 has landed...
has landed...Hi All, thought an update was in order, my eagle print is ready to roll. Have a look here if you're interested!
 )
)
Hi All, thought an update was in order, my eagle print is ready to roll. Have a look here if you're interested!
)
Hi All,
Thought the community might be interested in my largest print to date. The polar printer is really getting there now. Feel free to comment on the video via YT, it'll help get my channel back up and running too! ")
Anyway seasons greetings one and all!
All the best
Barry M

Well I thought the community might like to see this... I'm really pleased as the printer is really starting to fulfill its intended purpose!
Spent the day sanding seams and getting ready for a coat of fibreglass

Hi Folks,
This is my polar printer, it's down for a bed bearing upgrade at the moment, but she's definitely running and the duet's working a treat.
Working volume is 570mm diameter by 1150mm tall.
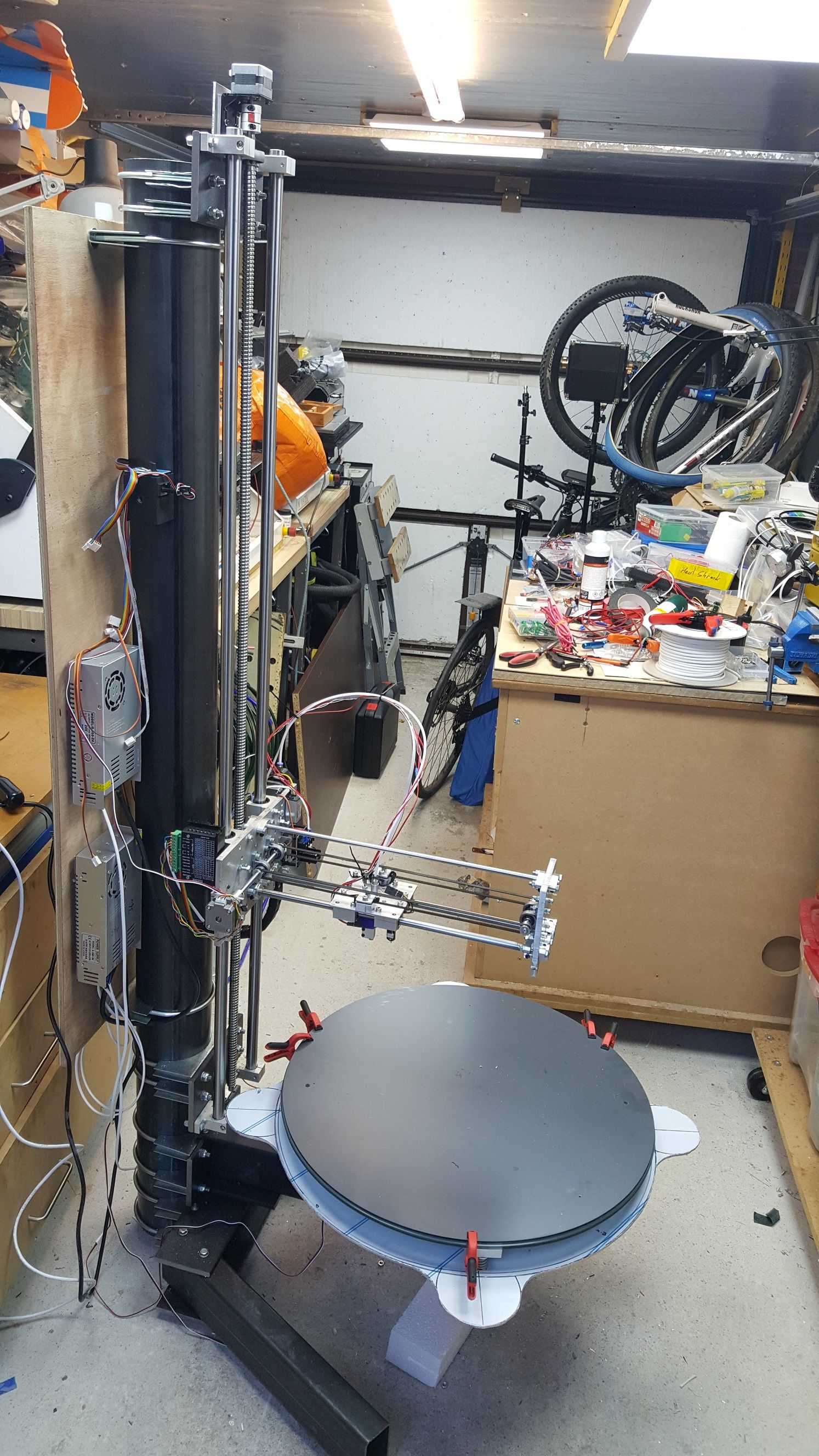
Here's some footage of her in action...
