Feature Request - workpiece angle compensation CNC
-
After days of reading through this forum I managed now to get my machine wokring somehow but there are still a lot off issues that i found with using the duet as CNC Controller. But I guess I should put this in a seperate thread, right?
@t3p3tony But now I was able to test the angle compensation, I was a little confused with the other threads that I thought you will do it differently then the G68 command that's why I asked for the procedure.
I tryed it with the RRF 3.4b5 in the link and the G68 command but it was a fail. Here is what I did:I drawed a simple rectangle with this G-Code
;simple rectangle for test G90 G21 G1 F500 G1 X50 G1 Y50 G1 X0 G1 Y0Then I just moved the X Work offset +70 and entered
G68 A0 B0 R45
and run the same G-Code again but the result was far away from what I expected: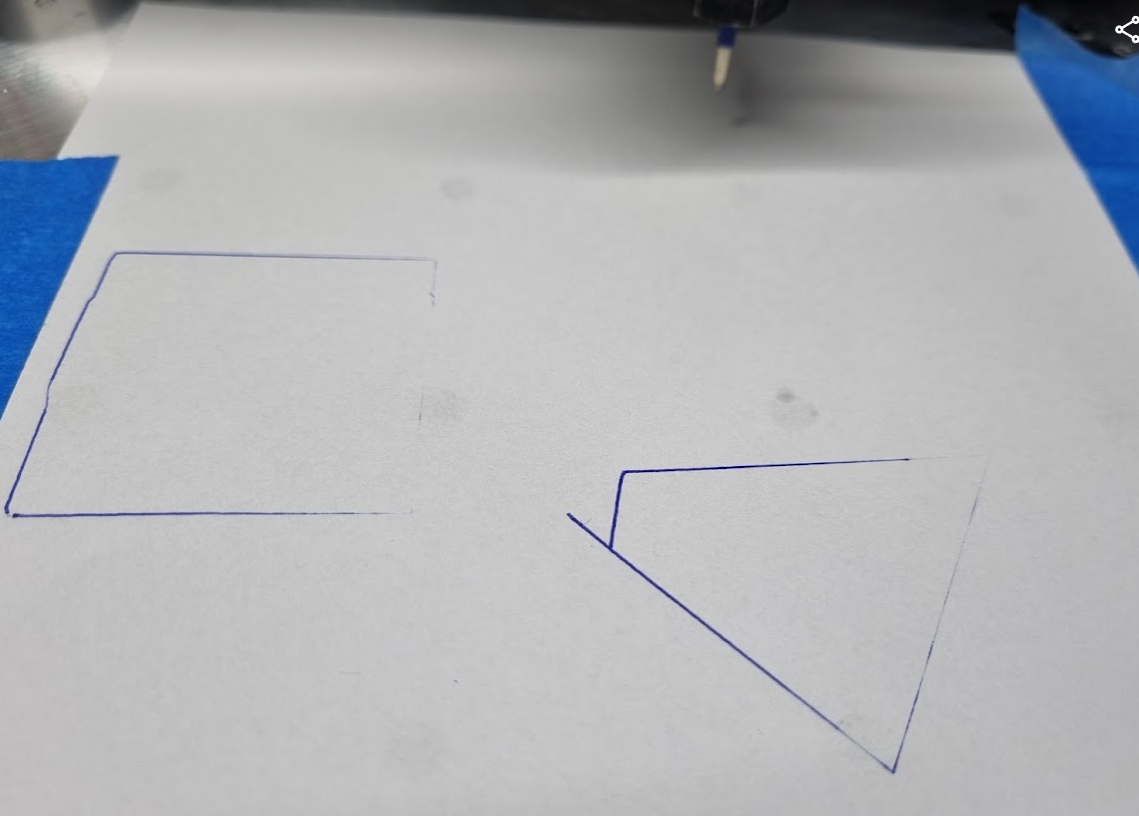
the left rectange is normal without G68 and the right one is with the 68.I think just the first move looks right with the 45° angle. What could be the Problem?
