Issues with print quality, wall surface rough.
-
@Phaedrux how many walls? Can I still do 20mm high?
-
@Phaedrux Also slow still? or can I speed things back up a bit?
-
I have seen this before on my old and new printers. I believe what I did was calibrate the XY esteps to VERY high precision, like 0.02 mm precise. I did this with digital calipers, directly measuring the movement traveled and averaging it over 5 trials. You say you have a dial indicator, that would be very helpful. Also, improved part cooling helped as well.
I'm pretty sure that fixed the issue, but it was a while ago, and I could be remembering wrong.
-
@SAtech If the esteps are a little bit off, why cant that be compensated for with the extrusion multiplier?
-
@CorvoDewittV2
I'm talking about the X and Y esteps, as yes, extruder esteps can be compensated with exctrusion multiplier.My theory is that very slight deviations in the X and Y axes can stack up, creating slight and varying position offsets. That's just my thinking, so correct me if I'm wrong.
-
@SAtech I'm not sure, I have always heard that messing with xy esteps isn't a good idea, but I don't know for sure.
-
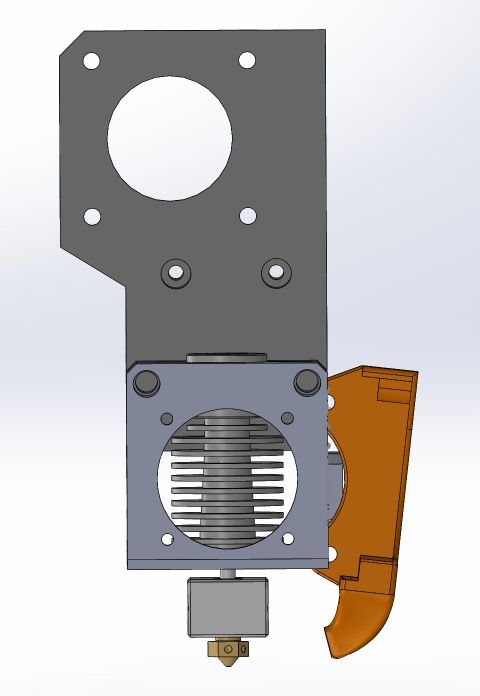
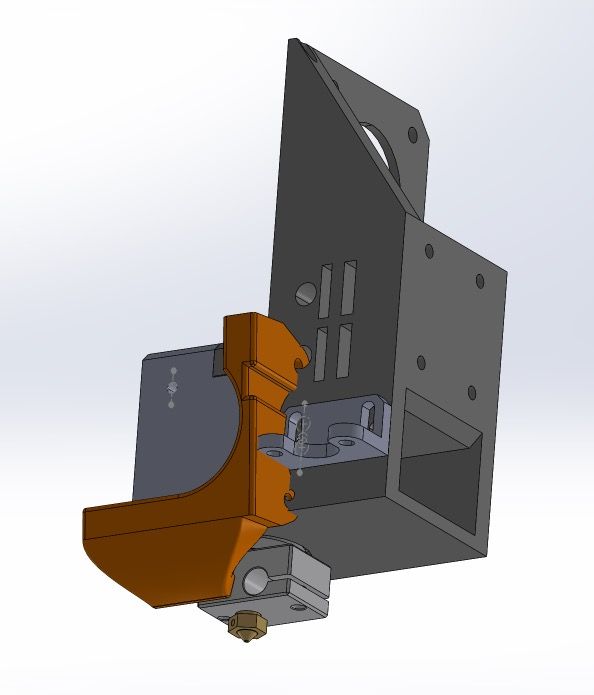
Here's a quick mockup using a duct from a previous project. Obviously the mount will need to be changed to work with your hotend but would something like this work? The fan tilts outward a little, wanted to make sure this won't interfere with the frame or anything else close by.
-
@mwolter yeah that should be perfect! You can mount it however, or just make it part of the front piece. Oh I'm so excited you are awesome!
-
@CorvoDewittV2 said in Issues with print quality, wall surface rough.:
@SAtech I'm not sure, I have always heard that messing with xy esteps isn't a good idea, but I don't know for sure.
