First Test Print following Duet3d Upgrade
-
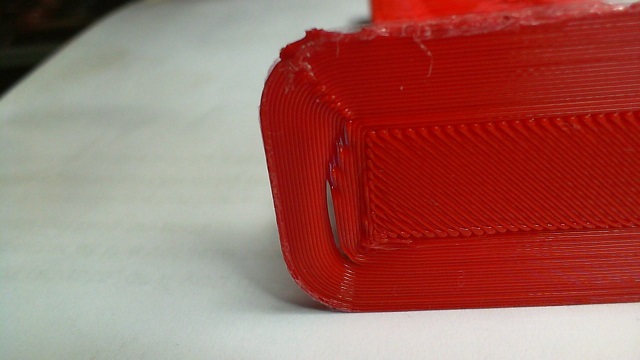
It certainly seems like under extrusion in some of the pictures.
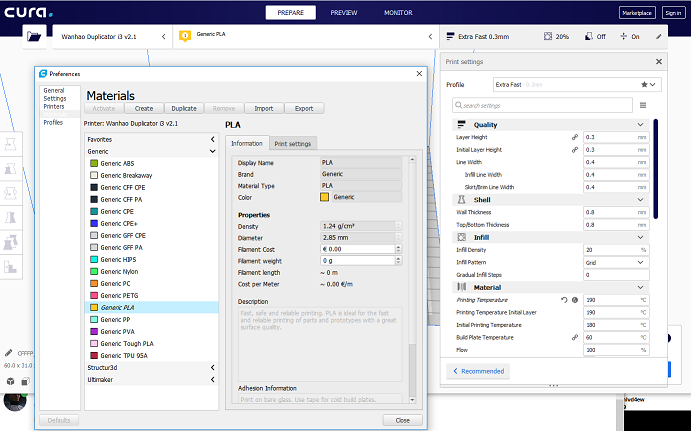
Can you check your printer setup in Cura to ensure that it's set to use 1.75mm filament and not 2.85mm.
Also the temperature tower would be a good idea. We need to verify that your temperatures are accurate, or at least find a temperature where extrusion can happen smoothly.
-
@veti said in First Test Print following Duet3d Upgrade:
can you print a temperature tower?
https://www.thingiverse.com/thing:2625999I agree, it looks to me that your test print with the Duet is printed at too high a temperature.
-
@bricor Yes, I am using the stock Wanhao Duplicator i3 v2.1 extruder wich is described as;
MK10 Single-Extruder (with Steel X-Carriage)
Re: Bed leveling. Yeah, kinda am. Its just such and ambiguous process. You can give 4 people the same printer and tell them what to do and they will all assume a different criteria for success. How on earth are you supposed to condense that into anything approaching a fool-proof method.
-
Apologies for going off subject with the bed leveling, but it may be the i3 design that's the issue. Bed leveling is a straight forward procedure on a printer like this and does not require a probe. Delta printers require a bit more to get right and probing makes life easier but also not necessary.
To get back on track, print the temp tower and post the results. Interested to see where this goes.
-
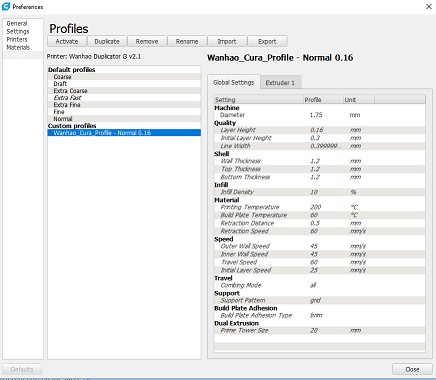
I have the print running at what Cura (4.1.0) calls "Extra Fast" the settings for which are as follows;
Resolution: 0.3mm
Print Temp: 190
Print Temp Initial Layer: 190
Initial print temp: 180
Build Plate Temp: 60
Flow: 100%
Retraction enabled
Retraction Distance: 6.5mm
Retraction Speed: 25
Print Speed: 60
Travel Speed: 120
Initial Layer Speed: 30.0
Cooling Enabled
FAN Speed: 100
FAN Regular Speed: 100
FAN Max Speed: 100
Support: No
Build Plate Adhesion: Brim
Brim Width: 8.0
Print Sequence: All At OnceHowever. The Wanhao Duplicator i3 profile is active in the Cura interface so I'm not sure how much of that it keeps if you choose a Cura based resolution rather than the Wanhao profile (included below).
