Leveling the bed...
-
@joergs5 said in Leveling the bed...:
@tletourneau Maybe you want to consider a different reason for your funny looking printbed heat map: the trapezoid screws which connects the spindles to the frame of the heat bed are not backlash free, so when your stepper changes direction, you will have some error everytime. You can test it by forcing the bed and screw to be always at the bottom of the spindle by putting some 2 kg weight on the heat bed and testing again. (Generally, the heat bed is always at the bottom, but you have a stiff construction, so spindle-bed-spindle could have some tension and could clamp the screw to remain on top). I measured my spindle backlash to be 0.1 mm.
Thanks, I'm going to invest in anti-backlash spring loaded nuts to see if that helps. I'm just trying to figure out which ones to order.
I am now getting random Z probe readings not consistent errors. I'm trying to figure that out now.
Thanks,
TomTronXY X5S-500 (CoerXY)
Duet 2 Ethernet v1.04
Firmware Version: 2.02(RTOS) (2018-12-24b1)
Web Interface Version: 1.22.6
7" PanelDue
E3D V6 Clone
MOSFET's for hot end
1000w Keenovo with SSR for heat bed
dc42 Mini IR Sensor or BLTouch -
@phaedrux said in Leveling the bed...:
@tletourneau It's just that with this probe type it expects the probe to trigger before the nozzle reaches the bed, and a negative value may be converted by the firmware to a positive value anyway.
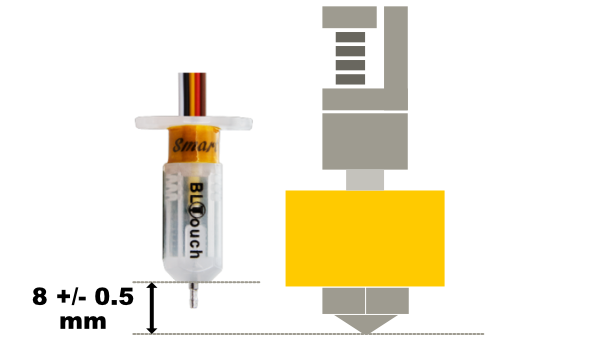
Furthermore, the BLTouch needs to be mounted with the base of the probe body 8mm above the nozzle tip which should result in a trigger height close to 2mm.
With such a constrained bed with 6 leveling screws it will be difficult to prevent some warping. Have you tried removing 3 of the screws to allow for a 3 point leveling system?
I though that I was able to get the sensor mounted per the instructions and it at the correct 8mm offset but I will make a new jig and double check.
-
@tletourneau said in Leveling the bed...:
I am now getting random Z probe readings not consistent errors. I'm trying to figure that out now.
The errors were already there (as shown in your height map) they are being reported now because of the M558 A5 S0.005 I had you add. A5 means it will try and probe up to 5 times until it gets two readings that are within 0.005 of the trigger height. If it can't get an agreed value it reports the error.
So something is not right with your probe. Is it a genuine BLTouch or a clone? You can take the pin out by removing the set screw at the top of the probe. Check it for dirt or damage. Clean it with alcohol. reinstall it and try again.
-
@phaedrux It's a genuine Bltouch, I checked the SN on the website when I received it.
https://www.amazon.com/gp/product/B07GVCX74T/ref=od_aui_detailpages00?ie=UTF8&psc=1
I'll clean the pin and see if that helps.
I want to thank everyone for the help, I really appreciate it.
-
@tletourneau Instead of anti backlash screws you can try to loose one of the steppers, so it can self adjust and there is no tension between spindle - bed frame- spindle, but the stepper is not allowed to rotate. Analog to the idea of fixed bearing - loose bearing.
The screw in front on the left seems to be bent, maybe from heating the bed, temperature expansion and this can lead to bed bending also.
The best article I know how to design a heat bed is: https://drmrehorst.blogspot.com/2017/07/ultra-megamax-dominator-3d-printer-bed.html -
Have you actually tried a test print to see how flat the bed actually is?
