Another Predator
-
@Carlo sa
X0Y185Z1

Is it just me or does the bowden tube look quite taught in that photo? Is it possible that the wiring harness/bowden tube is pulling on the effector when it's at the edges?
-
-
I still think the bowden tube looks taught, but you're the one with eye balls in the room.
-
Hi,
The extruder is suspended via springs so the bowden will flex as the effector moves but this is the standard setup for this printer and the same setup which prints with the original board .i.e. it's not stopping the nozzle from reaching the extremities of the bed infact the bowden is longer than the standard supplied bowden as I didn't like it flashing the trigger on movement now it doesn't flash unless it's probing.
I have also probed without the bowden or filament attached with no more success than I have now.
Hope that explains it.Thanks
C -
I put my nimble V2 back on hoping for better luck....nope exactly the same and I've tried well basically all trigger heights with no joy.....I previously asked if it could be sent back the board and effector (refuse to call it smart at this point)to be tested but never received a response ?
As a few people on these forums have this very setup working but no matter what I try I get the same result even when the kind forum users with this very setup slice files and offer settings that they themselves use successfully on the same machine yet I get no change what so ever....everything on this machine is new and the only part that does change and succeed in printing is removing the Duet2 and slapping in the original board.....what does that say ?Cheers
C
-
@Carlo Sorry this has been such a frustrating experience for you. When you swapped the original board back in, did you also put the original effector back on, or did it use the smart effector? If you used the original effector (and presumably original probe), can you try that with the Duet? This would at least narrow down if it's the effector or the Duet.
If you didn't swap back the effector, the only thing that I can think of is to try a 'manual' probe setup. Replace the probe type in config.g with type 0 (eg M558 P0 H5 F120 T6000), then run through a bed calibration and start a print. It should ask you to manually step the Z down at each probe point, until it touches the bed (use a thin piece of paper, babystep the Z down until it just grabs the paper under the nozzle). You may want to reduce the number of probe points!
Then proceed to run a print in the normal way. If you home and do G30 to set Z height, it should ask you to manually do that, too.
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@Carlo said in Another Predator:
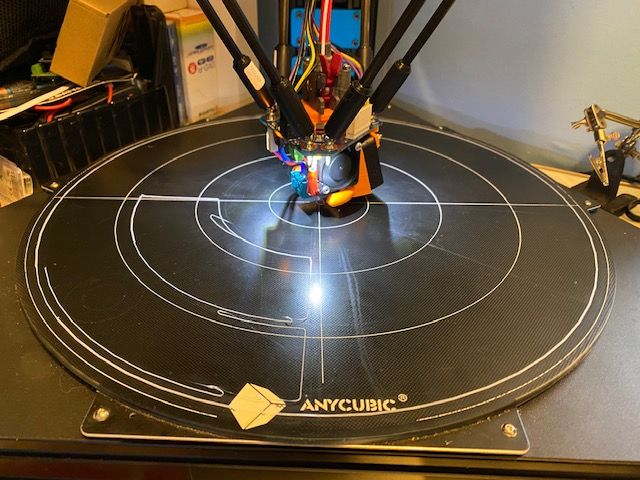
This is the result I think everyone looks and thinks it's too far from the bed but it's not actually completing the print move it's changing direction before it should in the picture you can see where the print does a U turn on it's self so it never joins the print together it just doesn't complete the move almost like the radius is wrong like the circle is smaller than it is I'm watching it and it does not complete the circles or arcs it never makes it to the end it changes direction and doesn't go back to finish it.
If you are still having this problem, can you post a video of it printing, to show what you mean?
What filament are you using, what is the bed surface, and what bed temperature?
-
Hi Ian,
Not your fault I appreciate all the help everyone has offered ...still hoping its my fault.
I did do a manual probe as suggested didn't make any difference.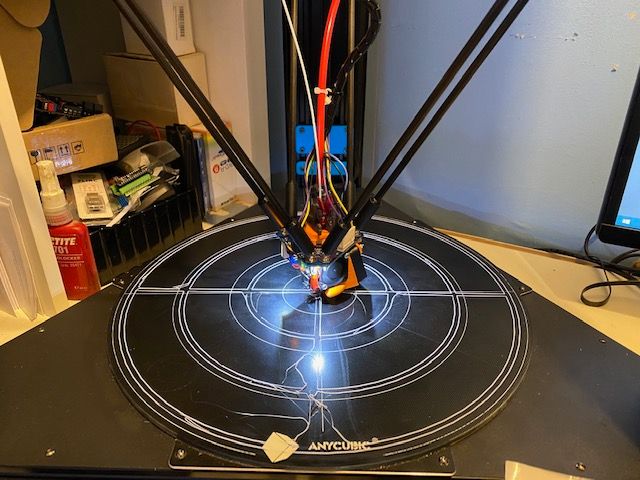
@dc42 said in Another Predator:
Hi dc
If you are still having this problem, can you post a video of it printing, to show what you mean?Yes still having the same problem.
What filament are you using, what is the bed surface, and what bed temperature?Ultrabase PLA 70c.
I have shot a video just now but error can't upload due to being over permitted size.
Cheers
C -
@Carlo said in Another Predator:
can't upload due to being over permitted size.
Would need to host it on something like dropbox or google drive or even youtube or vimeo.
-
No worries thanks
Link below
https://drive.google.com/open?id=1rd_xZ5KSlHqUiM8DExCabhpIQD18Y5gk
Cheers
C -
It doesn't look like you're doing a single G30 before the start of the print. I'm not really familiar with the delta calibration to know if that's still required or not.
-
It is not absolutely required; however, a G32 with a bed.g that does 6 or 8 factor calibration is a best practice.
