RRF 3.4 input shaping preview available
-
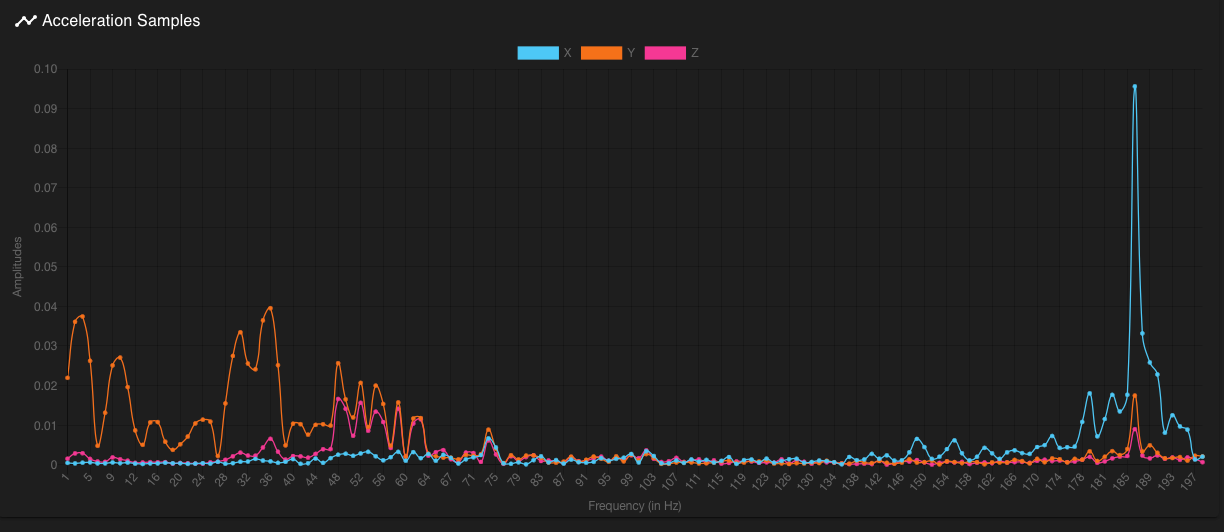
Measurement without input shaping (Y axis):
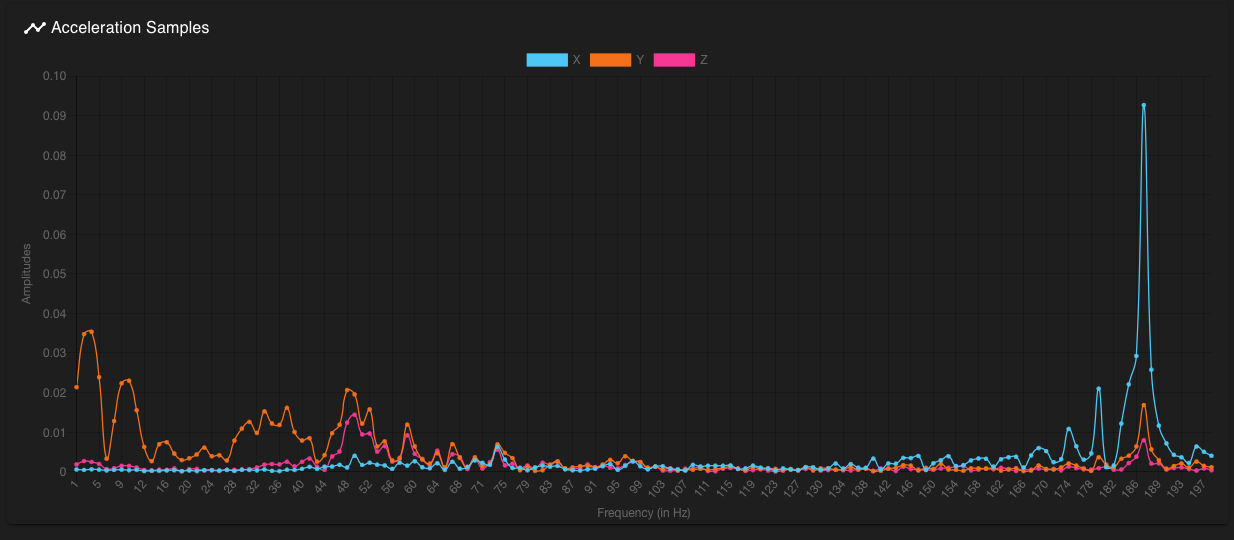
With ZVD input shaping:
The print results to also show that it is working.