Jürgen
-
@jrentschler01 i am not sure, it will take me quite some time to get setup to test this right now so i wonder if @jay_s_uk has had a chance to test it and if its working for him?
-
@t3p3tony not had a chance to test it yet. I'll see if I can set something up later on
-
@jay_s_uk do you think you can help in this?
Let me know if you you guys need more information or anthing I should test.I knkow i needed quite some time to get ready but I'm not sure how long I keep this setup with the duet because this will be one of the essential functions I need and some other issues that I faced with using RepRap for CNC. I might moving on to linuxcnc soon.
-
@jrentschler01 maybe post about your other issues?
Owns various duet boards and is the main wiki maintainer for the Teamgloomy LPC/STM32 port of RRF. Assume I'm running whatever the latest beta/stable build is
-
@jrentschler01 I confirm, G68 is not working properly. I'm looking at it now.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
 undefined jrentschler01 referenced this topic
undefined jrentschler01 referenced this topic
-
undefined jrentschler01 referenced this topic
-
undefined jrentschler01 referenced this topic
-
@jay_s_uk I did in a seperate thread:
https://forum.duet3d.com/topic/25848/found-issues-using-duet-as-cnc-controller -
@dc42 okay great let me know if I can do something to help
-
undefined jrentschler01 referenced this topic
-
@jrentschler01 please test G68 using one of the firmware binaries at https://www.dropbox.com/sh/4h5zqc0ki73wa9r/AABrMZxfMzMH4M0uJQPLsBmQa?dl=0.
Please note, these report the version as 3.4.0-beta6, however they are only candidates for the 3.4.0beta6 release. So please install the official beta6 when we release it.
I have tested basic G1, G2 and G3 moves with G68 and I believe they are working correctly. I have forbidden using G92 to set X or Y when G68 is in effect. I haven't taken account of G68 in any other situations - there may be some where RRF ought to.
The coordinate rotation defined by G68 is ignored when running system macros such as pause.g, resume.g, tool change and homing files.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 I tested now with G1 the same wy with drawing a simple rectangle and it worked so far, I assume G2&G3 as well. Thank you a lot.
I'm continue getting a macro ready to probe the workpice and calulate the angle like @jay_s_uk mentioned.It would be great if we could visualize it after that somehow.
-
@jay_s_uk said in Feature Request - workpiece angle compensation CNC:
@jrentschler01 i've written a macro.
this in theory should work but I haven't tested it yet.var y_first_measurement = 0 var y_second_measurement = 0 var y_length = 0 var x_first_measurement = 0 var x_second_measurement = 0 var x_length = 0 var y_over_x = 0 var y_x_tan_rads = 0 var y_x_tan_deg = 0 M291 P"Put the probe on the left hand side of the bottom edge" S2 X1 Y1 Z1 ; Pop up box asking for operator input M558 F1500 ; Set the initial probing speed G38.2 Y600 P0 K0 ; Probe the material as a first pass G1 Y{move.axes[1].machinePosition-5} ; Move 5mm away from the material M558 F150 ; Set the final probing speed G38.2 Y600 P0 K0 ; Probe the material again M400 ; Make sure all movement is complete set var.y_first_measurement=move.axes[1].machinePosition ; Record the stop position y_first_measurement set var.x_first_measurement=move.axes[0].machinePosition ; Record the stop position x_first_measurement M400 ; Make sure all data recording is complete G1 Y{move.axes[1].machinePosition-5} ; Move 5mm away from the material G1 X{move.axes[0].machinePosition+50} ; Move along the workpiece in X M558 F1500 ; Set the initial probing speed G38.2 Y600 P0 K0 ; Probe the material as a first pass G1 Y{move.axes[1].machinePosition-5} ; Move 5mm away from the material M558 F150 ; Set the final probing speed G38.2 Y600 P0 K0 ; Probe the material again M400 ; Make sure all movement is complete set var.y_second_measurement=move.axes[1].machinePosition ; Record the stop position y_second_measurement set var.x_second_measurement=move.axes[0].machinePosition ; Record the stop position x_second_measurement M400 ; Make sure all data recording is complete set var.y_length={var.y_second_measurement-var.y_first_measurement} set var.x_length={var.x_second_measurement-var.x_first_measurement} set var.y_over_x={var.y_length/var.x_length} set var.y_x_tan_rads=atan(var.y_over_x) set var.var y_x_tan_rads = degrees{var.y_x_tan_rads} G68 A0 B0 R{var.y_x_tan_rads}Now this will ask you to jog to the bottom edge of your material, ideally you should go to somewhere near the bottom left.
