@T3P3Tony V4 says "Filament Length:" at the bottom. V5 says "Material Length:" at the bottom
GeneRisi
@GeneRisi
Former IBM engineer (35 years), retired and doing volunteer work and playing. I am into Amateur Radio and 3d printing.
Best posts made by GeneRisi
-
RE: Simplify3d and Filament Timingsposted in General Discussion
-
RE: Dumbfounded ! Firmware bug in 3.4 beta 6?posted in Beta Firmware
@dc42 I found the problem.
When tool T1 was being returned, the Y "parking" coordinate was off by 1 mm. The tool parking location didn't budge but the firmware thought that the tool location was 1mm beyond where it actually was. The machine is a corexy (E3D), so even though only the Y coordinate was off, I suspect it affected both the x and y location from the the firmware's perspective.
-
RE: Best IDEX nozzle wipe mechanisms?posted in 3D Printing General Chat
@oliof I have the pebble wiper design installed and it works very well once you have it set up properly. Does it do more than any other purge and wipe tool? Maybe not.

I have an e3d tool changer with a couple of home made Orbiter / v6 hot end tools and a Hemera. The version I use is on a linear rail so that it can accommodate different size tools.
-
RE: Extruder parameter format questionposted in General Discussion
I just created SeqTest.g which contains this:
M584 X0
M350 X16
M584 Y1
M350 Y16It runs fine. Did it do the right thing? I don't know yet.
-
RE: Accelerometer Usageposted in Beta Firmware
FWIW, twisted pair wiring is designed to use both wires in the pair. The signals we are carryng are not differential, so try connecting the "other" wire in the pair to ground at both ends of the wiring. You might find that it cleans up the signal quite a bit. I am using CAT5 unshielded cable for both the accelerometer and the Paneldue serial link without any issues (as far as I can tell)
-
RE: PanelDue 3.4.0-pre2 releasedposted in PanelDue
@mfs12 Has anyone mentioned a problem on the 5i where using the extrusion control (with tool 1) the extrusion length and speed do not remain highlighted after being selected? What would I provide for you to check this out if it is a new issue? I am using 3.4.0 b4.
On another note, could DWC report which version of firmware the Paneldue is running? It would be nice to have.
-
RE: All of a sudden, my corexy steppers aren't workingposted in General Discussion
@generisi I found errors that make me wonder how it ever worked... It is fixed now - thank you!
-
RE: Dumbfounded ! Firmware bug in 3.4 beta 6?posted in Beta Firmware
@t3p3tony Here is a simple print file that demonstrates T1,T0,T1,T0:
G90 M83 M117 Preheat & Level G28 G10 P0 S242 R200; set extruder 0 active and standby temps G10 P1 S242 R200; set extruder 1 active and standby temps M190 S85 ; wait for bed temperature ;mesh gcode G29 Q0 T1 G1 E-0.8000 F3000 ; feature skirt ; tool H0.200 W0.400 G1 Z0.200 F360 G1 X145.575 Y112.700 F9000 G1 E0.8000 F3000 G1 X139.600 Y106.725 E0.2810 F90 G1 X137.300 Y104.425 E0.1082 G1 X137.300 Y95.575 E0.2944 G1 X145.575 Y87.300 E0.3892 G1 X154.425 Y87.300 E0.2944 G1 X156.725 Y89.600 E0.1082 G1 X162.700 Y95.575 E0.2810 G1 X162.700 Y104.425 E0.2944 G1 X154.425 Y112.700 E0.3892 G1 X145.575 Y112.700 E0.2944 G1 E-0.8000 F3000 ; feature cross - external single extrusion ; tool H0.200 W0.400 G1 Z0.400 F360 G1 X147.738 Y100.000 F9000 G1 Z0.200 F360 G1 E0.8000 F3000 G1 X149.641 Y100.000 E0.0633 F45 G1 X150.000 Y99.641 F9000 G1 X150.000 Y97.738 E0.0633 F45 G1 E-0.8000 F3000 G1 Z0.400 F360 G1 X152.262 Y100.000 F9000 G1 Z0.200 F360 G1 E0.8000 F3000 G1 X150.279 Y100.000 E0.0659 F45 G1 X150.200 Y100.000 E0.0026 ; tool H0.200 W0.416 G1 X150.117 Y100.000 E0.0029 ; tool H0.200 W0.499 G1 X150.000 Y100.000 E0.0049 G1 X150.000 Y100.117 E0.0049 ; tool H0.200 W0.416 G1 X150.000 Y100.200 E0.0029 ; tool H0.200 W0.400 