Yeah it's generally not a good idea, especially for corexy. Use the calculated steps and then see if there is some geometric inaccuracy after everything else is tuned. If the Corexy is properly designed and well built it shouldn't be an issue. I'd be surprised if that was a problem with the ratrig kit.
-
@CorvoDewittV2 said in Issues with print quality, wall surface rough.:
@Phaedrux how many walls? Can I still do 20mm high?
I'd do full height. Something large that's more representative of an actual object you'd print. I'd also try a vase close to the max of your height to see if the extrusion pattern stays the same.
-
Vase mode is a good idea, I should have thought of that....I rarely print vases lol.
Did you try those 3 steps for getting it into the ballpark?
I agree that messing with the XY steps shouldn't be necessary, and really should be avoided IMHO.
My extra parts for my v-core were sitting on the table when I got home. I really need to make a start now, out of excuses.
Yes those fans are too high when you look at them from that angle.
That's a nice looking duct! May I enlist some of your skills when I've got my BMG/Mosquito in place on my v-core?
-
@CorvoDewittV2 said in Issues with print quality, wall surface rough.:
@Phaedrux Not a good look. 75% fan, 200C 30mm/s 90%flow
Geez that's awful.
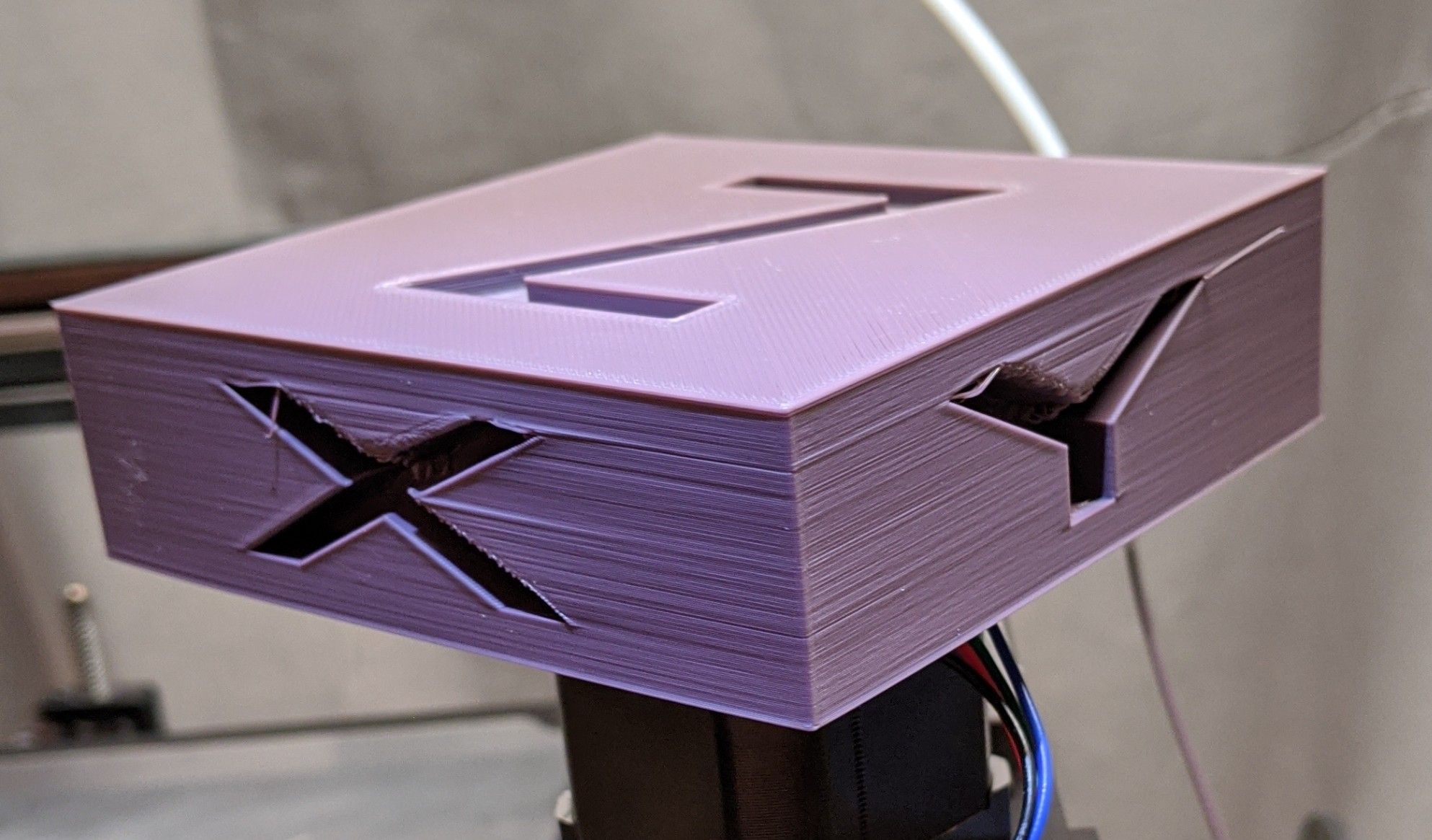
It still looks like over extrusion, but combined with a Z binding issue...you can see the regular intervals up the walls that suggest a Z screw wobble.