This is of course assuming you're using a probe that can probe in X, Y and Z and its set as K0. I use a vers.by probe.
It uses G38.2 and stores the X and Y coordinates of each point. Once it probes the first point, it moves 50mm in X and probes again.
The angle is then calculated and fed into G68.
If you don't want to set it that way, its set usingG68 Ax Bx Rxwhere Ax is the centre point to rotate around in X, Bx is the centre point to rotate around in Y and Rx is the angle to offset and is counterclockwiseHello,
Very good job so far.
I still get an error while running the macro.
"M292
Error: in file macro line 37 column 13: meta command: expected '='
"
Can somebody help me? -
@CanDo415 Can you share your firmware version?
-
@Phaedrux 3.4.1
-
@CanDo415 Please update to 3.5.1 and double check your macro that it matches the one shared. Particularly the line number the error reports.
-
@Phaedrux
copied the macro.
I have to fix all problems from the update first. Messed up my whole config
-
"Error: in file macro line 37 column 12: meta command: unknown variable 'var'"
is the new result after updating to 3.5.1var y_first_measurement = 0 var y_second_measurement = 0 var y_length = 0 var x_first_measurement = 0 var x_second_measurement = 0 var x_length = 0 var y_over_x = 0 var y_x_tan_rads = 0 var y_x_tan_deg = 0 M291 P"Probe links vor das Werstück positionieren" S2 X1 Y1 Z1 ; Pop up box asking for operator input M558 F1500 ; Set the initial probing speed G38.2 Y600 P0 K0 ; Probe the material as a first pass G1 Y{move.axes[1].machinePosition-5} ; Move 5mm away from the material M558 F150 ; Set the final probing speed G38.2 Y600 P0 K0 ; Probe the material again M400 ; Make sure all movement is complete set var.y_first_measurement=move.axes[1].machinePosition ; Record the stop position y_first_measurement set var.x_first_measurement=move.axes[0].machinePosition ; Record the stop position x_first_measurement M400 ; Make sure all data recording is complete G1 Y{move.axes[1].machinePosition-10} ; Move 5mm away from the material G1 X{move.axes[0].machinePosition+50} ; Move along the workpiece in X M558 F1500 ; Set the initial probing speed G38.2 Y600 P0 K0 ; Probe the material as a first pass G1 Y{move.axes[1].machinePosition-5} ; Move 5mm away from the material M558 F150 ; Set the final probing speed G38.2 Y600 P0 K0 ; Probe the material again M400 ; Make sure all movement is complete set var.y_second_measurement=move.axes[1].machinePosition ; Record the stop position y_second_measurement set var.x_second_measurement=move.axes[0].machinePosition ; Record the stop position x_second_measurement M400 ; Make sure all data recording is complete set var.y_length={var.y_second_measurement-var.y_first_measurement} set var.x_length={var.x_second_measurement-var.x_first_measurement} set var.y_over_x={var.y_length/var.x_length} set var.y_x_tan_rads=atan(var.y_over_x) set var.var y_x_tan_rads=degrees{var.y_x_tan_rads} G68 A0 B0 R{var.y_x_tan_rads} -
@CanDo415 i have a mistake in my macro. i have corrected my original
-
-
@CanDo415 i've made another change but I don't think its going to fix the issue.
I don't know why "degrees" throws an error though as its a built in commandOwns various duet boards and is the main wiki maintainer for the Teamgloomy LPC/STM32 port of RRF. Assume I'm running whatever the latest beta/stable build is
-
that's why i added Phaedrux.
I want to change it a bit to get the corner as well. so the degrees issue has to be solved anyway.
Thanks for the great start jay