not able to get a good first layer using 3PL and bed mesh
-
Looks a bit like a saddle shape as you'd see when the X axis sags slightly. There would also be a little left to right tilt along with that.
-
@Phaedrux
so i carnt work out my my nozel height from the bed is so far off ,
drawing below the inner 4 points is where i probe for Mesh the other middle point at the back of the bed used for 3PL.
The outer three points are the pivot points Z ( bottom = Front, Top = back of bed)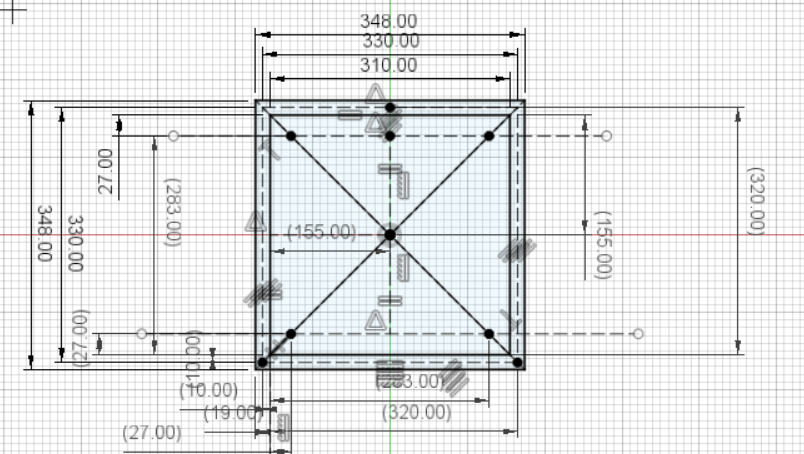
probe repeatability test just to make sure its ok.
bed probe heights: 0.027 0.027 0.027 0.025 0.025 0.025 0.025 0.024 0.024 0.024, mean 0.025, deviation from mean 0.001
G30 P0 X27 Y27 Z-99999 ; probe near a leadscrew
G30 P1 X283 Y27 Z-99999 ; probe near a leadscrew
G30 P2 X155 Y283 Z-99999 S3 ; probe near a leadscrew and calibrate 3 motors3PL
12/17/2022, 10:20:58 AM Leadscrew adjustments made: -0.004 -0.003 -0.002, points used 3, (mean, deviation) before (-0.003, 0.001) after (0.000, 0.000)home Z.g
12/17/2022, 10:20:28 AM Leadscrew adjustments made: 0.002 0.008 -0.002, points used 3, (mean, deviation) before (0.003, 0.003) after (0.000, 0.000)
3PL12/17/2022, 10:19:58 AM Leadscrew adjustments made: 0.090 0.091 -0.004, points used 3, (mean, deviation) before (0.055, 0.035) after (-0.000, 0.000)
3PL12/17/2022, 10:19:27 AM Leadscrew adjustments made: 0.481 -0.045 -0.147, points used 3, (mean, deviation) before (0.083, 0.214) after (0.000, 0.000)
3PLmeasuring the nozel tip to the bed at the front locations
g1 x304 y27 z1 F15000 gap from nozel to bed 0.85mm
g1 x27 y27 z1 F15000 gap from nozel to bed 1.20.mmPutting a 1mm shim between the y carrier and mgn block left side ( effect of lowering the left side of the x axis) just to see if it has an effect
g1 x304 y27 z1 F15000 gap from nozel to bed 0.95mm
g1 x27 y27 z1 F15000 gap from nozel to bed 0.65.mmi dont get why the difference is around 0.4mm
i created a macro to probe the 3pl points to check if there is any discrepancy
; Test repeatability at 3PL bed locations
M291 P"Probe will be tested 12 times and return mean and standard deviation. Ok or Cancel?" R"WARNING" S3 ; User must click OK or cancel.
