@jay_s_uk - was hoping to avoid that. Ok, it's running now. Will post back in a few days when it's done. There really has to be an easier way. Anyone got some PID setting examples from their 300x300mm 240V AC heated bed?
Posts made by jgrouse
-
RE: V3.3 FW on Duet Wifi - Bed not heating fast enough error messageposted in Tuning and tweaking
-
V3.3 FW on Duet Wifi - Bed not heating fast enough error messageposted in Tuning and tweaking
Decided to drop a Duet Wifi board into a Sidewinder X1 today and after updating the FW to 3.3 I'm getting an odd message after setting the bed to 60C saying "Error: Heater 0 fault: temperature rising much more slowly than the expected 1.2°C/sec" 1.2C/sec is actually quite fast for a 310x310 bed. I did try the auto tuning process on the bed however I just seemed to stay in a heat/cool loop for 2 hours so canned it. It's currently set to use bang-bang so the SSR is delivering the full 240V AC to the heater with no backing off till it gets to 60C. Is there some way to bypass this error check or at least tweak it to expect at least 0.5C/sec or something smaller?
Super irritating having to reset the fault and brute force it to try again and again till I get 60C.
-
RE: Job Status don´t workposted in Duet Web Control
@dc42 - the wifi connection has been very reliable since I put Google Wifi points around the house and one in the garage. Before that it would drop regularly. But that was the beginning of the year and I had this issue before then. Attached are my config files. Hopefully you can spot something there? Should I blow away the web server files on the SD and recreate the folder from the latest zip resources?2_1557270693645_config.g 1_1557270693645_StartPrint.g 0_1557270693645_EndPrint.g
-
RE: Job Status don´t workposted in Duet Web Control
I've had this issue for ages now and I was hoping the last updates I just applied would get my job status to work but it's still not showing any info during 3D prints.
Firmware Name: RepRapFirmware for Duet 2 WiFi/Ethernet
Firmware Electronics: Duet WiFi 1.0 or 1.01
Firmware Version: 2.03beta3 (2019-03-25b6)
WiFi Server Version: 1.23
Web Interface Version: 1.22.6Not sure what else to try? Is there any possibility that since updating to Simplify3D V4.X the code stopped supplying the required GCode for status info?
Attached are my relevant settings. Also attached is a sample gcode file from Simplify3D 4.1.2 0_1556848471785_config.g 0_1556848492115_StartPrint.g 0_1556848538450_Nitro 200 frame clip.gcode
-
resume.g and using a laserposted in Laser Cutters
Hi,
I'm finding that when I pause and then resume in the middle of a laser cut, the resume turns on the laser at full power as it moves back to the point it left. This is the content of my resume.g file -
M3 S0
G1 R1 X Y Z30 S0 F9000As you can see I am forcing zero power on both lines. It's like the R1 parameter is ignoring the laser power and just overriding with S255?
Bug or wrong command to go back to the point I paused on?
Duet Wifi is in laser mode with this command -
M452 P6 R255 F6000 I0
Firmware Name: RepRapFirmware for Duet 2 WiFi/Ethernet
Firmware Electronics: Duet WiFi 1.02 or later
Firmware Version: 2.02RC3(RTOS) (2018-10-17b2)
WiFi Server Version: 1.21
Web Interface Version: 1.22.4-b1 -
RE: Large OX CNC belt driven laser cutterposted in Laser Cutters
I'm also looking into driving the laser with an actual analogue signal rather than PWM which just blasts the laser a max power in varying pulses. The I2C MCP4725 DAC is a 10bit digital to analogue chip which can be sent M260 I2C commands to set the output voltage. Since I've written my own app to turn grey scale images to GCode I'll modify it to set the power before each G1.
-
RE: Large OX CNC belt driven laser cutterposted in Laser Cutters
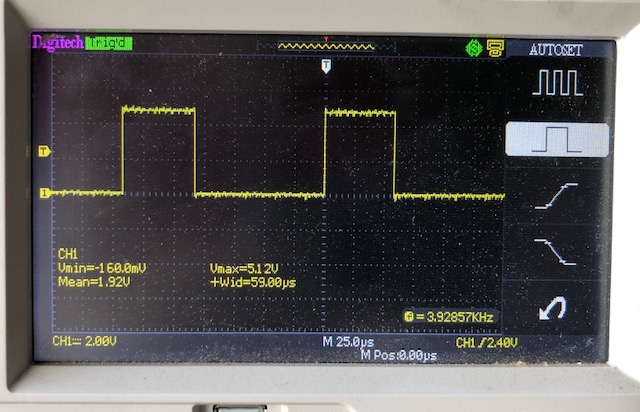
Just read up on the BlackBuck 8M laser driver and it states that running higher than 5V on the MOD input is not advisable. Looking at the Vmax of 5.12V that's exactly what is happening. Might put a 10k trim pot across the input to lower the max voltage of the PWM to just below 5V and see if the ripple vanishes? Unfortunately the pad on the board popped off when I went to remove the wire so now I have to wait for the replacement driver to arrive in the mail. Made in Russia so not sure how long postage takes to AU?
