not able to get a good first layer using 3PL and bed mesh
-
Is the gearbox having backlash?
You can send M122 to check if mesh is active. If you have G29 in your slicer start gcode it should be. Do you have a mesh.g file?
-
@Phaedrux no back lash gear box belt driven ,
M122 === Diagnostics === RepRapFirmware for Duet 3 Mini 5+ version 3.4.5 (2022-11-30 19:41:16) running on Duet 3 Mini5plus WiFi (standalone mode) Board ID: 3R9YY-6T9RL-D65J0-40KMN-2UW2Z-RHYT0 Used output buffers: 1 of 40 (18 max) === RTOS === Static ram: 103652 Dynamic ram: 111396 of which 124 recycled Never used RAM 23492, free system stack 126 words Tasks: NETWORK(notifyWait,13.9%,237) HEAT(notifyWait,0.0%,320) Move(notifyWait,0.1%,265) CanReceiv(notifyWait,0.0%,942) CanSender(notifyWait,0.0%,328) CanClock(delaying,0.0%,339) TMC(notifyWait,1.2%,82) MAIN(running,83.9%,347) IDLE(ready,0.0%,30) AIN(delaying,0.8%,263), total 100.0% Owned mutexes: WiFi(NETWORK) === Platform === Last reset 00:49:54 ago, cause: software Last software reset at 2022-12-11 09:53, reason: User, GCodes spinning, available RAM 23540, slot 1 Software reset code 0x0003 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x00000000 BFAR 0xe000ed38 SP 0x00000000 Task MAIN Freestk 0 n/a Error status: 0x00 MCU revision 3, ADC conversions started 2994886, completed 2994886, timed out 0, errs 0 Step timer max interval 1476 MCU temperature: min 34.9, current 38.4, max 41.7 Supply voltage: min 23.6, current 23.9, max 24.2, under voltage events: 0, over voltage events: 0, power good: yes Heap OK, handles allocated/used 99/11, heap memory allocated/used/recyclable 2048/1652/1440, gc cycles 0 Events: 0 queued, 0 completed Driver 0: standstill, SG min 0, read errors 0, write errors 0, ifcnt 7, reads 9988, writes 68, timeouts 0, DMA errors 0, CC errors 0 Driver 1: standstill, SG min 0, read errors 0, write errors 0, ifcnt 9, reads 9986, writes 69, timeouts 0, DMA errors 0, CC errors 0 Driver 2: standstill, SG min 0, read errors 0, write errors 0, ifcnt 79, reads 10050, writes 6, timeouts 0, DMA errors 0, CC errors 0 Driver 3: standstill, SG min 0, read errors 0, write errors 0, ifcnt 104, reads 10042, writes 14, timeouts 0, DMA errors 0, CC errors 0 Driver 4: standstill, SG min 0, read errors 0, write errors 0, ifcnt 252, reads 10024, writes 32, timeouts 0, DMA errors 0, CC errors 0 Driver 5: standstill, SG min 0, read errors 0, write errors 0, ifcnt 251, reads 10023, writes 33, timeouts 0, DMA errors 0, CC errors 0 Driver 6: standstill, SG min 0, read errors 0, write errors 0, ifcnt 245, reads 10024, writes 32, timeouts 0, DMA errors 0, CC errors 0 Date/time: 2022-12-11 10:43:08 Cache data hit count 4294967295 Slowest loop: 68.52ms; fastest: 0.10ms === Storage === Free file entries: 10 SD card 0 detected, interface speed: 22.5MBytes/sec SD card longest read time 4.9ms, write time 3.0ms, max retries 0 === Move === DMs created 83, segments created 8, maxWait 173411ms, bed compensation in use: mesh, comp offset -0.065 === MainDDARing === Scheduled moves 560, completed 560, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 2], CDDA state -1 === AuxDDARing === Scheduled moves 0, completed 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1 === Heat === Bed heaters 0 -1 -1 -1, chamber heaters 2 -1 -1 -1, ordering errs 0 Heater 0 is on, I-accum = 0.1 Heater 1 is on, I-accum = 0.3 === GCodes === Segments left: 0 Movement lock held by null HTTP is idle in state(s) 0 Telnet is idle in state(s) 0 File is idle in state(s) 0 USB is idle in state(s) 0 Aux is idle in state(s) 0 Trigger is idle in state(s) 0 Queue is idle in state(s) 0 LCD is idle in state(s) 0 SBC is idle in state(s) 0 Daemon is idle in state(s) 0 Aux2 is idle in state(s) 0 Autopause is idle in state(s) 0 Code queue is empty === Filament sensors === Extruder 0 sensor: ok === CAN === Messages queued 26948, received 0, lost 0, boc 0 Longest wait 0ms for reply type 0, peak Tx sync delay 0, free buffers 18 (min 18), ts 14971/0/0 Tx timeouts 0,0,14971,0,0,11976 last cancelled message type 4514 dest 127 === Network === Slowest loop: 74.73ms; fastest: 0.00ms Responder states: HTTP(0) HTTP(0) HTTP(0) HTTP(0) FTP(0) Telnet(0) HTTP sessions: 1 of 8 = WiFi = Network state is active WiFi module is connected to access point Failed messages: pending 0, notready 0, noresp 0 WiFi firmware version 1.27 WiFi MAC address f0:08:d1:02:a1:0b WiFi Vcc 3.34, reset reason Power up WiFi flash size 2097152, free heap 26440 WiFi IP address 192.168.0.19 WiFi signal strength -54dBm, mode 802.11n, reconnections 0, sleep mode modem Clock register 00002002 Socket states: 0 0 0 0 0 0 0 0;mesh.g echo "mesh.g" M561 M98 P"/macros/ProbePickUp" ; probe pick up; absolute positioning G29 S0 M98 P"/macros/ProbeDropOff" ; probe pick up; absolute positioning -
@moth4017 said in not able to get a good first layer using 3PL and bed mesh:
bed compensation in use: mesh
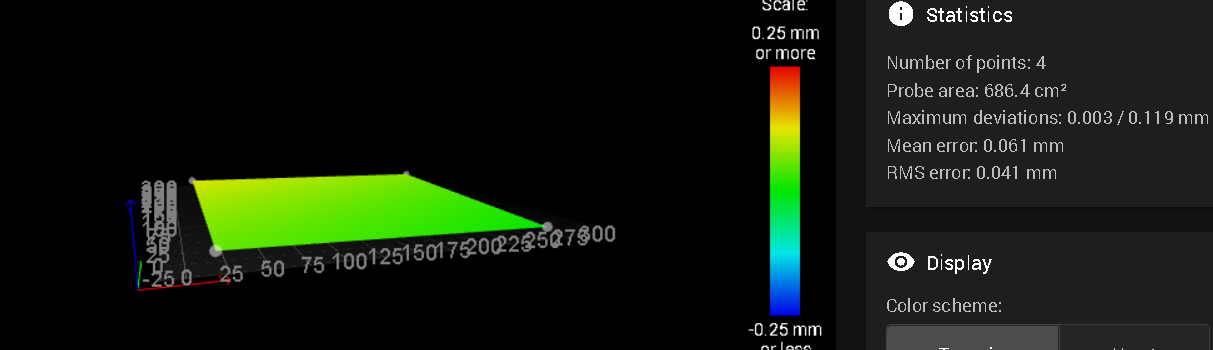
Were you using your detailed mesh or the simplified 4 point? The movement could be incredibly hard to see with a mean error of -0.006mm
-
@Phaedrux hi i was using the 4 point mesh , but the difference in nozel height from the bed was bad enough for the left hand side not to stick to the bed and the right hand side had a nice squish , see photo
above -
@moth4017, 1 step on my stepper motor moves the bed 0.025mm, using 1.8deg steppers
<
-
@moth4017 said in not able to get a good first layer using 3PL and bed mesh:
@moth4017, 1 step on my stepper motor moves the bed 0.025mm, using 1.8deg steppers
If your single step distance is 0.025mm and the mesh points have a difference of ~0.006mm you would be depending on microstepping for position. Perhaps between that and the gear box there isn't enough actual movement happening?
Regardless, I still think there is an issue with skew.
-
@moth4017
if i do a height check G30 s-1
results
12/11/2022, 11:04:22 AM Stopped at height 9.786 mm
Cen
ProbeDropOff
12/11/2022, 11:04:19 AM Stopped at height 10.011 mm
RL
12/11/2022, 11:04:15 AM Stopped at height 9.952 mm
RR
12/11/2022, 11:04:11 AM Stopped at height 9.898 mm
FR
12/11/2022, 11:04:08 AM Stopped at height 9.877 mm
FL
looking at the height map the rear left (RL)corner is highest, if i look at the probe height for RL 10.011 is that the correct?
