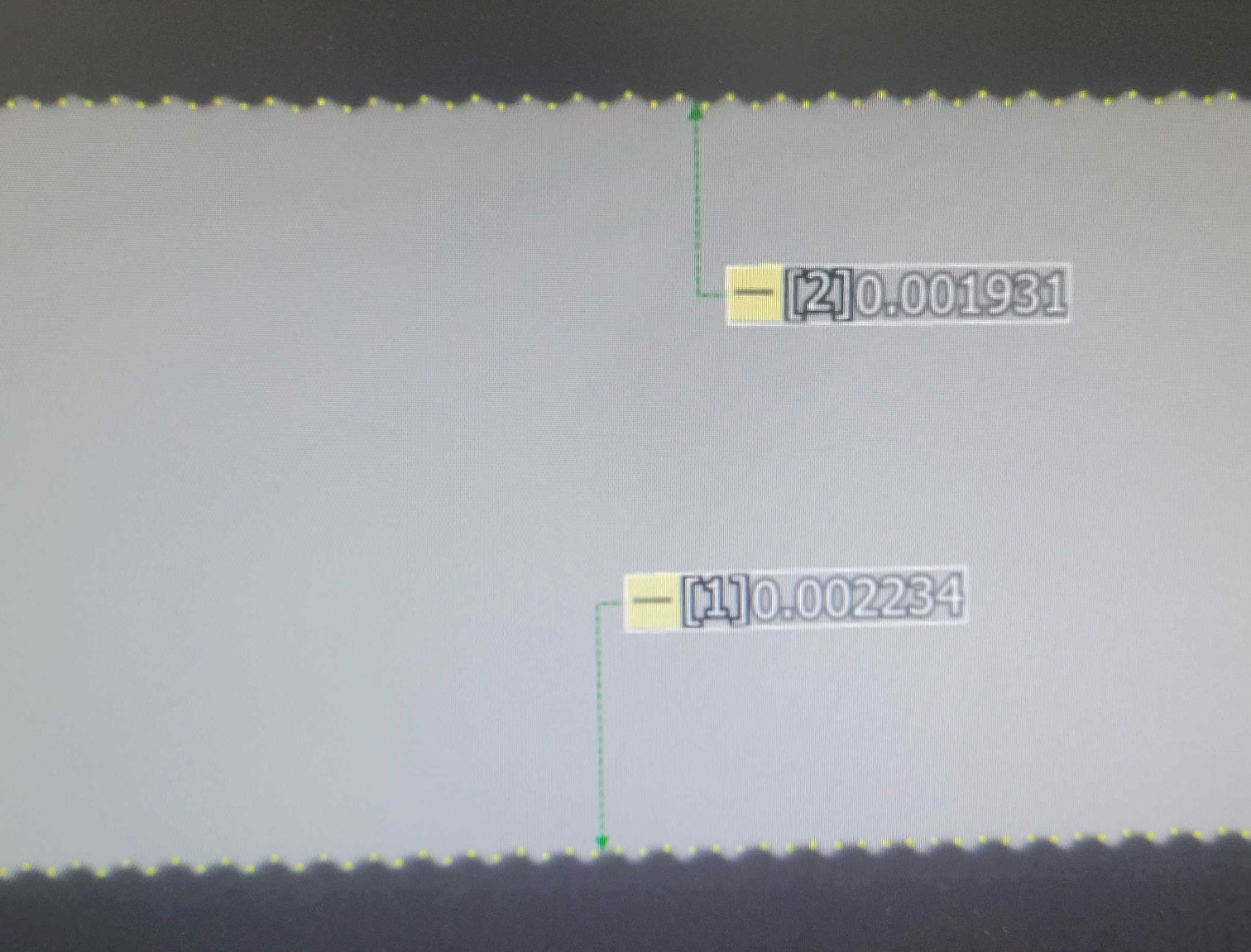
The machining process is very conducive to getting roundness right. The EDM machined nozzle is objectively rounder than everything I tested (across 6 nozzle brands). The EDM machined nozzles hold a roundness of 0.010mm, with the typical roundness across all tested brands being ~0.019mm.