")
I also have no issues with PA nor was it necessary to recalibrate PA.Is it planned to to be able to use different shapers and frequencies per axis or to use an "automatic frequency and shaper finder" in conjunction with the accelerometer (like Klipper does)?
-
@argo the automatic shaper recommendation generator is under development.
-
@dc42 I mis-typed, I meant that PA clunked unless I took it down to 0.04 (not 0.4), reducing it from my usual 0.12 value. Sorry about that.
I've grabbed the latest firmware and still have that same result of clunking with PA at or above 0.04 or so. My extruder is attached to E0 on the duet2, I have a pretty standard railcore setup, so I have z steppers on a duex5 but X/Y and E0 are on the duet2 wifi.
Aside from the PA clunking, everything else so far seems fine, things were printing ok with DAA, and now with zvdd in some quick tests.
-
@argo, as you have a fairly broad resonance, ZVDD will probably work better than ZVD.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@skrotz said in RRF 3.4 input shaping preview available:
@dc42 I mis-typed, I meant that PA clunked unless I took it down to 0.04 (not 0.4), reducing it from my usual 0.12 value. Sorry about that.
Interesting, my Duet WiFi powered delta normally runs at PA 0.2 and has been fine. My tool changer didn't have the correct extrusion with the earlier firmware, but that uses a tool board and it is running fine now with the later firmware.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 definitely some extruder weirdness for me that I don't get on 3.3.
I only had PA on briefly (the clunking is disconcerting) on a test print of a calibration cube but did notice this from M122:
=== Move ===
DMs created 83, segments created 35, maxWait 135339ms, bed compensation in use: mesh, comp offset 0.000
=== MainDDARing ===
Scheduled moves 11522, completed moves 11522, hiccups 511, stepErrors 2, LaErrors 0, Underruns [0, 0, 0], CDDA state -1
=== AuxDDARing ===
Scheduled moves 0, completed moves 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1my extruder motor is the standard LDO one in a filastruder railcore kit, used as a direct drive.
-
@skrotz thanks.The step errors are not right. Please can you connect a laptop to the Duet via USB, load a terminal emulator (e.g. YAT), and send M111 S1 P4. That will enable Move debugging. Then run that print. For each step error recorded you should get a few lines of DDA and DM printout in the terminal. Post those lines here.
Also please post the print file and your config.g.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
Using the same frequency with ZVDD or other shaper is giving me worse results. I don‘t think I can just use the measured ringing frequency with shapers other than ZVD?
-
@dc42 it took a bit of finagling to get things hooked up to the PC, but so far even though I heard the clunking it didn't output anything on the terminal at that point even with the debug enabled. I may be able to try again later, is there anything else I could/should enable? an M122 after stopping showed "hiccups" but no stepper errors at that point. I only did a small amount of the print though, I had to stop as I think I injected something via the terminal at the wrong time and caused some problems.
I've included my config file and the gcode I'm printing.
-
@skrotz please can you try again, this time wait until M122 shows some step errors, as it did in your previous M122 that you posted here.
Some extduders do sound clunky when used with pressure advance, however it shouldn't be different in the latest 3.4 with input shaping compared to 3.3.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42
Just an update.
Upgraded to the latest binary.
This time the print completed with no apparent missed step issues, or clunking including during sectioins using DAA.
No step errors in the M122 report, but a couple of hiccups.M122 === Diagnostics === RepRapFirmware for Duet 2 WiFi/Ethernet version 3.4.0beta1-inputshaping (2021-07-11 11:04:56) running on Duet WiFi 1.02 or later === MainDDARing === Scheduled moves 34420, completed moves 34420, hiccups 4, stepErrors 0, LaErrors 0, Underruns [0, 0, 6], CDDA state -1 === AuxDDARing === Scheduled moves 0, completed moves 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1Nothing of note shows up in the M111 debug log.
Too late in the night to evaluate the results in regards to print quality of each mode.
-
@dc42 There's definitely different behavior between 3.3 and 3.4 - no clunks on 3.3. I need to do a quick print on 3.3 with PA disabled to double check some strangeness I see with same on 3.4, then will try and collect the data again, I think I sorted out what went wrong previously with my 3.4 print (user error basically).
-
@dc42 ok I did a simple print of the xyz calibration cube on 3.3 with PA disabled, and it looks clean, but the same print on 3.4 shows some zits or bubbles in spots that don't show in the 3.3 print - it looks like it is overextruding sometimes before it changes direction, they occur in several spots on the "X" of the calibration cube. They are consistent in where they occur in 3.4, multiple prints show them in the same places. Something is definitely wonky with extrusion in general for me in 3.4, and made worse when PA is enabled.