G1 X150.000 Y100.279 E0.0026 G1 X150.000 Y102.262 E0.0659 G1 E-0.8000 F3000 ; layer end T0; G1 E-0.8000 F3000 ; feature skirt ; tool H0.200 W0.400 G1 Z0.200 F360 G1 X145.575 Y112.700 F9000 G1 E0.8000 F3000 G1 X139.600 Y106.725 E0.2810 F90 G1 X137.300 Y104.425 E0.1082 G1 X137.300 Y95.575 E0.2944 G1 X145.575 Y87.300 E0.3892 G1 X154.425 Y87.300 E0.2944 G1 X156.725 Y89.600 E0.1082 G1 X162.700 Y95.575 E0.2810 G1 X162.700 Y104.425 E0.2944 G1 X154.425 Y112.700 E0.3892 G1 X145.575 Y112.700 E0.2944 G1 E-0.8000 F3000 ; feature cross - external single extrusion ; tool H0.200 W0.400 G1 Z0.400 F360 G1 X147.738 Y100.000 F9000 G1 Z0.200 F360 G1 E0.8000 F3000 G1 X149.641 Y100.000 E0.0633 F45 G1 X150.000 Y99.641 F9000 G1 X150.000 Y97.738 E0.0633 F45 G1 E-0.8000 F3000 G1 Z0.400 F360 G1 X152.262 Y100.000 F9000 G1 Z0.200 F360 G1 E0.8000 F3000 G1 X150.279 Y100.000 E0.0659 F45 G1 X150.200 Y100.000 E0.0026 ; tool H0.200 W0.416 G1 X150.117 Y100.000 E0.0029 ; tool H0.200 W0.499 G1 X150.000 Y100.000 E0.0049 G1 X150.000 Y100.117 E0.0049 ; tool H0.200 W0.416 G1 X150.000 Y100.200 E0.0029 ; tool H0.200 W0.400 G1 X150.000 Y100.279 E0.0026 G1 X150.000 Y102.262 E0.0659 G1 E-0.8000 F3000 ; layer end ; pass 2 T1 G1 E-0.8000 F3000 ; feature skirt ; tool H0.200 W0.400 G1 Z0.200 F360 G1 X145.575 Y112.700 F9000 G1 E0.8000 F3000 G1 X139.600 Y106.725 E0.2810 F90 G1 X137.300 Y104.425 E0.1082 G1 X137.300 Y95.575 E0.2944 G1 X145.575 Y87.300 E0.3892 G1 X154.425 Y87.300 E0.2944 G1 X156.725 Y89.600 E0.1082 G1 X162.700 Y95.575 E0.2810 G1 X162.700 Y104.425 E0.2944 G1 X154.425 Y112.700 E0.3892 G1 X145.575 Y112.700 E0.2944 G1 E-0.8000 F3000 ; feature cross - external single extrusion ; tool H0.200 W0.400 G1 Z0.400 F360 G1 X147.738 Y100.000 F9000 G1 Z0.200 F360 G1 E0.8000 F3000 G1 X149.641 Y100.000 E0.0633 F45 G1 X150.000 Y99.641 F9000 G1 X150.000 Y97.738 E0.0633 F45 G1 E-0.8000 F3000 G1 Z0.400 F360 G1 X152.262 Y100.000 F9000 G1 Z0.200 F360 G1 E0.8000 F3000 G1 X150.279 Y100.000 E0.0659 F45 G1 X150.200 Y100.000 E0.0026 ; tool H0.200 W0.416 G1 X150.117 Y100.000 E0.0029 ; tool H0.200 W0.499 G1 X150.000 Y100.000 E0.0049 G1 X150.000 Y100.117 E0.0049 ; tool H0.200 W0.416 G1 X150.000 Y100.200 E0.0029 ; tool H0.200 W0.400 G1 X150.000 Y100.279 E0.0026 G1 X150.000 Y102.262 E0.0659 G1 E-0.8000 F3000 ; layer end T0; G1 E-0.8000 F3000 ; feature skirt ; tool H0.200 W0.400 G1 Z0.200 F360 G1 X145.575 Y112.700 F9000 G1 E0.8000 F3000 G1 X139.600 Y106.725 E0.2810 F90 G1 X137.300 Y104.425 E0.1082 G1 X137.300 Y95.575 E0.2944 G1 X145.575 Y87.300 E0.3892 G1 X154.425 Y87.300 E0.2944 G1 X156.725 Y89.600 E0.1082 G1 X162.700 Y95.575 E0.2810 G1 X162.700 Y104.425 E0.2944 G1 X154.425 Y112.700 E0.3892 G1 X145.575 Y112.700 E0.2944 G1 E-0.8000 F3000 ; feature cross - external single extrusion ; tool H0.200 W0.400 G1 Z0.400 F360 G1 X147.738 Y100.000 F9000 G1 Z0.200 F360 G1 E0.8000 F3000 G1 X149.641 Y100.000 E0.0633 F45 G1 X150.000 Y99.641 F9000 G1 X150.000 Y97.738 E0.0633 F45 G1 E-0.8000 F3000 G1 Z0.400 F360 G1 X152.262 Y100.000 F9000 G1 Z0.200 F360 G1 E0.8000 F3000 G1 X150.279 Y100.000 E0.0659 F45 G1 X150.200 Y100.000 E0.0026 ; tool H0.200 W0.416 G1 X150.117 Y100.000 E0.0029 ; tool H0.200 W0.499 G1 X150.000 Y100.000 E0.0049 G1 X150.000 Y100.117 E0.0049 ; tool H0.200 W0.416 G1 X150.000 Y100.200 E0.0029 ; tool H0.200 W0.400 G1 X150.000 Y100.279 E0.0026 G1 X150.000 Y102.262 E0.0659 G1 E-0.8000 F3000 ; layer end M117 Print Complete ! T-1 M999
-
[Feature request] add sort options to file listposted in PanelDue
@mfs12 It would be great to have an option in setup where the file name sorting could be specified. I would like "sort by date, most recent first" because I do a lot of test runs and find myself wanting to use the web interface to start the job because I can have it sort the files names by date. Thanks for considering my suggestion!