Something like this is a good way to test.
-
@phaedrux not yet, I wanted to get a good bed compensation first but I'll try to do a print. I want to test the new hot end.
")
I did order a borosilicate plate for it, would this work as an interface between the glass and the bed?
-
The nice part about an actual print is that it takes the probe completely out of the equation and let's you visualize the bed surface without abstraction.
If you use that STL I posted and tweak your slicer settings so that each line is made up of two extrusion lines you'll be able to tell easily where on the bed is too low or two high.
-
on my tronxy x5s with the same issue (appearing to 'arc up' in the middle of the bed when the bed should be showing a slight sag), it was overtightened screws for the smooth rods on either side of the Z motors, that was enough to pull the y axis 2020 into a sag in the middle.
edit: i should have read the entire thread before responding, seems you already addressed this and have moved on to another issue.
-
@mikebridge said in Leveling the bed...:
on my tronxy x5s with the same issue (appearing to 'arc up' in the middle of the bed when the bed should be showing a slight sag), it was overtightened screws for the smooth rods on either side of the Z motors, that was enough to pull the y axis 2020 into a sag in the middle.
edit: i should have read the entire thread before responding, seems you already addressed this and have moved on to another issue.
I appreciate the reply though! I've determined in the interim that my bed is warped and the most recent mesh map aligns with what my machinist level shows. As I don't necessarily want to replace the bed I have ordered a 330x330x3mm piece of borosilicate glass and a 500x500x0.5mm high temp silicone rubber sheet to put between the bed and the glass. Hopefully that will help with that part.
For the Z probe, I get the consistency errors when I have it set to a sensitivity of between 0.005mm and 0.011mm. It seems fine at 0.012mm. I have cleaned it as recommended with no change and have reached out to the vendor for assistance. Until then 0.012 will have to be sufficient.
I will be running the recommended test print shortly, I'm just trying to figure out how to set Simplify3D so that each line is made up of two extrusion lines.
-
Latest run with the sensitivity set to 0.013mm, it completed at that setting.

-
So I ran the STL and the bed is all over the place. Beyond the sensitivity issues I'm having with the BLTouch my bed is definitely... wavey... I'll see how the borosilicate sheet with the silicone interface works. Although I see the benefit of changing the build platform I want to try the glass first.
-
I'm not surprised it's wavy. I asked before, but maybe you missed it, have you tried only using 3 of the 6 bed fasteners? Is the bed plate stiff enough to allow for that? Those 6 bolts are torque the plate every which way. Only 3 points are needed to define a flat plane.
With the bolt pattern like this
1......2......3 . . . 4......5......6I would remove bolts 2, 4, and 6. Then use bolt 1 to set the reference height of Z0 with the nozzle, and then adjust bolts 3 and 5 to meet the nozzle.
This may not be feasible if the plate flexes too much under its own weight, or if the plate itself is truly warped even when not under competing tension from the bolts.
You can verify the repeatability of your probe by redoing the G30 S-1 test several times, manually resetting the probe to just touch the bed and resetting Z0 between each attempt. 0.013 is a lot worse variability than you should be getting with the BLtouch obviously, but I'd still like to know what actual trigger height values you get. Is there any pattern or consistency to it at all? If not, then possibly a bunk probe or something else mechanical going on that's interfering.
-
@phaedrux said in Leveling the bed...:
I'm not surprised it's wavy. I asked before, but maybe you missed it, have you tried only using 3 of the 6 bed fasteners? Is the bed plate stiff enough to allow for that? Those 6 bolts are torque the plate every which way. Only 3 points are needed to define a flat plane.
With the bolt pattern like this
1......2......3 . . . 4......5......6I would remove bolts 2, 4, and 6. Then use bolt 1 to set the reference height of Z0 with the nozzle, and then adjust bolts 3 and 5 to meet the nozzle.