Wish they made a slightly bigger version with larger pads on the board?
-
RE: Large OX CNC belt driven laser cutterposted in Laser Cutters
@ayudtee - The large CNC router I have was set up originally with single belts and I still had this issue. If it was belt related the pattern size would be consistent regardless of the feed speed. It just looks like either the laser driver is creating a 25Hz hum on the power output or the air compressor is creating a 25Hz puff rather than a constant stream. Interestingly if I lower the max power to 50/255 I don't get the ridges so possibly the BlackBuck 8M with the temp sensor fitted is doing some power regulation at 25Hz? Might try turning down the max amps and see what that does? Also posted this question on the Laser Pointers Forum to see if anyone has had this issue as well. Plenty of NUBM44 6W blue laser owners on there.
-
RE: Large OX CNC belt driven laser cutterposted in Laser Cutters
No low frequencies on the PWM out of the Duet. Tried letting the air compressor fill and then ran with it off. Still had ridges. Quite a puzzle.
-
RE: Large OX CNC belt driven laser cutterposted in Laser Cutters
After some more testing it appears that the ridges are due to fluctuations in the laser power. If you look at the image below I sped up the job twice 2/3's down (X sweeps) and you can see the ridges spacing out.
 At 1000mm/min the ridges are about 0.62 mm apart. I worked out that a 50Hz hum in the power supply would give me ridges that are 0.333 mm ridge to ridge so this looks like something close to 25Hz? Here in AU all AC mains is 50Hz. I put a digital oscilloscope on the 12V source and it's extremely clean with no low frequencies on it. Only other source of grief could be the laser driver itself ("BlackBuck 8") or the PWM signal which is now set at 6kHz PWM frequency? I can't put a cap on the PWM to smooth it out as the sharp edges of 3D engraved shapes would end up tapered. I cannot imagine why any 50Hz hum would end up on the PWM? Perhaps the GND pin on the PWM is floating? Either way I will need to get the oscilloscope onto it and see what it is producing.
At 1000mm/min the ridges are about 0.62 mm apart. I worked out that a 50Hz hum in the power supply would give me ridges that are 0.333 mm ridge to ridge so this looks like something close to 25Hz? Here in AU all AC mains is 50Hz. I put a digital oscilloscope on the 12V source and it's extremely clean with no low frequencies on it. Only other source of grief could be the laser driver itself ("BlackBuck 8") or the PWM signal which is now set at 6kHz PWM frequency? I can't put a cap on the PWM to smooth it out as the sharp edges of 3D engraved shapes would end up tapered. I cannot imagine why any 50Hz hum would end up on the PWM? Perhaps the GND pin on the PWM is floating? Either way I will need to get the oscilloscope onto it and see what it is producing.
Belts on the router are now doubled up with one in the base of the grove facing up and glued down to help dampen sudden moves. Last test was with the microstepping set to 256 for x and y (I0).
Another passing thought is that the air assist is pulsing rather than being a constant stream. It most likely puts out a puff every second pulse from the 50Hz AC mains source? I did turn if off briefly in that engrave above which resulted in a few dark horizontal lines, but when flames started heading for the air nozzle I had to get it back on again. Might experiment with compressing the tank fully and then letting it out slowly with the pump off during the cut to see if that makes any difference? -
RE: Layer Statistics stopped workingposted in General Discussion
Same thing has started happening again on the same FW version. I think a newer FW was recently released so will try that one to see if this was addressed?
-
RE: Large OX CNC belt driven laser cutterposted in Laser Cutters
nophead suggested lowering the microsteps which puzzled me however it did seem to do the trick. Not happy about 26.666 steps/mm for resolution though. Will also try 32 and 64 in the morning (11pm here now).
-
RE: Large OX CNC belt driven laser cutterposted in Laser Cutters
@jgrouse said in Large OX CNC belt driven laser cutter:
The belts are GT2 3mm pitch
Is that what you were asking or are you asking what the spacing is on the grid pattern on the cut surfaces? Will measure in the morning with a caliper. I mentioned earlier that it does not vary with feed speed.
