I could use some help
-
@fcwilt if you have the time, please send the X and Y code, then be off with you to your own time, and thank you in advance.
-
@mac said in I could use some help:
@fcwilt got it, ship me the X and Y code please. I'll test Z right now to confirm that the changes accomplished what I may have to use to correct X and Y if they aren't up to snuff.
OK
Homing X should look something like this:
G91 G1 H1 X-230 F3600 G1 X15 G1 H1 X-10 F360 G90 G1 X110 F3600 ; this just moves X to the centerline of the bed - doesn't matter where - it can be any place at all that suits you.Homing Y should look something like this:
G91 G1 H1 Y-230 F3600 G1 Y15 G1 H1 Y-10 F360 G90 G1 Y110 F3600 ; this just moves Y to the centerline of the bed - doesn't matter where - it can be any place at all that suits you.Now I would do homeall.g like this:
M98 P"homeZ.g"
M98 P"homeX.g"
M98 P"homeY.g"It is not as efficient as it can be but it does re-use the code you already have in the other axis homing files.
Now I have no idea what kinds of speeds your printer is capable off. I just used F3600 and F360 since they should be workable and safe. Feel free to pick other speeds as suits you.
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
@fcwilt thanks very much. hopefully, I'll be printing the next time we speak.
-
@mac said in I could use some help:
@fcwilt thanks very much. hopefully, I'll be printing the next time we speak.
Did you get Z homing to work?
Frederick
-
@fcwilt Let's talk later. If I make a video of it, I'll send you a link.
-
This post is deleted! -
G91 ; relative positioning G1 H2 Z5 F3600 ; lift Z relative to current position G1 H1 X225 Y225 F1800 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X-5 Y-5 F3600 ; go back a few mm G1 H1 X225 Y225 F360 ; move slowly to X and Y axis endstops once more (second pass) G90 ; absolute positioning G1 X-10.875 Y4.375 F3600 ; go to first bed probe point and home Z G30 ; home Z by probing the bedThis is the code that's in the system. It doesn't look like your suggestion? So I'm not sure how to proceed.
-
@mac said in I could use some help:
G91 ; relative positioning G1 H2 Z5 F3600 ; lift Z relative to current position G1 H1 X225 Y225 F1800 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X-5 Y-5 F3600 ; go back a few mm G1 H1 X225 Y225 F360 ; move slowly to X and Y axis endstops once more (second pass) G90 ; absolute positioning G1 X-10.875 Y4.375 F3600 ; go to first bed probe point and home Z G30 ; home Z by probing the bedThis is the code that's in the system. It doesn't look like your suggestion? So I'm not sure how to proceed.
As I mentioned that is the code for homing with a Z probe.
You have a Z endstop switch as well so you can use that, instead of the Z probe, and get quicker and simpler homing.
We discussed getting rid of that code and replacing it with my code.
What happened to doing that?
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.3.10 on Mon Jun 27 2022 06:45:01 GMT-0700 (Pacific Daylight Time) M98 P"homeZ.g" M98 P"homeX.g" Mpo P"homeY.g" ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F60 ; lift Z relative to current position ;G90 ; absolute positioningThis is what I put in homeall.g's place.
-
-
@mac said in I could use some help:
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.3.10 on Mon Jun 27 2022 06:45:01 GMT-0700 (Pacific Daylight Time) M98 P"homeZ.g" M98 P"homeX.g" Mpo P"homeY.g" ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F60 ; lift Z relative to current position ;G90 ; absolute positioningThis is what I put in homeall.g's place.
So you where showing me the code from homeall.g - I misunderstood.
That code you now have will work fine IF the individual homing files work.
You can strip it down to this:
; homeall.g ; called to home all axes M98 P"homeZ.g" M98 P"homeX.g" M98 P"homeY.g"But don't test it until you have verified that homing each axis by itself is working.
Frederick
-
@fcwilt that's what I'm working on right now.
-
-
@mac said in I could use some help:
This the first effort to home X and Y.
OK X is behaving very strangely.
But as to Y:
Is the Y endstop at the front of the machine or the back?
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
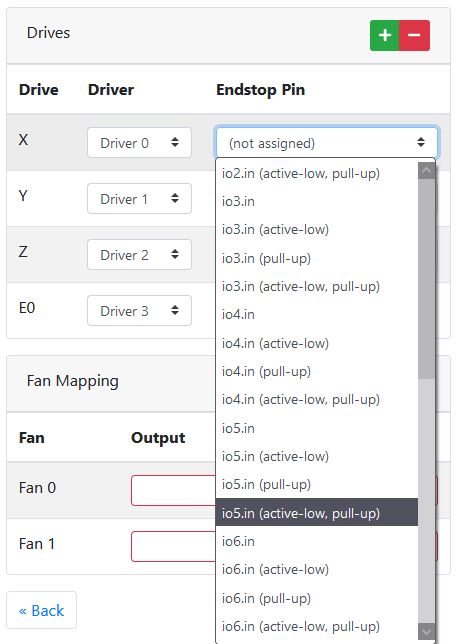
@mac I see that the Duet Mini 5+ does not have on-PCB pullups on the IO pins.
You need to go to the RRF configurator and select "Active low with pullup" if you are using normally-open switches connected to ground as endstops.
Without a pullup, every time a stepper motor starts moving, your machine will start to get signals indicating the endstop switch is being pressed.
SeemeCNC Rostock Max V3 converted to V3.2 with a Duet2 Ethernet Firmware 3.2 and SE300
-
@fcwilt it’s at the back.
-
@alankilian sorry to disappear, texting on this iPhone 8’s a bitch. I’ll make that change and post a video of the results do you can see the results.
-
@mac said in I could use some help:
@fcwilt it’s at the back.
So you have a moving bed.
To get to the max end of Y the bed moves toward the front?
To get to the min end of Y the bed moves toward the back?
But stepping Y by minus 10 caused it to move toward the front?
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
273 posts!

-