It's worth mentioning that I used the "Extra Fast" setting to produce the better quality Benchy while the Wanhao i3 was still using the factory Melzi board.
-
Let me know if these are too small, I was getting told off by the system earlier for trying to post images that were too large, so have been reducing the images by 50%
-
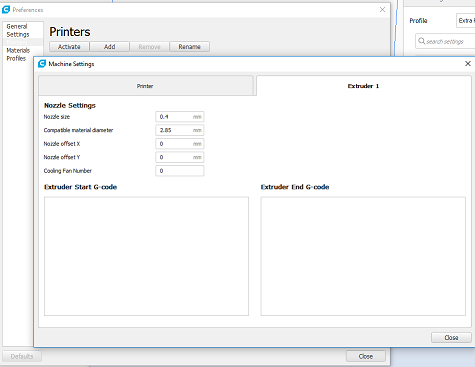
As I suspected, the screen shot of your machine settings extruder tab show it's using 2.85mm for your filament diameter. Change that to 1.75 or whatever the measured diameter of your filament is.
-
@Phaedrux Thanks for spotting that. I am confused about the relationship between the Wanhao profile and the Cura "Extra Fast" setting. Does that suggest that Cura uses the Wanhao profile as the base setting and then applies the Cura Extra Fast setting as a "tuning" of the model to be printed?
By the way, I'm definitely using 1.75 filament.
-
I don't think the machine setting has much of an effect on the print settings exactly. But it does define the physical properties of the machine.
Either profile you choose will likely work fine ok nice the filament diameter is set correctly.
-
@phaedrux Thanks, I will try printing the temp tower and see what happens.
-
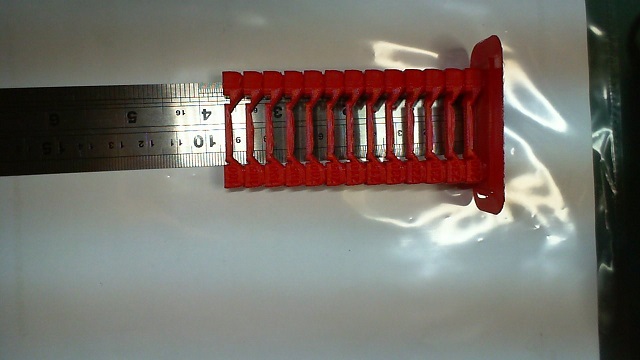
I have adjusted the machine settings to reflect 1.75 filament, re-leveled the bed, leveled the X-axis and started to print the temperature tower. Looks like a good 'squish' but there is already sign of melting on the left hand

-
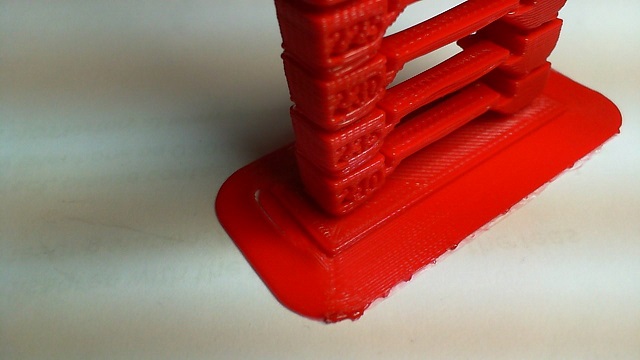
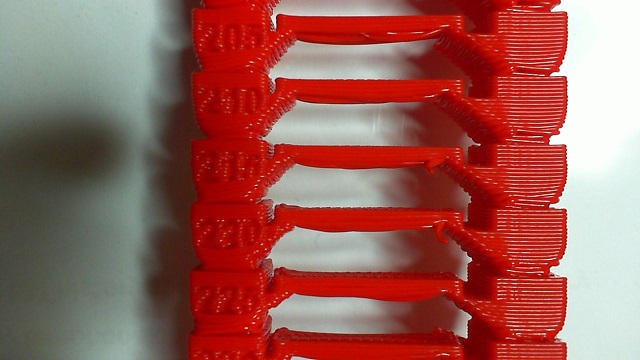
OK Folks. The temp tower has finished printing and the results are in. I am adding photos and the Cura GCode for your perusal.