The YouTube playlist for the build so far is here:
https://www.youtube.com/playlist?list=PLWjZVEdMv1BY82izahK45qKh-hp3NFkix
My channel is www.YouTube.com/CNCModellerUK
I'm hoping to come to TCT so will drop by the stall. If you want some better pictures just let me know!
Cheers
Barry M
@too you could put M98 P"LayerChange.g" in your slicer layer change settings, and create a LayerChange.g macro to define the behaviour locally.
At least that would mean you could change that behaviour globally without having to re-slice your code.
Hi All,
Had to share this... So happy lol.
Lower tower test print was pre upgrade, current print is after upgrading.

Night and Day!
Hi Folks,
Well don't you just love it when a plan comes together!
The D4S is now operational and I'm running through retraction and PA test prints. Just the inevitable tinkering and tuning to go.
Duet2 with a Thermocouple daughter board to take the OEM K type sensors, 12864 display. Waiting for a 5v supply so I can disable the electronics cooling fans when a print is finished by turning off the power supply. Water cooling is triggered by nozzle heater block temps. OEM heated bed works fine once I figured out the wiring.
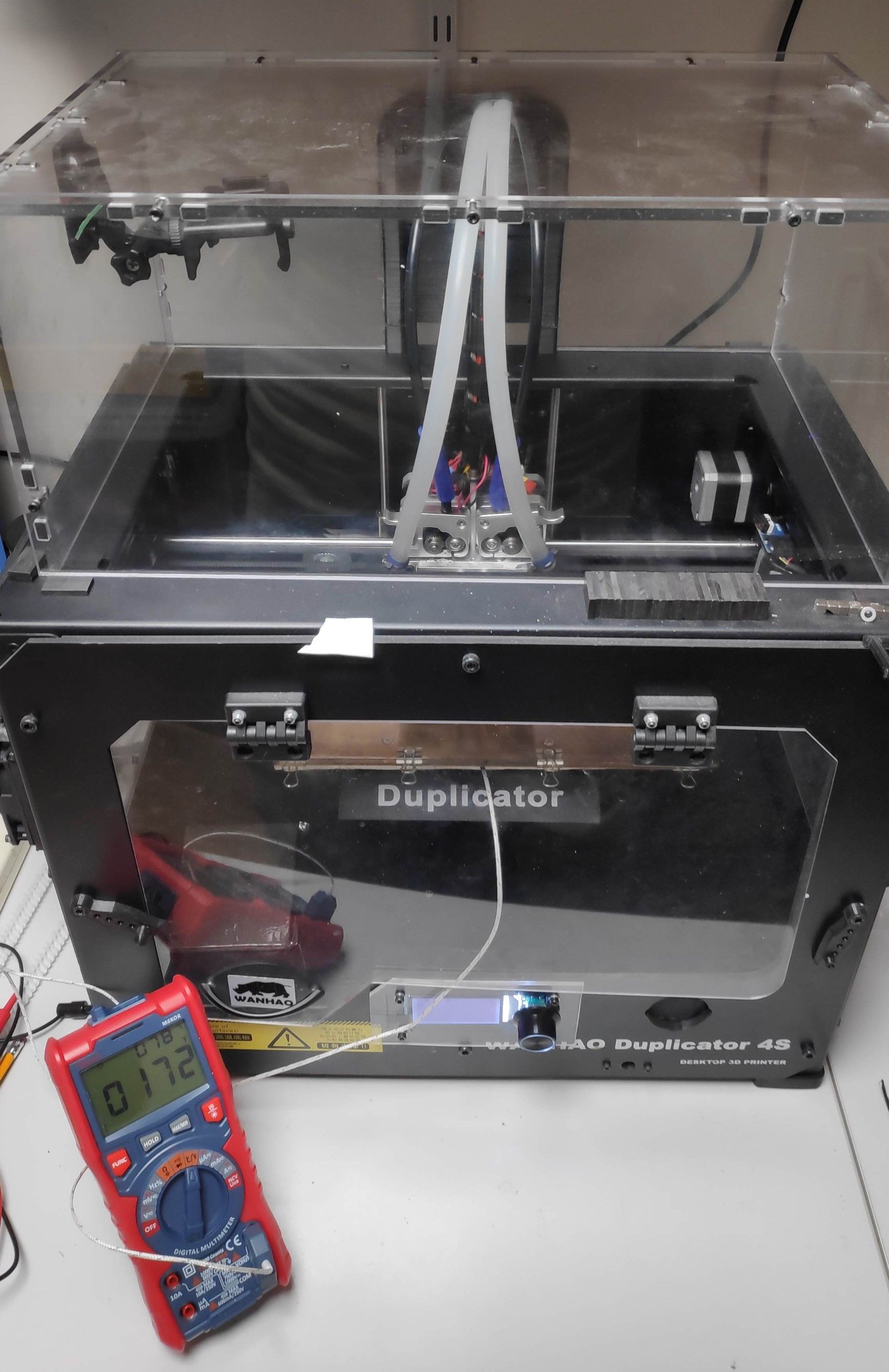
Just ordered a couple of refurbished Duet2 boards for my D5S and laser cutter, that should keep me busy over the winter months!
All the Best
Barry M

Just finished my motorised adjustable bed for the K40 laser cutter, possibly one of my longest projects ever, 10 years since I bought the first bits!
Just feel the need to share 
Happy days!
Barry M
@TrafficViolation personally I'd do this in hardware, on my K40 I have a switch on the lid that breaks the circuit to the "water safeguard" input, I've also got this wired in series to a manual switch on the control panel so I can force the laser to be off all the time.
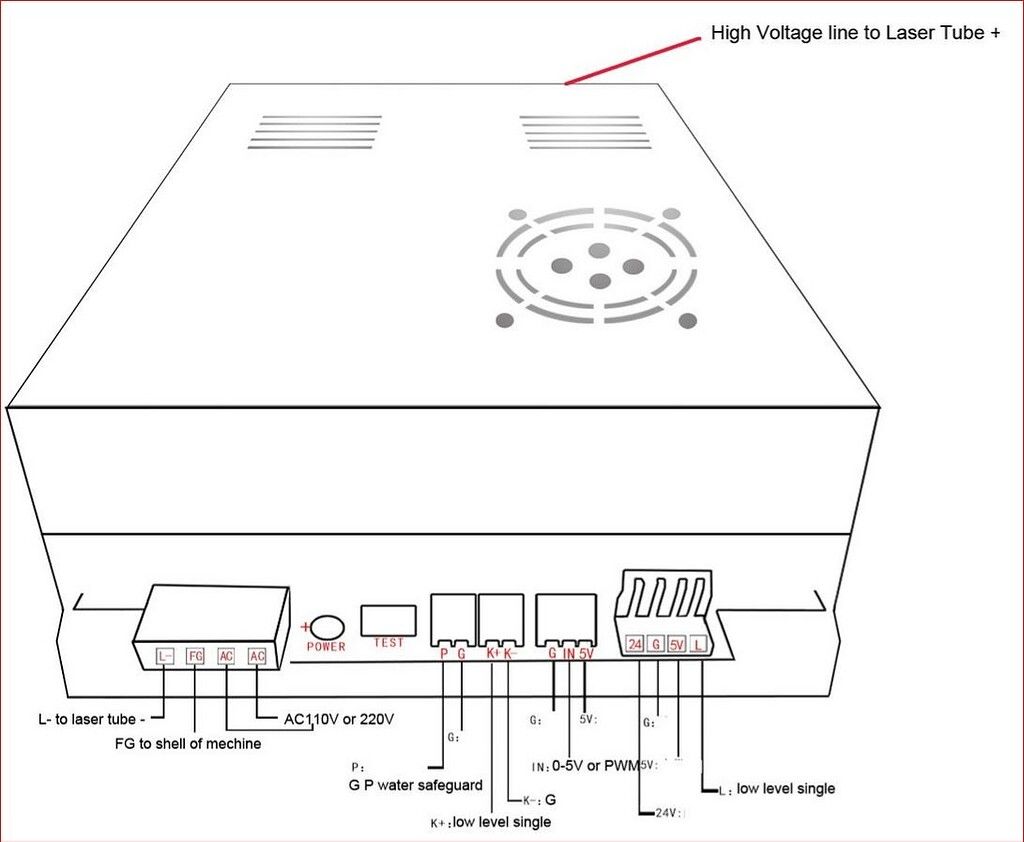
All the best
Barry M
@jay_s_uk said in Coming soon: Accelerometer Support:
@nuramori on klipper its a run once and remove from the system thing until you change something.