This may not be feasible if the plate flexes too much under its own weight, or if the plate itself is truly warped even when not under competing tension from the bolts.
You can verify the repeatability of your probe by redoing the G30 S-1 test several times, manually resetting the probe to just touch the bed and resetting Z0 between each attempt. 0.013 is a lot worse variability than you should be getting with the BLtouch obviously, but I'd still like to know what actual trigger height values you get. Is there any pattern or consistency to it at all? If not, then possibly a bunk probe or something else mechanical going on that's interfering.
I tried changing the screw layout but the bed had quit a bit of flex in it when I did that.
I have no problem running the G30 S-1 repeatedly but I am not certain how to reset Z0 between each attempt. For some reason my search abilities seem to be lacking today...
Also, although I am not certain, I think the Bltouch issue could be being influenced by a wiring issue, I noticed that when I moved some wires above my hot end the Bltouch went into an error state. I'm going to order some JST SM connectors to see if that helps. I've wanted to do quick connects on the hot end anyway so this may help.
Thanks again for all of your help!
-
@tletourneau to reset between the g30 s-1 you can move the nozzle down to touch the bed. If you can't get it low enough you can use G92 Z5 to trick the firmware ii bro thinking it's actually higher than it is, allowing you to move it down more. Then when it's just touching the bed, send G92 Z0 to tell the firmware you're at z0 and then do g30 s-1 again.
-
@phaedrux I don't know how but I think my bed may lift up a bit (.30) on a power cycle.
The process I used is: power on the machine, input the G92 X20 Y20 Z20 so I can leave the head in the same spot, set the bed to have a light drag on a piece of 20lb paper and run the G92 Z0 and then the G30 S-1. Once I do that it gives me the reading and puts the Bltouch in an error state that I can't seem to recover from regardless of the M280 I try (I've tried M280 P7 S160 and M280 H7 S160 to no avail, my sensor is on heater 7). So I take down the reading, set the Z to 0 (when I run the G30 S-1 it adds the value to Z) and move the bed down 5mm. I then power cycle input the G92 X20 Y20 Z20 and move Z -5 which should put the bed in the same position it was in previously however when I do that the paper no longer slips between the nozzle and bed. I have to lower the bed .3mm for the paper to slide between the nozzle and bed again. If I could get the Bltouch to reset it would be less of an issue but as it is I have doubt about the accuracy of the data set gathered. That being said, here are the iterations I got running the tests.
-.580
-.608
-.615
-.605
-.615As mentioned given my inability to ensure that Z was physically the same distance from the bed for each iteration I am not certain of the value of the data.
I am open to any other suggestions regarding testing the sensor and ensuring that my bed is not somehow changing position on its own. I am starting to get a bit frustrated but I realized this is one of the pitfalls to an inexpensive DIY 3D printer.
-
It wouldn't be unheard of for the bed to change shape during a heating cycle, but I don't know why it would change just from power up.
Are you starting with a G31 Z0 value?
-
@phaedrux said in Leveling the bed...:
G31 Z0
I am fairly certain that I had set the Z offset to 0, I will verify the G31 entry when I get home from work. While I can not change the bed at this time I would like to see if I can at least stiffen the bed, perhaps using 1/2" or 1" aluminum angle stock along the beds perimeter. I did order anti-backlash nuts for the lead screws and have found an improved mount that is supposed to help with Z wobble on the Tronxy X5S. I may look at swapping out the linear flange bearings also, the ones that came with the printer are plastic and I am wondering if a higher quality bearing may help.
-
Have you done any research on Tronxy specific places about how others have improved the bed situation?
-
Yes, I have found a bracket that people have said help with Z wobble that I will try to print out and install. There are a few other things that people have tried that they have indicated resolve the issue(s) with the Z axis on the X5S. I am planning on doing those methodically over the next few days so if I do resolve it I can post to perhaps help others that may have similar issues.