But it's not just that, there's a slicer/config setting issue of some sort going on there.
Once you've done those 3 steps, you could try just a large tall cylinder in vase mode with zero infill and single wall thickness, something like 100 diameter by the full 300 tall.
That would be worth a look.
-
@CorvoDewittV2
Can you please provide information for the thermistors you are using?
Your config is set up for the generic ones, which is uncommon. -
@DIY-O-Sphere said in Issues with print quality, wall surface rough.:
@CorvoDewittV2
Can you please provide information for the termistors you are using?
Your config is set up for the generic ones, which is uncommon.There we go...
That could very well explain why it looks like it's been printed at way too hot a temperature.
-
@Corexy I have not gotten to those steps, I was still messing with flow just by different cubes.
@DIY-O-Sphere I am using a genuine e3d cartridge style thermistor and the one that comes with the keenovo heater pad.... What do they need to be set to?
-
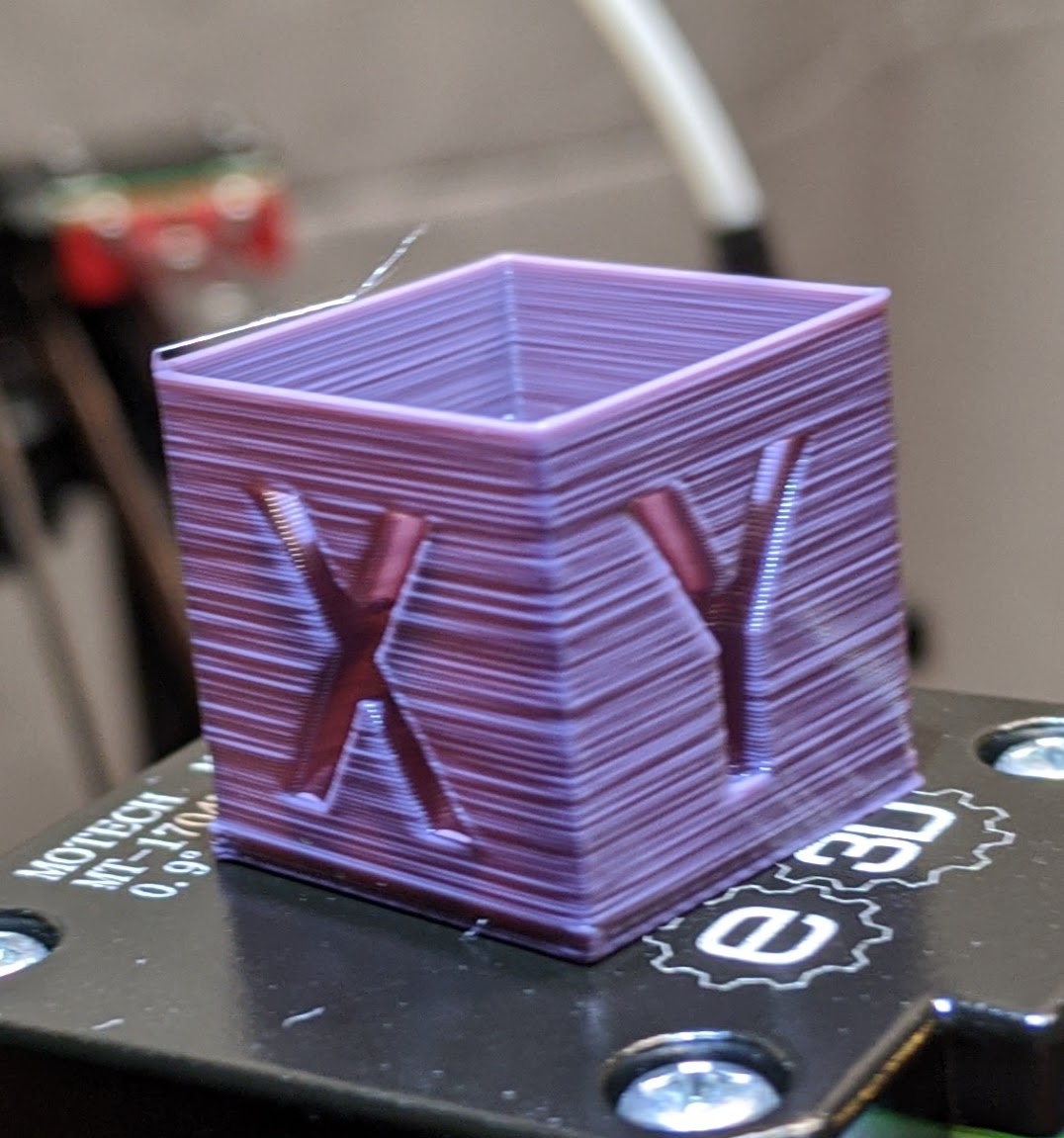
@Phaedrux I had already started the wide cube when you messaged me, I'm going to do a tall vase now:
Please note! The image is not stretched, the cube is 100x100x30
-
@CorvoDewittV2 said in Issues with print quality, wall surface rough.:
@Corexy I have not gotten to those steps, I was still messing with flow just by different cubes.
@DIY-O-Sphere I am using a genuine e3d cartridge style thermistor and the one that comes with the keenovo heater pad.... What do they need to be set to?
That big cube looks a bit better.
I still recommend you try those steps before messing around with anymore prints, as it will put you in the right ballpark setting wise.
Might be best you look at the thermistor settings DIY suggested first though, as that would certainly play havoc if you've got them wrong.
-