not sure if it will be used in the same way here or not
My understanding is also that it's a run once to characterise the resonance of the printer.
Input shaping is an open loop approach as far as I understand.
However, the accelerometer needs to be rigidly secured to the print head to accurately measure the printers characteristics so a dedicated mount IMO is a good idea.
That's not to say we won't find other uses for an accelerometer in the the future of course!!
Hi All,
Been looking at an ERCF for a specific job and was wondering if I built the hardware, could I run the control on a duet board as part of a normal tool change macro or would I be better off setting the ERCFup as a second motion system, or should I just get the standard controller and integrate it as a separate device ?
Any thoughts on the most appropriate solution would be greatly appreciated.
All the best
Barry M
General question, so we grind the bearings back to 9.1 mm, how much intersection with the filament does that result in? Or to put it another way, how much do the flanges bite into the surface?
Also how significant is the drag / twist on the filament, does the contra rotating pair of blade sets make a significant difference? I’m assuming there is an amount of backlash like behaviour due to the twisting effect.
Any thoughts would be appreciated
All the best Barry M
@oliof Thanks for the heads up, I’ve now ordered the correct bearings! Looks like I will be ready to tinker when I get the chance
Update - I’ve ordered 8x3x4mm flanged deep groove bearings, hopefully I’ve made the right choice… please let me know if I should order something else…
Hi All,
I’ve just finished for the holiday break and wanted to look at the hollow shaft extruder, is there a good consolidated reference material somewhere on the web?
I specifically want to order some flanged bearings to go with the carriers I already have but I can’t find the specs… unfortunately I don’t have time to dig into the thread befor Xmas but I want to order parts to grind the flanges and tinker with between Xmas and new year.
Any thoughts would be greatly appreciated.
Many thanks
Barry M
@o_lampe said in Control for “Maslow” style cnc:
PS: I like the
BotofTheClothidea with its strap-on corners. For a plotter or laser it might be good enough: Just buy a 8' x 6' plywood sheet and clamp the motors and idlers directly. No need for a permanent frame which only occupies workspace 99% of the time.
I had exactly the sam thought, personally the idea of having all of the moving parts in the plotter carriage with just a fixed anchor point at the corner of the 8x6 sheet would be ideal. Literally just put a screw in each corner and attach the belts, calibrate, and you’re r away. Ideally everything would retract into the plotter carriage for storage.
I also like the idea of a diode laser to mark out for manual cuts and labelling.
I could even see a larger version being used to layout where you put holes for steelwork or walls etc on a building concrete slab during construction.
All interesting stuff…
@o_lampe I like the idea definitely something worth thinking about.
@droftarts that’s interesting, I’m really only wanting to make custom shipping crates from sheets of plywoo. I could just use a large plotter to mark out the cuts and then a jigsaw, obviously being able to do the cutting is a bonus but it wouldn’t be something that’s used every day.
@o_lampe they seem to be having good success with their approach. I’m sure the accuracy isn’t as good as a traditional xy cartesian table but if the end product doesn’t require it…
https://www.kickstarter.com/projects/maslow4/maslow4-affordable-compact-large-format-cnc-router
Definitely something I’m interested in experimenting with especially if I can keep all of my machines in the same ecosystem.
Hi All, sounds like I’ll be moving to a larger workshop next spring and I wanted to start thinking about this again. It was discussed here briefly, does anyone have any further thoughts?
https://forum.duet3d.com/post/236979
All the best
Barry M