Laser is definitely going at 3kHz as you can hear the audible difference compared to running it at 1kHz and 200Hz (sound of the material being ablated). It's also not a CO2 laser, it is a 6W blue laser diode (NUBM44) with a Blackbuck 8M driver running from a filtered 12V DC source. 5V PWM pads can also take analog voltages from a trim pot.
Tested using 1/8 stepping with interpolation just on the X axis and apart from the motor being noisier it actually looks like the vertical banding is gone. Will test some more in the morning burning at various feed speeds.
-
RE: Large OX CNC belt driven laser cutterposted in Laser Cutters
@dc42 - all the relevant settings you are asking about are in my original post at the top. The belts are GT2 3mm pitch (better tooth size than the regular 2mm pitch). 16 steps on the X axis with my current settings would travel 0.3 of a mm (53.378 steps/mm). 160.134 steps would hit 3mm.
I'm assuming the CO2 lasers out there do something different when they sweep back and forth on the X axis quickly and switch the laser at a great rate? Faster controllers?
Will look into that NEMA23 you linked to see if it is any better than what I was supplied?
Thanks again!
-
RE: Large OX CNC belt driven laser cutterposted in Laser Cutters
Also thinking of lowering the amps in the settings to see if that helps? Might also play with the jerk and acc. values? Surely I can tune these steppers to play nice?
-
RE: Large OX CNC belt driven laser cutterposted in Laser Cutters
Thanks for the suggestions. Unfortunately going slower made no difference to the size of the grid so it looks more like something mechanical with the stepper motion. The PWM is set to 3kHz and moving at 600mm/min should not show a pattern big enough to see. I originally had it set to 200Hz and I had exactly the same pattern.
Seeing that the stepper motors and drive mechanics are much the same on both X and Y it really is pointing to the motion of the steppers. The only observable stuttering of the motion seems to be when the G-Code issues a G0 rapid move over the areas of the etch where the laser does not need to cut. The base of the cut areas are not multiple G1 motions but rather a single G1 call to the next change in PWM laser strength so there are not a large number of G-Code lines for the Duet to process. I even tried the M400 at the end of each pass to see if that had any bearing on smoothing the motion.
I searched the web for NEMA23's that do 0.9deg steps and are happy to run at 24V but no luck so far. Also starting to wonder if I should use some of those servo motor systems which are just a stepper with an encoder to track position and regulate current based on load?
Set at 16 with interpolation with the current motors/pinion sizes yields a low step/mm value so any smoothing of the motion is reliant on the interpolation in the driver. Tempted to test with interpolation off and set at 256 to increase steps/mm to see if the motion is any smoother? Either way it would be interesting to see if the grid pattern changes?
-
Large OX CNC belt driven laser cutterposted in Laser Cutters
I've built a large Makerstore OX CNC router/laser cutter which uses GT2 3mm belts and NEMA23 motors (dual Y motors). The steps per mm is not some round figure due to the nature of the belts and how they need to be tightened. Below is the current relevant settings I am using -
M350 X16 Y16:16 U16 Z64 E64 I1 ; Configure microstepping with interpolation M350 X64 Y64:64 U64 Z64 E64 I1
M92 X53.378 Y53.384:53.354 U53.354 Z1600 E420 ; Set steps per mm Yfar:near
M566 X700 Y700:700 U700 Z900 E900 ; Set maximum instantaneous speed changes (mm/min)
M203 X20000 Y20000:20000 U20000 Z9000 E9000 ; Set maximum speeds (mm/min)
M201 X400 Y400:400 U400 Z400 E1200 ; Set accelerations (mm/s^2)
M906 X2200 Y2000:2000 U2000 Z2000 E2 I25 ; Set motor currents (mA) and motor idle factor in per centWhat I'm puzzled about is why I'm getting a cross hatched pattern when I laser engrave any surface? It's like the motion has notches which dwell in those positions long enough for the laser to cut a fraction deeper? The head sweeps left and right on the X axis and steps on the Y axis on each X pass, adjusting the laser power to create the 3D relief.