@Corexy okay I'll take a look at the settings for the thermistor. I will feel real dumb if that fixes it
-
@CorvoDewittV2 said in Issues with print quality, wall surface rough.:
@Corexy okay I'll take a look at the settings for the thermistor. I will feel real dumb if that fixes it
I wouldn't feel dumb, it's all a learning experience. It's little things that make big problems, and it's not definitely that yet anyway (but it's certainly a contender).
My name is in the Oxford dictionary in the section marked "dumb at programming a Duet wifi", yet I still knock out a passable print time to time.
That's the reason I was pressing you about those steps. If your extrusion temp ended up at 90 degC or something stupid like that, you'd instantly be homing in on that problem.
The only shame will be the money spent on parts, but pain is a teacher they say.
Once you check those thermistor settings you should run the heater test function jigger (for want of a better description) on both the bed and hot end, then....
...try those 3 steps
-
@Corexy said in Issues with print quality, wall surface rough.:
blatantly blowing on the heat block, and you've got a silicone cover on it as well. Sure you could certainly have a better fan shroud, but I don't think it's a major cause of any problems. I'd stick with the 40x10 blowers myself, but I tend to use as little fan as possible in my prints. I generally go with 10-20% fan on materials like PLA/PETG, and with the exception of bridging never go over 60%.
It would be nice to print some sort of UI notice from the pictures you are printing on a magnetic print surface. Is it possible that the surface is not holding down tightly, and the print is wobbling? This really, really looks like simple mechanical wobble somewhere. If the temperature regulation isn't very good, especially, the plate could be flexing vertically (popping up and down), resulting in very uneven spacing of the 'z' steps and the blobby layers.