-
RE: different milling results dispite same G10 Offsetposted in General Discussion
@cmp I wish I had better insight to help you out... what firmware version are you running? If the experiments below don't provide insight, would you please post the Tool1 and Tool4 pre,.g , post.g and free.g macros?
Please try typing M999 (this will force the firmware to do a reset) just before you start your print. Make sure that you don't execute any additional gcode before starting your print. See if running the normal "print, then mill" sequence a couple of times give the same offsets or different offsets.
Another variation of this experiment is to home the machine, then pick up the milling tool, then put it back, then pick up the print tool, then print the object, then return the print tool, pick up the milling tool and then mill the object. Try this sequence at least twice to see if the offsets are the same or different.
One more variation: Print the object, then pick up the milling tool but don't use it, then put the milling tool back, then pick up the printing tool and add layers on top. Do the additional layers line up with the original layers?
Latest posts made by GeneRisi
-
RE: metacode rread-only variablesposted in Firmware wishlist
@dc42 The use case is that it would be nice to know if I have messed up when I make a script change. The past several days have been challenging because I implemented a second "pebble wiper" for the tool changer and realized that the variable declarations were scattered and the naming was inconsistent. I now have a defGlobalConstants.g and defGlobalVars.g that is called by config.g and some tool unique code is being reduced using indexing.
While I have your ear, I wish there was a way to check the gcode for syntax errors without actually doing anything. I don't know if this is what "simulation" is meant to do; if it is, I need to read up on it. Having macros fail during prints is a very slow way to debug.
-
metacode rread-only variablesposted in Firmware wishlist
My suggestion is to be able to create "global" variables ( also would work for "var" ) that could be declared "read-only", meaning that only the assignment in the declaration of the variable would be valid and using "set" would be flagged as invalid. As I clean up my firmware for my multi-tool printer I am finding that some global variables are really global constants (like the docking positions of the tools) vs true variables (like the previous upTime a macro was called).
The declaration syntax would up to the firmware team.
Thanks!
Gene
-
RE: Extrusion length in object modelposted in Firmware wishlist
@chrishamm Chris, I think it is. Thanks!
-
Extrusion length in object modelposted in Firmware wishlist
Would you please consider adding the current extrusion length (per instruder) into the object model? It is available on the web interface. I would use this in a script to determine whether it is worthwhile to clean the nozzle at a tool or layer change.
Thank you! -
RE: Wifi/DWC Disconnecting with RRF3.5.2 on Duet2 Wifi Hardwareposted in Beta Firmware
I amhaving the same issue with my Duet2 and wifi. I will try the posted wifi server file and can append the logs
-
RE: Building 3.5(.2) and CoreTypes.h not foundposted in Beta Firmware
@chrishamm I discovered the solution. After loading all of the projects, then do a full clean and then quit Eclipse. Restart Eclipse and now the board build options should be available under the Hammer icon.