-
Did you manually change the temperature? Looking at the gcode file I don't see any M104 commands in there to change the temp at the corresponding layer.
On the plus side it looks better than the Benchy.
-
I didn't change anything in the code, I just downloaded it and exported the gcode to Duet Web Control. I see the author mentioned the different temp changes and a failed Perl script.
Was I supposed to change those?
-
@phaedrux said in First Test Print following Duet3d Upgrade:
On the plus side it looks better than the Benchy.
It IS steady progress. The suggestion you made to change the M556 and M203 started it in the right direction, the correct filament size got it midway.
-
Yeah, in order to change the temperature at each layer section you need to go into the exported gcode file before printing it, find the layer height you want the temperature to change and then add your own M104 command to set the temperature. Otherwise it just prints to whole tower at the same temperature and kind of defeats the purpose.
-
I think if you can get your temperature sorted out you'll get the rest of the way there.
I'm not super familiar with the Wanhao hotend, but maybe it's a good opportunity to upgrade to an E3D V6 with proper thermistor or PT100, etc that would give you known reliable temps.
-
@phaedrux said in First Test Print following Duet3d Upgrade:
I'm not super familiar with the Wanhao hotend, but maybe it's a good opportunity to upgrade to an E3D V6 with proper thermistor or PT100, etc that would give you known reliable temps.
LOL, yep, I like your thinking, but I'm going to have to do one upgrade at a time to limit "anomalies". I have a 3mm base to add, the BLTouch and [optional] igus RJ4JP-01-08 - Solid Polymer Bearings (LM8UU) .
But I can't do any of that without getting the prints settled down.
-
This has not gone well so far.
I have no idea what point at which I should add my M104 entries on a print GCode. I found a great explanation by "inventimark" here: "3D Printing Guide #001 : Changing Temp in Gcode" https://www.youtube.com/watch?v=EATU7grYZ8E
So I fired up Repetier Host and loaded the "Better_Temperature_Tower_v5_240-180.stl" file. Next I worked through the tutorial changing the temp with the M104 command and the appropriate temp change at each new step in the tower.
I checked my X-Axis for parallel, changed my config.g to allow for the increase in extruder temp (mine had been set with the max temp well below 240) and the performed HomeAll.
I started the print.
First thing I notice is that today my Extruder temp is back to wandering. +5 Degrees above the primary temp (I set to get the extruder up to a working temp) and below by up to 2 Degrees. Strange, it wasn't doing that yesterday, though it did sort of settle down in the end.
The print starts. The skirt looks fine and sticks well, filament adhesion looks alright. I watch it until it starts the base of the first tower and then look away for a few moment. When I look back the print head is printing in midair around 10mm off the bed. I cancel the print.
Not sure if anyone can spot what I did wrong, damned if I know.
0_1559735319213_BM_Better_Temperature_Tower_v5_240-180.gcode
----------------------------------------------
No fate but what we make ....
-
@b0m0a0k
that g code does not contain any temperature variation.Open the file in a text editor like notepad++.
then find the layer information
i.e
;LAYER:116and add the corresponding line underneath.
i.e
M104 S225