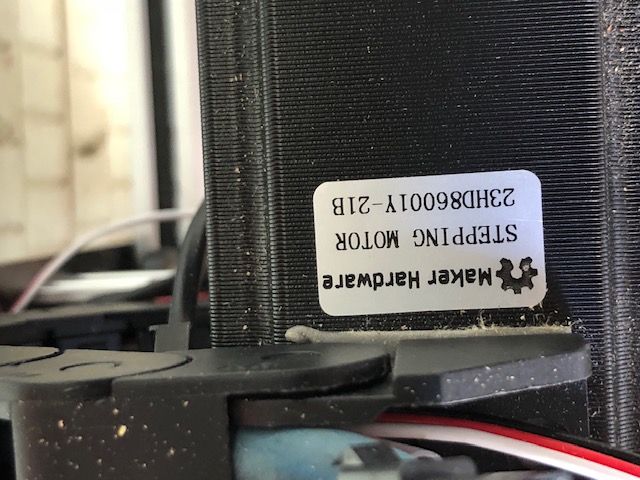
This is the motor used on the OX CNC -
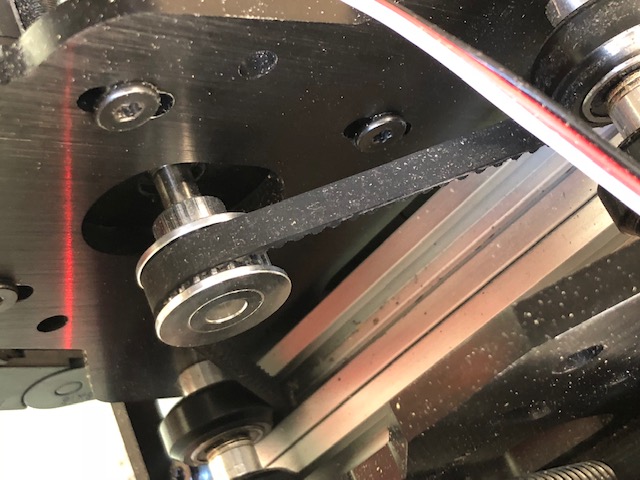
And this is the belt setup -
A sample of the G-code I use for the laser etching (power set to max of 100/255 and X/Y steps set to match steps / mm of each axis, laser focus at top surface) -
; line 0
G0 Y10.9018
G1 X40.7284 S100
G1 X40.7471 S94
G1 X40.7659 S75
G1 X40.7846 S50
G1 X40.8033 S25
G1 X40.8221 S7
G0 X42.2271
G1 X42.2459 S7
G1 X42.2646 S25
G1 X42.2833 S50
G1 X42.3021 S75
G1 X42.3208 S94
G1 X51.4069 S100
; line 1
G0 Y10.8831
G1 X42.3208 S100
G1 X42.3021 S94
G1 X42.2833 S75
G1 X42.2646 S50
G1 X42.2459 S25
G1 X42.2271 S6
G0 X40.8221
G1 X40.8033 S6
G1 X40.7846 S25
G1 X40.7659 S50
G1 X40.7471 S75
G1 X40.7284 S94
G1 X0.0000 S100
; line 2
G0 Y10.8643
G1 X40.7284 S100
G1 X40.7471 S94
G1 X40.7659 S75
G1 X40.7846 S50
G1 X40.8033 S25
G1 X40.8221 S6
G0 X42.2271
G1 X42.2459 S6
G1 X42.2646 S25
G1 X42.2833 S50
G1 X42.3021 S75
G1 X42.3208 S94
G1 X51.4069 S100If anyone has any ideas what I can do to get a smoother surface I'm all ears?
-
RE: List of comments or GCode used to display file informationposted in Duet Hardware and wiring
@dc42 Thanks! I'll have a look through the code now.
-
List of comments or GCode used to display file informationposted in Duet Hardware and wiring
Just trying to define a post-processor for my Vectric software to insert comments at the start of the file which would be relevant to the Duet. Had a good search on the web for any info I could find on it and came up with nothing.
Is there a list of comments and GCode the firmware looks for to gather display info regarding each file? Even just some basics for just the file listing columns in the web interface?
I have some large files on the SD without any comments and it seems to take an age to read the entire file before it moves onto the next in the file list. Hoping that adding the correct comments will save the firmware some time by finding what it needs at the header of the file?
-
Layer Statistics stopped workingposted in General Discussion
Something odd has started happening on the web interface when I print jobs - the layer statistics is giving me nothing. Current version info -
Firmware Name: RepRapFirmware for Duet 2 WiFi/Ethernet
Firmware Electronics: Duet WiFi 1.0 or 1.01
Firmware Version: 2.02RC1(RTOS) (2018-08-31b4)
WiFi Server Version: 1.21
Web Interface Version: 1.22.3Only started happening on the last three print jobs. All other information about the job is listed correctly. It's just all the info under the centre Layer Statistics section is not being propagated at all through the entire job. I use Simplify3D V4.01 and nothing has changed with the way the gcode files are created. Older jobs also refuse to show layer statistics.
Will restart the controller when the current job finishes to see if that gets the info back?