-
RE: Building 3.5(.2) and CoreTypes.h not foundposted in Beta Firmware
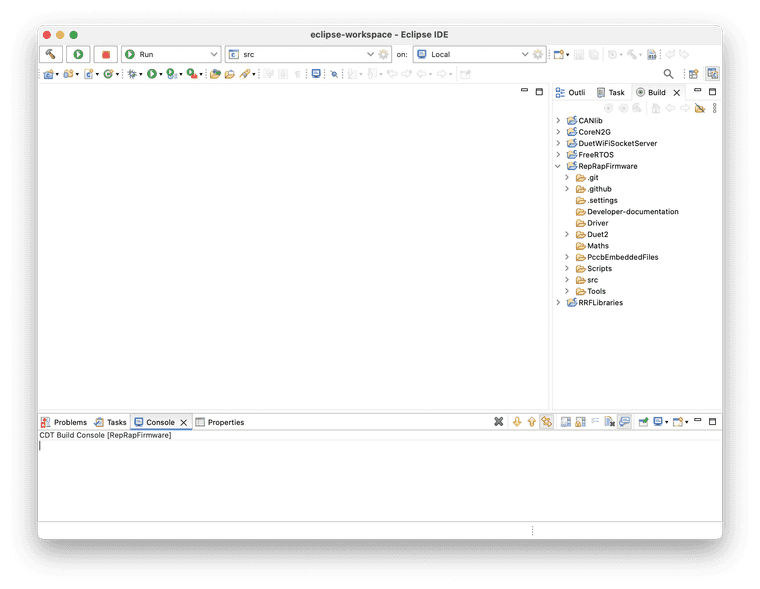
I was forced to re-install Eclipse. After loading the individual projects, my screen looks like this. I no longer have the Hammer drop down menu. What am I missing?
Gene
-
RE: Building 3.5(.2) and CoreTypes.h not foundposted in Beta Firmware
@chrishamm Somehow I got the right config file when building 3.5.1 but don't have it for 3.5.2. What is it called? I am not finding it with a quick scan.
Thanks, Chris!
-
RE: Building 3.5(.2) and CoreTypes.h not foundposted in Beta Firmware
@chrishamm I still get the missing include file error even when using SAME4E_RTOS for the CANlib build (which I guess makes sense). Do you know where the include file should be located?
Gere
11:04:37 **** Incremental Build of configuration SAM4E_RTOS for project CANlib-3.5-dev **** make all Building file: ../src/CanMessageBuffer.cpp Invoking: Cross G++ Compiler arm-none-eabi-g++ -std=gnu++17 -D__SAM4E8E__ -DRTOS -Os -Wall -c -mcpu=cortex-m4 -mthumb -fno-math-errno -mfpu=fpv4-sp-d16 -mfloat-abi=hard -mfp16-format=ieee -ffunction-sections -fdata-sections -fno-threadsafe-statics -fno-rtti -fno-exceptions -nostdlib -Wundef -Wdouble-promotion -Werror=return-type -fsingle-precision-constant "-Wa,-ahl=CanMessageBuffer.s" -MMD -MP -MF"src/CanMessageBuffer.d" -MT"src/CanMessageBuffer.o" -o "src/CanMessageBuffer.o" "../src/CanMessageBuffer.cpp" In file included from ../src/CanMessageBuffer.h:15, from ../src/CanMessageBuffer.cpp:8: ../src/CanId.h:12:10: fatal error: CoreTypes.h: No such file or directory 12 | #include <CoreTypes.h> // for CanAddress | ^~~~~~~~~~~~~ compilation terminated. make: *** [src/CanMessageBuffer.o] Error 1 "make all" terminated with exit code 2. Build might be incomplete. 11:04:37 Build Failed. 2 errors, 0 warnings. (took 141ms) -
Building 3.5(.2) and CoreTypes.h not foundposted in Beta Firmware
For the default selection of "SAME70_RTOS" I am getting an error message
09:58:25 **** Build of configuration SAME70_RTOS for project CANlib-3.5-dev **** make all Building file: ../src/CanMessageBuffer.cpp Invoking: Cross G++ Compiler arm-none-eabi-g++ -std=gnu++17 -D__SAME70Q20B__ -DRTOS -O2 -Wall -c -mcpu=cortex-m7 -mthumb -fno-math-errno -mfpu=fpv5-d16 -mfloat-abi=hard -mfp16-format=ieee -mno-unaligned-access -ffunction-sections -fdata-sections -fno-threadsafe-statics -fno-rtti -fno-exceptions -nostdlib -Wundef -Wdouble-promotion -Werror=return-type -fsingle-precision-constant "-Wa,-ahl=CanMessageBuffer.s" -MMD -MP -MF"src/CanMessageBuffer.d" -MT"src/CanMessageBuffer.o" -o "src/CanMessageBuffer.o" "../src/CanMessageBuffer.cpp" In file included from ../src/CanMessageBuffer.h:15, from ../src/CanMessageBuffer.cpp:8: ../src/CanId.h:12:10: fatal error: CoreTypes.h: No such file or directory 12 | #include <CoreTypes.h> // for CanAddress | ^~~~~~~~~~~~~ compilation terminated. make: *** [src/CanMessageBuffer.o] Error 1 "make all" terminated with exit code 2. Build might be incomplete. 09:58:26 Build Failed. 2 errors, 0 warnings. (took 141ms)I am building for a Duet2 system so I don't know if I even need CANlib.
How do I fix the error?
Thanks!Gene