CoreXY Ringing
-
Hi all,
I've built a huge CoreXY printer - based loosely on a short lived design by FLSun. Currently its at the "proof of concept" stage while I iron out all the bugs.
I've been trying to iron out the settings, and I spent a few hours on these forums last night looking for clues to a ringing problem I had on a large test cube.

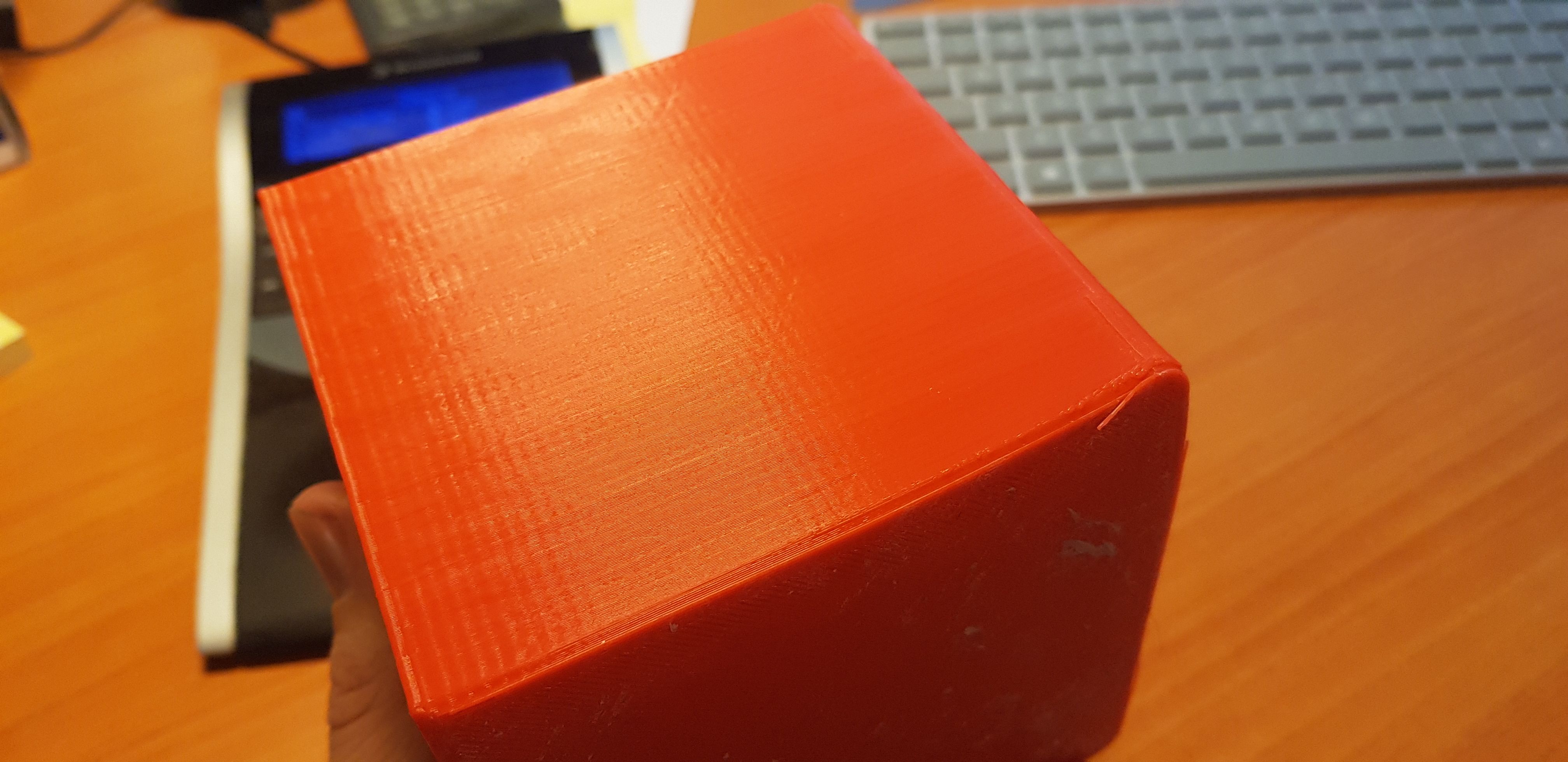
I added M593 to my config.g file (along with a few other tweaks) and that seems to have cured it completely. However, There is now a larger artifact at the very start of a long wall, then it fades away to nothing. - see image below.