-
@moth4017 if i measure the thickness of the first layer at each corner ,
layer height requested 0.3mm, nozzel dia 0.8mm
FL 0.35
FR 0.19
RR 0.33
RL 0.44 -
@moth4017
You've presented 3 or 4 heightmaps now and they are all different, why?
I guess it's a mechanical issue or you readjusted the frame?Anyway, 0.3 layer with a 0.8 nozzle should stick without mesh levelling, if temp parameters are correct. (and printsurface is OK with type of filament)
Did you check bed temp for consistency at all corners? Maybe the bed gets cold air on one side? -
@o_lampe hi , i readjusted the frame , removed the stepper motor extuder etc and just fitted a probe only , got all the tramming done , got a good 3 point leveling and a good flat level bed mesh which was repeatable.
reinstalled the extruder stepper motor re did the 3PL and bed mesh noticed the mesh was flat but tilted , it was the cable loom to the tool head causing the tilt, re did the cable loom.
3PL and mesh again flat and level again, did a print 300 x300 first layer as above but the result was the same right hand side was a good squish but the left hand side was the same as before barly attached to the bed..
i have tried printing on a cold bed too same result
-
@moth4017
Could it be overcompensation?
Did you tune the Z-axis steps/mm?
No one counts teeth of a belted gearbox, right? We just assume, the vendor did...
But sometimes they round up or down... -
@o_lampe i wish it was that easy , i check each z axis with a dial gauge just to make sure they were all moving the correct amount.. but i like your thinking ,
im not sure what else i can do , i even looked if i could manually adjust each motor with a offset just as a test ...
<
-
@moth4017 said in not able to get a good first layer using 3PL and bed mesh:
i even looked if i could manually adjust each motor with a offset just as a test ...
Been there, done it

IIRC, you could edit the heightmap or put a sheet of paper on the right side while mesh-probing.
But best practice is to find the cause for it. (stiffen up a sagging gantry or placing the filament spool elsewhere had helped me in the past) -
@moth4017 Can you post a picture of your test print on the bed, in particular the lines that run left to right and right to left (make sure we can see both lines clearly).
I've lost track of what it is you are doing now. Are you still using the probe attached to your printhead for the levelling? If so after you have done all the probing it might be worth checking that the nozzle tip is the same height from the bed on each side (at locations that the probe reads the same height). So basically test for any sort of change in probe offset from one side of the bed to the other. It is important to use the actual nozzle for this (with filament loaded) as pull on the nozzle may be causing issues.
If your heightmap now looks level it is probably worth doing a print without the heightmap active (use G29 S2) to satisfy yourself that it is not having any impact on things.
-
G28,G32 print first photos are at the mid point of each side 0.8mm nozzle 0.3mm layer height , 3 rounds of 3 point leveling on the g28 ,
on the right hand side of the print the extruder was starting to skip steps.
the order below front, right hand ( was skipping steps), rear, left hand




-
G28, print first photos are at the mid point of each side 0.8mm nozzle 0.3mm layer height , 3 rounds of 3 point leveling on the g28 ,
on the right hand side of the print the extruder was starting to skip steps.
the order below front, right hand ( was skipping steps), rear, left hand
sorry about the quality of photos, the LED lighting in the printer not good..




-
@moth4017 looks like the G28 prints slightly better
-
@moth4017 I really wanted to see an overall picture of the print on the bed to judge how things changed. But if it is not possible to get that a good shot of that never mind. Did you do the test of nozzle height v probe result that I suggested?
-
@gloomyandy I will do the nozzel height check tonight
-
@gloomyandy
bed size 304 x 304
did a 3PL and i watch and recorded the z heights as it triggered
Fl 10.06 x2 y2
FR 10.06 x 304 y 2
RC 10.07 x150 y277 ( its 277 not 304 as that the closest i can get the sensor to it)i then set the nozzel to the same coordinates and measured the distance nozzel to bed with fealer gauges
g1 x2 y2 z0 >0.7 <0.8
g1 x304 y2 z0 <0.0 in to the bed
g1 x150 y277 z0 > 0.1mm <0.15just to check there is no offset with the difference in the 10mm off set im going to set z to 10mm and remeasure
FL 10.06
FR 9.81
RC 10.06