M98 P"/macros/ProbePickUp"
G30 P0 X27 Y27 Z-9999
G30 P1 X283 Y27 Z-9999
G30 P2 X155 Y283 Z-9999
G30 P3 X27 Y27 Z-9999
G30 P4 X283 Y27 Z-9999
G30 P5 X155 Y283 Z-9999
G30 P6 X27 Y27 Z-9999
G30 P7 X283 Y27 Z-9999
G30 P8 X155 Y283 Z-9999
G30 P9 X27 Y27 Z-9999
G30 P10 X283 Y27 Z-9999
G30 P11 X155 Y283 Z-9999 S-1
M98 P"/macros/ProbeDropOff"
M402result
G32 bed probe heights: 0.116 0.063 0.092 0.097 0.091 0.095 0.097 0.098 0.095 0.098 0.095 0.096, mean 0.095, deviation from mean 0.011
ProbeDropOff<
-
@moth4017 That looks like repeated running of your 3PL script is resulting in an increase in the correction each time. That usually indicates that the motor order for the Z axis does not match the order you have specified in M671 (see: https://docs.duet3d.com/User_manual/Connecting_hardware/Z_probe_auto_levelling) if you run 3PL multiple times you should see the values converge. The other potential issue is that I think you mentioned earlier that you removed the call to home z from your 3PL macro. That is probably not a good idea. when you use the 3PL your Z=0 point will almost certainly no longer be correct, so you should really reprobe the bed after each iteration.
Other than that I have no idea what is going on with your setup. Sorry.
-
the values are reducing oldest value at the bottom, here is the results with the values the other way around, newest at the top
12/19/2022, 9:53:55 AM ProbeDropOff
12/19/2022, 9:53:45 AM Leadscrew adjustments made: 0.000 0.000 0.000, points used 3, (mean, deviation) before (0.000, 0.000) after (0.000, 0.000)
3PL finished
home Z.g
12/19/2022, 9:53:12 AM Leadscrew adjustments made: -0.003 -0.011 -0.003, points used 3, (mean, deviation) before (-0.005, 0.003) after (-0.000, 0.000)
3PL finished
3PL
12/19/2022, 9:52:48 AM Leadscrew adjustments made: -0.013 0.012 0.004, points used 3, (mean, deviation) before (0.001, 0.008) after (-0.000, 0.000)
3PL finished
3PL
12/19/2022, 9:52:17 AM Leadscrew adjustments made: 0.491 0.261 -0.565, points used 3, (mean, deviation) before (0.027, 0.352) after (0.000, 0.000)
3PL finished
3PL -
@moth4017 Ok, well so long as they converge, but I still think you should be resetting Z=0 after using 3PL. Other than that sorry no idea....
-
@gloomyandy
Thanks il add back in the Z=0 after each 3PL to see if it makes a difference, -
with the z=0 in between the 3PL i have a 0.3mm differenced between left and right side
-
no matter what probe i use or method of checking the gap of the nozzle to the bed i seem to get around the same offset 0.3 to 0.4mm left side of the bed always further from the nozzle than the right .
if the 3 probed points on 3PL always come out around these figures 0.002 0.008 -0.002, im not sure why the nozzle is then 0.35 mm ish off the probe values.
yet if i do a probe test om the front and left corners i get these results
M98 P"0:/macros/probe test front left"
G32 bed probe heights: 0.144 0.141 0.141 0.141 0.141 0.144 0.147 0.147 0.147 0.147, mean 0.144, deviation from mean 0.003M98 P"0:/macros/probe test front right"
G32 bed probe heights: 0.163 0.166 0.166 0.166 0.166 0.166 0.166 0.166 0.166 0.166, mean 0.165, deviation from mean 0.001it would suggest that when i move the nozzle to the same points the levels have changed .