My bed.g
; bed.g file for RepRapFirmware, generated by Escher3D calculator ; 16 points, 8 factors, probing radius: 280, probe offset (0, 0) G28 M106 P1 S0 G30 P0 X0.00 Y280.00 Z-99999 H0 G30 P1 X140.00 Y242.49 Z-99999 H0 G30 P2 X242.49 Y140.00 Z-99999 H0 G30 P3 X280.00 Y0.00 Z-99999 H0 G30 P4 X242.49 Y-140.00 Z-99999 H0 G30 P5 X140.00 Y-242.49 Z-99999 H0 G30 P6 X0.00 Y-280.00 Z-99999 H0 G30 P7 X-140.00 Y-242.49 Z-99999 H0 G30 P8 X-242.49 Y-140.00 Z-99999 H0 G30 P9 X-280.00 Y-0.00 Z-99999 H0 G30 P10 X-242.49 Y140.00 Z-99999 H0 G30 P11 X-140.00 Y242.49 Z-99999 H0 G30 P12 X0.00 Y140.00 Z-99999 H0 G30 P13 X121.24 Y-70.00 Z-99999 H0 G30 P14 X-121.24 Y-70.00 Z-99999 H0 G30 P15 X0 Y0 Z-99999 S8 G29 S1 M106 P1 S1 I0 F500 H1 T40The M106 turn the hot end fan off and back on. It shakes too much and false triggers the smart effector, if it runs during probing.
My start Gcode (in the slicer)
G28 ;Home G32 G1 Z15.0 F6000 ;Move the platform down 15mm ;Prime the extruder G92 E0 G1 F200 E3 G92 E0 -
Based on the video it looks to me that your nozzle is still slightly to high and your printing your first layer to fast, your print moves also seem quite jerky. Have you lubricated the haydn magball ends as he recommends ? https://www.magballarms.com/
-
Hi,
Yes they are well lubricated with a similar dry product which is Teflon based, The trigger height during the video was/is currently
0.05.
I will add slicer settings later once it completes a layer out of interest what trigger height do you suggest ?...as I've tried a few in 0.01 increments
I don't seem to get any false triggers during travel when probing but i'll disconnect the fan during a probe and post again.
I did a G29 S2, G28 then G32 prior to the print.
My bed has G29 S2 added to it and is currently Factor 6 I've tried Factor 8 no benefit/visible effect.; bed.g file for RepRapFirmware, generated by Escher3D calculator
; 10 points, 6 factors, probing radius: 170, probe offset (0, 0)
G30 P0 X0.00 Y170.00 Z-99999 H0
G30 P1 X147.22 Y85.00 Z-99999 H0
G30 P2 X147.22 Y-85.00 Z-99999 H0
G30 P3 X0.00 Y-170.00 Z-99999 H0
G30 P4 X-147.22 Y-85.00 Z-99999 H0
G30 P5 X-147.22 Y85.00 Z-99999 H0
G30 P6 X0.00 Y85.00 Z-99999 H0
G30 P7 X73.61 Y-42.50 Z-99999 H0
G30 P8 X-73.61 Y-42.50 Z-99999 H0
G30 P9 X0 Y0 Z-99999 S6G29 S2
I'll go and move the fan to another socket so I can control it add the M106 and try some more settings again.
So the height will make it complete the arcs which it doesn't at the moment.
So it's just 2 settings move the fan and find a new height .Oh and use the file sliced by another forum user cool...that second one may be a bit trickier now I'm thinking about it ! but hey once more in to the breachAs always big THANKS for the help it really is appreciated I know you don't have to help yet you do.
-
@Carlo
Try using this macro to configure your Z-probe offset. I wrote it and use it across multiple machines. Make sure to heat both the bed and nozzle. I use 60C on the bed and 130C on the nozzle:;calibrate_z_probe_offset.g G31 P100 X0 Y0 Z0 ; Reset Z trigger height to 0mm M290 R0 S0 ; Reset babystepping G29 S2 ; Clear bed mesh G28 ; Home the effector G1 X0 Y0 Z20 F6000 ; Move close to the bed G30 ; Probe to find a rough Z 0mm G1 X0 Y0 Z1 F3000 ; Move the nozzle to Z 1mm slowly G92 Z3.0 ; Set the Z height to 3mm, allowing moves below 0 M291 P"Lower the nozzle to until it grips a piece of paper. Click to continue." S2 Z1 G92 Z0 ; Define this point as 0mm G1 X0 Y0 Z20 ; Move the probe to Z 20mm G30 S-3 ; Probe and set the trigger height G1 Z20 ; Raise Z to 20mmIt will report your trigger height back, which you can then put into config.g
-
-
Hi,
I ran the macro thanks for that results are:
1st
M98 P"0:/macros/Z probe report"
Z probe trigger height set to -0.084 mm2nd
M98 P"0:/macros/Z probe report"
Z probe trigger height set to -0.146 mm3rd
M98 P"0:/macros/Z probe report"
Z probe trigger height set to -0.159 mm4th
M98 P"0:/macros/Z probe report"
Z probe trigger height set to -0.146 mm5th
M98 P"0:/macros/Z probe report"
Z probe trigger height set to -0.159 mm6th
M98 P"0:/macros/Z probe report"
Z probe trigger height set to -0.159 mmSo not sure what to set it to ... I know -0.159 I thought 3 out of 6 gotta be the one ....Its not the one.
Thanks for the help oops guys or Ladies really appreciated PC correction
-
I can't remember if this has been asked already, but has the bed been PID tuned?
-
Hiya,
Yeah both H0/H1 have and they are in the config.
I'm calling it now..... I'm done off to research a replacement.Really appreciate all the help from everyone big THANK YOU!
-
@Carlo
Did you use a single sheet of paper when it asked, just regular printer paper? Alternatively, if you have some feeler gauges, you can use a 0.10mm gauge.