Homing advice
-
That may have done it.
X+ Moves to the right !!!!!!
Y+ Moves to the Back!!!!
Z+ Moves up!!!!!so after i home, the "position tool" says its X - 225.0, Y 225.0, Z - 300.00 thats what i want right?
-
-
no dashes,
Status
Printing
Mode: FFF
Tool Position
X
225.0
Y
225.0
Z
300.00 -
The last thing to check is that when you move to 0,0 it's at the corner of the bed. If it's not, then you'll have to adjust the M208 maxima values.
-
so when i "home all" it sends it to the back right corner. when i got to 0,0 it goes to the front left corner. when i try to start a print, it starts in the back right corner, bangs against the stops then the bed starts to lower all the way.
-
What do you have in your start gcode?
-
Here is the start:
;FLAVOR:Marlin
;TIME:336
;Filament used: 0.10025m
;Layer height: 0.2
;MINX:89
;MINY:95
;MINZ:0.2
;MAXX:131
;MAXY:125
;MAXZ:14.8
;Generated with Cura_SteamEngine 4.6.1
M140 S60
M105
M190 S60
M104 S230
M105
M109 S230
M82 ;absolute extrusion mode
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk
M220 S100 ;Reset Feedrate
M221 S100 ;Reset FlowrateG28 ;Home
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position
G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line
G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little
G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis upG92 E0
G92 E0
G1 F5100 E-7
;LAYER_COUNT:86
;LAYER:0
M107 -
@agent0810 said in Homing advice:
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup JerkUnrelated, but delete those lines from your slicer start gcode section in Cura.
I don't see a G90 in there to make sure you're in absolute positioning mode.
Does it do the prime line correctly or does it just start crashing?
-
just starts crashing.
-
Here are my machine settings in cura......do the print head settings look okay?
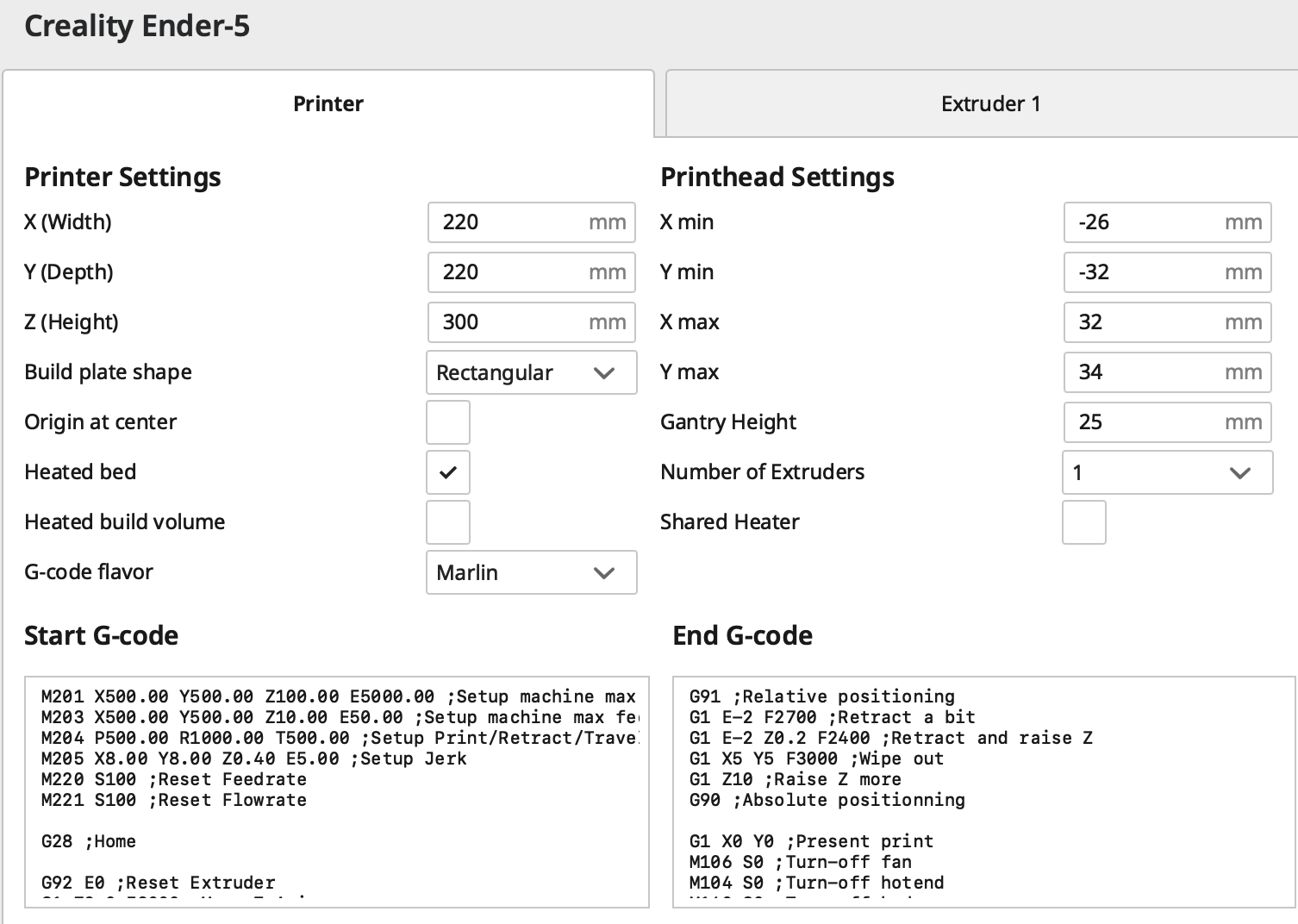
-
Change the Gcode flavor to RepRap.
Can you share an actual sliced gcode file?
-
yea let me see what i can get. should i just place G90 in before the G92? googled it and didnt see an actual setting for it in cura but someone said they just put it in the start code.
-
Well I'd like to see the full sliced gcode first to see what it's actually got inserted where.
-
I think this is what you are looking for.
-
Ok, try changing your start gcode to be
M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate G28 ;Home G90 ; absolute positioning. G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G92 E0 G92 E0 G1 F5100 E-7The other question I have is about your Z probe. Currently you are homing to the Z max position with an endstop. Do you also have a probe installed? Is your Z axis moving correctly?
-
alright ill drop that in there, thank you.
i have this probe that came yesterday i need to install, but i need to print a bracket to put it on before i can lol.
https://www.filastruder.com/products/mini-differential-ir-height-sensor
-
So i think we have progress, no crashing before hand, but the bed goes half way down and then it starts to print but doesnt extrude any fillament.
-
That sounds like the Z steps per mm is incorrect.
Try to measure how much it actually moves when you command it to move 10mm.
I'm not sure off hand what the Ender 5 pro Z steps should be, but if you have lead screw and motor details it can be worked out.
Z_steps_per_mm = (motor_steps_per_rev * driver_microstep) / screw_lead -
i raised it all the way, marked the back, lowered it 10mm then marked the back, lowered the bed out of the way and measured, looks like it only went about 4.5mm.
Will the motor steps and driver info be online or on the device?
thanks again for all your help on this.
-
Doing a Google it looks like it might be 800. Which kinda matches with what you've measured.