What could cause this? I'm assuming it's a G-Code thing since it wasn't there before.
I've attached my config.g as well for reference. config.g
(also appreciate if you notice anything in that config that I should attend too as well.Finally... Big thanks to dc42 and Phaedrux for all their wisdom - all the posts I found offered some valuable contribution from one or both of you.
All the best.
-
Is ringing affected by the print speed?
Frederick
-
I would try lowering the acceleration.
There may be a part which is flexing (belt tenstion too low, some pulley or axis).
-
@fcwilt
This is the first print since I tweaked the settings, so I'm not sure...
What action would I take in either case? -
@JoergS5
Its likely that the gantry is flexing ... it's only 40x20 Vslot over 800mm long,
I'll try reprinting on a different area of the bed (gantry closer to one end), and tweaking the accel...Keen to keep the suggestions coming, it'll keep me busy over the weekend.
Cheers
-
@Gerrard said in CoreXY Ringing:
@fcwilt
This is the first print since I tweaked the settings, so I'm not sure...
What action would I take in either case?I have no idea. I was just wondering about this ringing issue which I don't think I have encountered in my prints BUT I don't try to print at very high speeds with 60 mm/s being my normal speed.
Frederick
-
@Gerrard said in CoreXY Ringing:
@JoergS5
Its likely that the gantry is flexing ... it's only 40x20 Vslot over 800mm long,
I'll try reprinting on a different area of the bed (gantry closer to one end), and tweaking the accel...Keen to keep the suggestions coming, it'll keep me busy over the weekend.
Cheers
Sometimes it helps to make the gantry more stiff by adding some triangle connections at the corners. Steel/Aluminium plates or even steel wires could help.
-
It looks like you've traded one frequency of ringing for another. DAA has limitations, especially in a corexy where the X and Y axis may have different ringing frequencies. In the end, for my corexy, I had to find a jerk/accel combo that gave good quality on external walls, I also use Cura that allows me to set different jerk/accel per print move, so that infill, etc can be much faster than the walls need to be.
-
Hi All,
Quick updated. I spent most of today tuning settings and speeds - mostly in search of good quality and super high speeds.
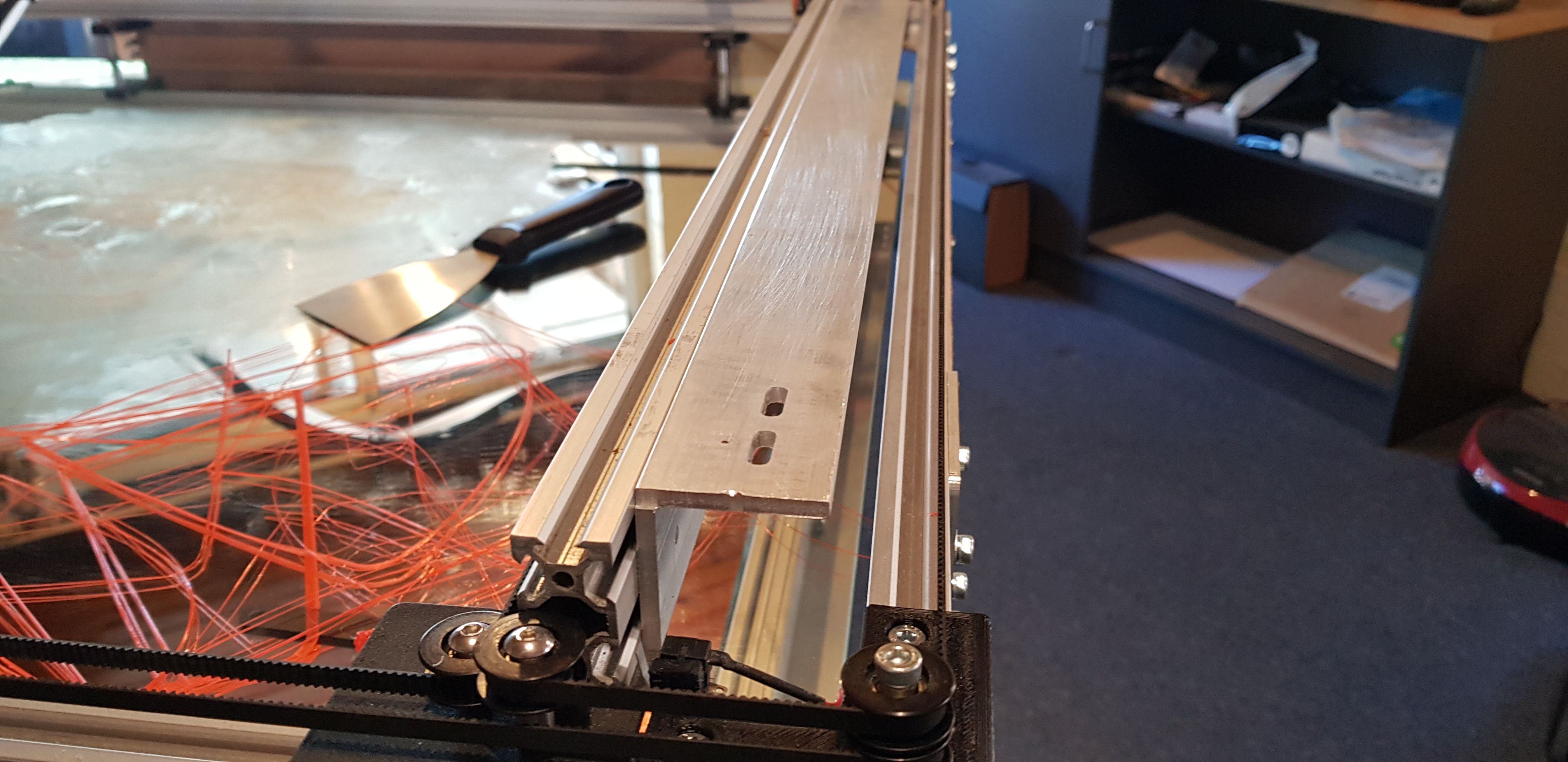
I added an equal angle to the back of the gantry in the hope of curing some of the vibration, and it's done the trick for sure - which validates the flexing hypothesis.