-
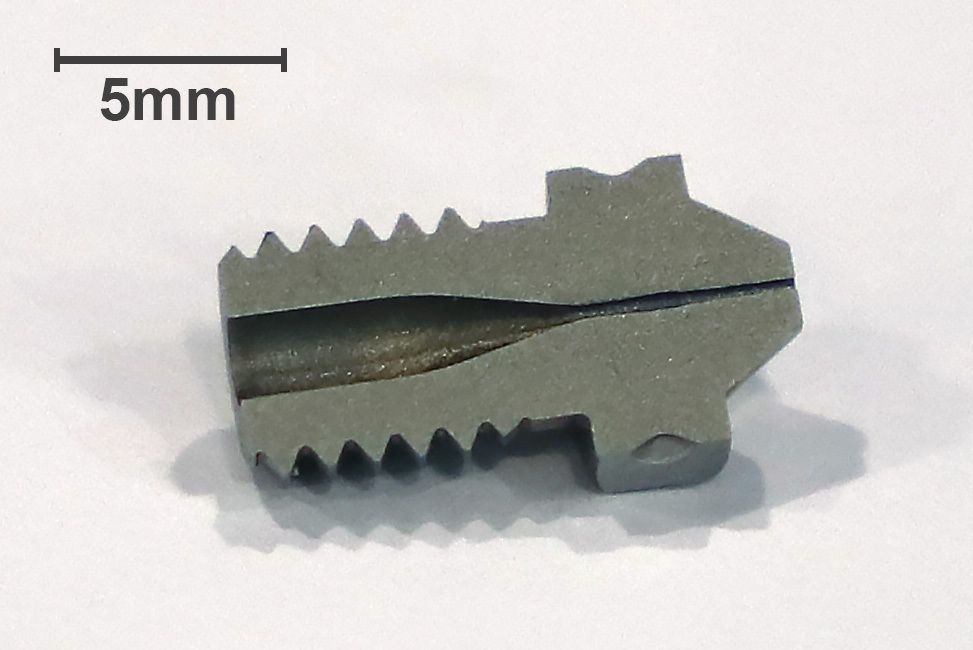
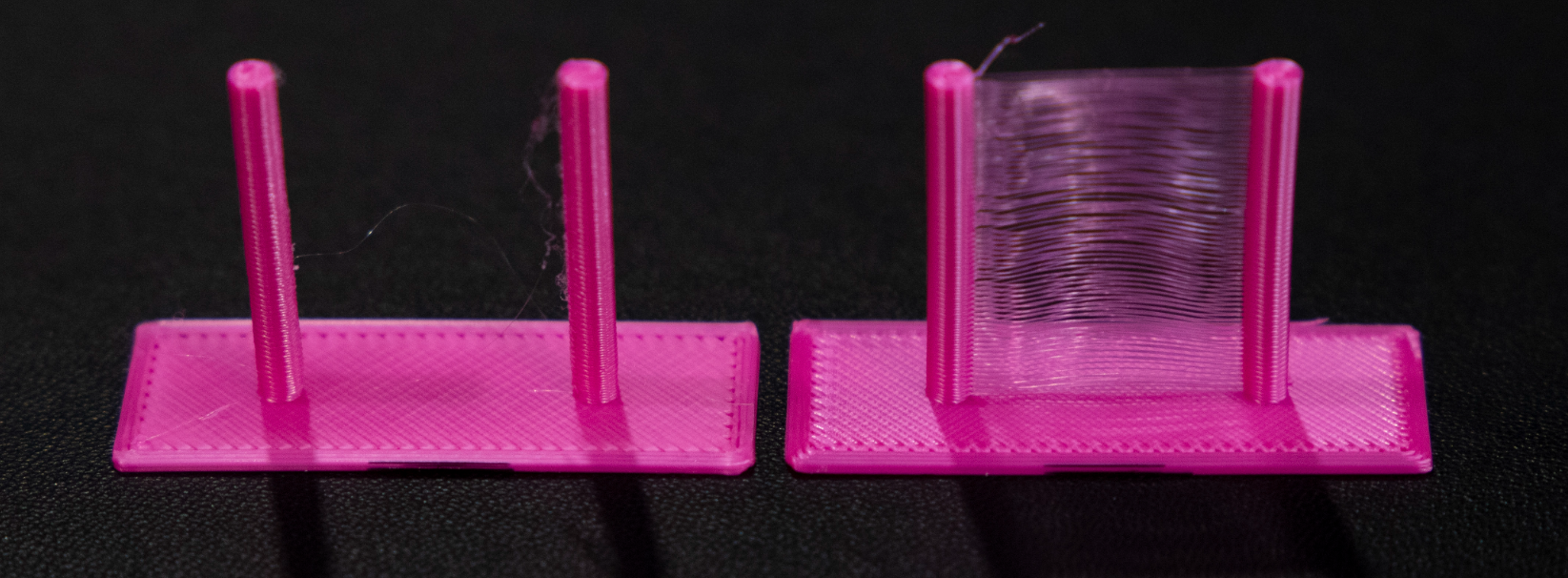
The machining process results in a surface finish more consistent than anything else we dissected. This is typical for EDM machining vs. traditional cutting. Because we have some control over how matte or gloss the finish is, and the subjective nature of the effect this has on parts, I won't share much more until I have good pictures.
Overall, I'm very pleased with how things are turning out, though I was hoping for improvements in other areas, too. I think there is value in knowing you're .40 nozzle is as close to .40 as possible, for obvious slicing benefits and repeatability when swapping nozzles. The most precise nozzles I inspected were e3d's, averaging 0.394mm, with most brands measuring ~0.38mm, and the worst (and among the most expensive!) as low as 0.36mm. It definitely seems to me knowing your exact orifice size is just as valuable as knowing your exact filament diameter.
Where I go from here... Unsure. Are there any tests users would like to see performed? Specific prints? If this is allowed, I'd even love to get feedback on overall perception -- assuming things were priced similarly, what would make current options more appealing than this?





 I will leave this post up out of shame.
I will leave this post up out of shame.