-
I get extruder clunking on the 11/7 3.4 on delta Duet2wifi not seen with 3.3. The 3.4 gives 1941 hiccups over 22457 moves (no step errors) ; under the same conditions 3.3 gave 0 hiccups. This is printing the first 25mm of the ringing stl.
-
@adrian52 and @skrotz, thanks for your feedback. Please provide your config.g files and the gcode files that you printed. Also tell me what input shaping if any you were using.
@skrotz are you quite certain that you had PA disabled in the 3.3 print? Excess extrusion when changing direction without PA is common.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 The gcode was generated by superslicer and has M593 commands embedded to change the shaping through none, zvd, zvdd, ei2, ei3 and daa at 10 mm intervals. The config used actually had PA set to 0.5, and M593 set to "none".
20210713 config.g.txt
ringing_tower 10mm bands incl daa 210 195 30mm_sec.gcode -
@dc42 Pretty certain PA was off, I used the console to set the S value to 0 for it to disable. I see bulging corners and telltale signs of no PA on the print, but there's the occasional blips that don't show on the same print with no PA on 3.3.
I may have had some input shaping enabled though on the 3.4 PA disabled print, I can do another quick test and super verify turning off PA and input shaping to see if the "blips" go away doing that. I'll try and capture some more debugging data soonish also.. getting things hooked up to a PC is a bit tricky, I should get a longer USB cable to be able to do it more easily on my setup..
-
@dc42 Hi I still have the issue that the extruder extrudes not enought filament at the end of of a line/move. This happens only when PA (0.08) is enabled. Im printing with input shaper ZVDD F55.0. I thing there is still a bug in firmware. I use Duet2Wifi and extruder is connected to main board.
-
@dc42 I was able to do a 3.4 print with PA disabled and input shaping completely disabled (My previous 3.4 print with PA off had DAA enabled still, as that was my default start up) - with no PA and no input shaping, there are no zits or bubbles, things look perfect. M122 reports no stepper hiccups or errors.
So it seems confirmed that input shaping is causing some extrusion issues, and they are amplified by PA.
update: I enabled input shaping (ei2 f41 s0.10) and got the zits/blobs, same location each time. PA still off. M122 reported 4 step errors, 0 hiccups. Next I'll try and do the print with the debugging enabled and catch the step errors.
-
From what I've seen so far, print quality improvements from input shaping are only really seen when the motion into and out of a 'junction' are straight lines. Input shaping as implemented seems to have negligible impact on more complicated motion paths - splines after a junction, etc.
Please ignore the faint zebra stripes... perhaps there are very faint artifacts there, but its chiefly a trick of the light and camera combination.
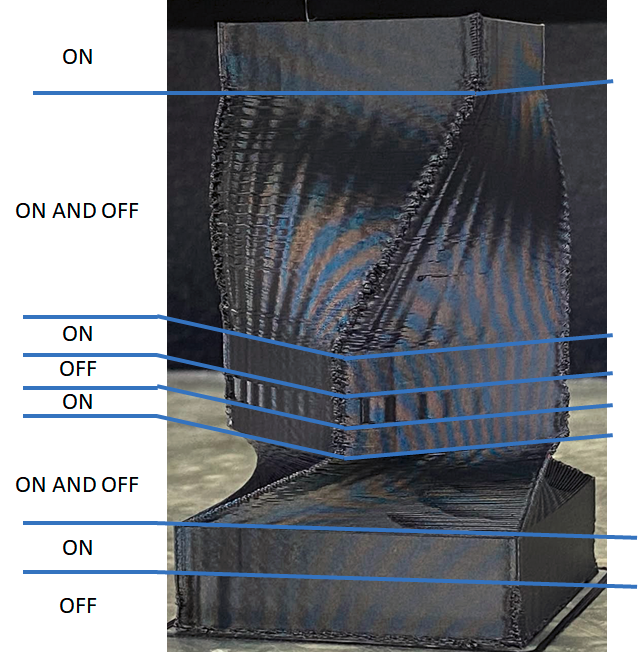
Vase/spiral mode, so no z-hops. With ZVDD, targeting 22-23Hz, the straight surfaces look excellent. Once the lofts begins (and input shaping is on), you can hear an audible change in the printer's motion (not an unusual sound, it simply sounds as if input shaping is missing). During the lofted sections I would turn off input shaping, collect some accelerometer data, and then turn it back on after verifying frequencies of note. No real difference in print quality is seen in the lofted sections when shaping is on or off.
FWIW circles (cylinders, cones, anything with a true circular cross section) looks great.