I reduced the acceleration slightly (at the same time) and started cranking up the speed. I've managed to achieve 300mm/s on a simple thin walled square with only the faintest trace of ringing so I'm thrilled with that result. I did get a problem with under extrusion at about the 200mm/s mark, but I cured that by just turning the nozzle temp up to 220°C, and that cured it.

My final settings were
300mm/s for all surfaces (walls, top and bottom layers).
100mm/s for initial layers.
500mm/s^2 Accel (all conditions)
9mm/s Jerk.I feel like I could go a fair bit higher on the accel, so I'm going to try pushing that a little harder over time.
I do however have another problem (pre-existing)... I'll start a new thread for that to keep this clean.
Thanks all.
-
What could cause this? I'm assuming it's a G-Code thing since it wasn't there before.
On my printer (CR10 style) this would be caused by an incorrect pressure advance parameter.
-
Hi @jens55 - As above, it seems to be related to the stiffness of the gantry... increasing the stiffness made the problem go away.
-
DAA (M593) has an inherent flaw in that it only really works perfectly when there is 0 jerk.
Unfortunately it´s usually the jerk that causes most of the ringing... -
I somehow missed the picture with the final settings when I replied earlier.
That surface finish is incredible! I have never seen finish like that before even at a much lower speed. It's amazing what can be done if you don't sling a 2 kg (or whatever) bed around !Thanks for posting that ....
Hmmmm ..... food or new 3D printer ..... well this seems a good enough reason to go on a diet!
-
@jens55 It's worth noting that I was only printing at 0.2mm layer height. It's easy (easier?) to get a nice finish at lower layer height - there's less molten plastic to deal with.
-
At 300 mm/sec you can print as fast with 0.2 mm layers as I can go with a 1 mm layer height! It just amazes the hell out of me!
I hope that you might have a chance to share more pictures of your build as it progresses (or when it's ready for prime time). -
@jens55 with acceleration at 500 mm/sec^2 and jerk at 9 mm/sec, the printer probably never actually achieves 300 mm/sec.
-
@jens55 said in CoreXY Ringing:
Hmmmm ..... food or new 3D printer ..... well this seems a good enough reason to go on a diet!
With a good multipaterial printer you can print your food!
")
-
@mrehorstdmd The bed is 800x870 so there's plenty of room to move. But you're right, you need a bigger print. I'll increase Accel and Jerk soon - I decreased them to help eliminate those defects initially.
-
@Gerrard Now look at corners of a square print- at low jerk and accel they then to get fat and rounded. Everything is a trade off.