Open to any ideas or way to test this to find the offset
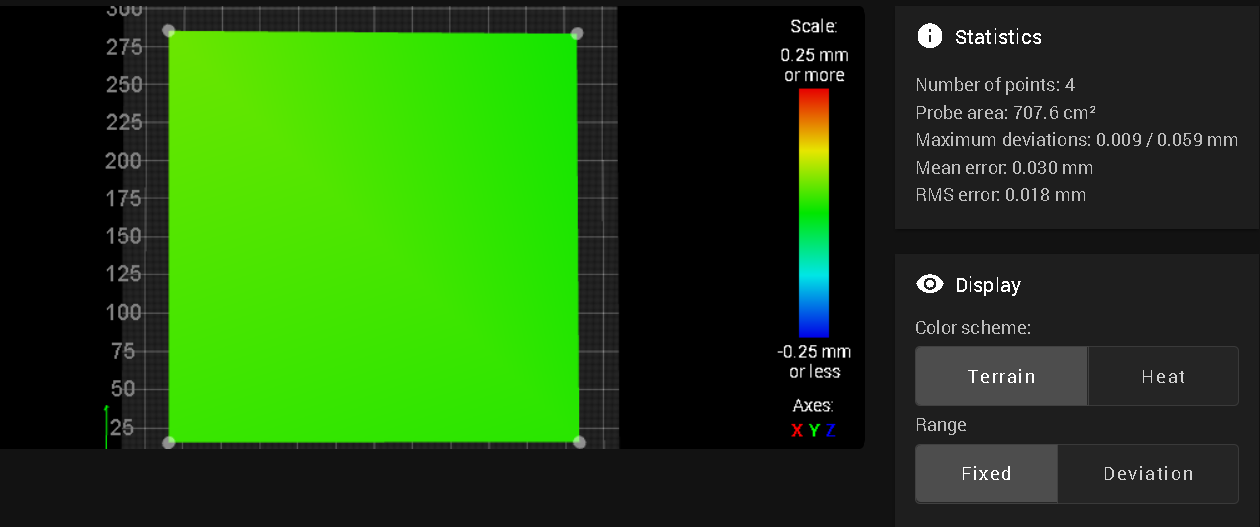
i have done a 3PL with the z sensor , replaced the z sensor with a dial gauge sweeped the bed from left to right max error 0.055
-
@moth4017 Do you see the same nozzle height of 0.3 all the way along the left side of the bed or does it change? TRy measuring the nozzle height at several points along the left edge front to back.
What point are you probing when you get a "front left" result of 0.141 and "front right" result of 0.166? Why are these readings different to the results you are getting from the front points in your 3PL probes? If you position the probe at the same point as used for your 3PL operation what readings do you get there?
-
@gloomyandy
so the front of the bed is supported at each corner and the back is supported in the middle. (i have 3 z axis)so the main error im concerned about is at the front as these 2 points should be the same height to keep the bed level.
im always probing and measuring at the same points (see drawing above) , so the left front point always seem to be around 0.3mm further away from the nozzle then the front right point after a 3PL.
i even took apart the x axis today just to make sure nothing was loose/broken/cracked etc at least i got to re-greese the x mgn.
did another test same error, so now i have re-trammed y rails rebuilt x axis , ive also removed the belts on the z axis to make sure there is no debris around the bottom pulley's . as you can see im clutching at straws , i know its going to be something simple at the end of this so lucking forward to kicking myself in the future

-
@moth4017
Did you mention, what type of z-probe sensor you're using? If it's an inductive or capacitive sensor, all sorts of issues can occur. -
@o_lampe I'm using a micro switch which is picked up and dropped off,
-
@moth4017 said in not able to get a good first layer using 3PL and bed mesh:
M291 P"Probe will be tested 12 times and return mean and standard deviation. Ok or Cancel?" R"WARNING" S3 ; User must click OK or cancel.
M98 P"/macros/ProbePickUp"
G30 P0 X27 Y27 Z-9999
G30 P1 X283 Y27 Z-9999
G30 P2 X155 Y283 Z-9999
G30 P3 X27 Y27 Z-9999
G30 P4 X283 Y27 Z-9999
G30 P5 X155 Y283 Z-9999
G30 P6 X27 Y27 Z-9999
G30 P7 X283 Y27 Z-9999
G30 P8 X155 Y283 Z-9999
G30 P9 X27 Y27 Z-9999
G30 P10 X283 Y27 Z-9999
G30 P11 X155 Y283 Z-9999 S-1
M98 P"/macros/ProbeDropOff"
M402
result
G32 bed probe heights: 0.116 0.063 0.092 0.097 0.091 0.095 0.097 0.098 0.095 0.098 0.095 0.096, mean 0.095, deviation from mean 0.011These results seem to indicate that there is something odd happening with the first 2 probes compared to the later ones at the same point. This may indicate some sort of backlash problem or perhaps there is still something pulling on the printhead and causing some (small movement) perhaps only when the head is moved in a certain way. The other possibility is that the probe is not fully in place after being picked up and is moving slightly during the probing process. What happens if after probing three points you return to the point you use for the probe pickup/dropoff and then repeat the three probes again? Do you get the same readings or do they change like they are doing above?
-
OK so this time i did the 3PL and without dropping of the probe went straight into the corner repeatability test
M98 P"0:/macros/3 corner deveation"
G32 bed probe heights: 0.003 -0.003 0.006 0.003 -0.003 0.003 0.000 0.000 0.003 0.003 0.000 0.000, mean 0.001, deviation from mean 0.003
ProbeDropOff
12/20/2022, 9:10:04 AM Leadscrew adjustments made: -0.030 0.007 -0.006, points used 3, (mean, deviation) before (-0.009, 0.012) after (0.000, 0.000)
3PL finishedso as you pointed out the first 2 readings being different to the rest could have been probe not fully located.
-
now with a drop off and pick up
M98 P"0:/macros/3 corner deveation"
G32 bed probe heights: 0.003 -0.003 0.006 0.003 -0.003 0.003 0.000 0.000 0.003 0.003 0.000 0.000, mean 0.001, deviation from mean 0.003
ProbeDropOff
12/20/2022, 9:10:04 AM Leadscrew adjustments made: -0.030 0.007 -0.006, points used 3, (mean, deviation) before (-0.009, 0.012) after (0.000, 0.000)
3PL finished -
im not sure if this is a valid test or not can someone let me know
also i have M561 to clear / disable bed mesh leveling.i added these lines to my gcode at the begining and end of the print file
M569 P0.4
M569 P0.5
M569 P0.6
to check to see if the stepper motors were moving during the printFinished printing file 0:/gcodes/300x300_0.25mm_PLA__3m.gcode, print time was 0h 6m
12/21/2022, 11:50:54 AM Drive 4 runs forwards, active low enable, timing fast, mode spreadCycle, ccr 0x00053, toff 3, tblank 0, hstart/hend/hdec 5/0/0, pos 680
Drive 5 runs in reverse, active low enable, timing fast, mode spreadCycle, ccr 0x00053, toff 3, tblank 0, hstart/hend/hdec 5/0/0, pos 264
Drive 6 runs forwards, active low enable, timing fast, mode spreadCycle, ccr 0x00053, toff 3, tblank 0, hstart/hend/hdec 5/0/0, pos 712
12/21/2022, 11:48:16 AM Drive 4 runs forwards, active low enable, timing fast, mode spreadCycle, ccr 0x00053, toff 3, tblank 0, hstart/hend/hdec 5/0/0, pos 104
Drive 5 runs in reverse, active low enable, timing fast, mode spreadCycle, ccr 0x00053, toff 3, tblank 0, hstart/hend/hdec 5/0/0, pos 828
Drive 6 runs forwards, active low enable, timing fast, mode spreadCycle, ccr 0x00053, toff 3, tblank 0, hstart/hend/hdec 5/0/0, pos 158the POS numbers are different , does this mean the stepper motors have been moving even though it was only printing a single layer?
-
@moth4017
I don't know what the POS number means, but it's much too short for a position variable or step counter. -
Reprinting parts for new x axis going to put them on the surface table before reinstalling to check for twist .
-
could not find a repeatable way to check the twist that i was happy with , so printed some more Y carrier parts as my others had cracks in them, reassembled did the 300 x 300 print test again, the same issue nozzle on the left-hand side of bed was further away then the right. look like about the same amount , not measured it yet
-
OK i think i have solved the issue :-
Its to do with 3PL , i have always measured 3 points in the 3PL , but have discovered today if you do a 4 points it levels much better .I now do this
;3PL
echo "3PL"
M561 ; cancels any bed-plane fitting as the result of probing
M564 S0 ; allow movement outside boundaries
G30 P0 X27 Y27 Z-99999 ; probe FR
G30 P1 X283 Y27 Z-99999 ; probe FL
G30 P2 X283 Y283 Z-99999 ; probe RL
G30 P3 X27 Y283 Z-99999 S3 ; probe RR S3 = 3 z axis
G90 ; Set to Absolute Positioning
echo "3PL finished" ;send Diagnose to console