Hi everyone,
I have a Tractus 3D 1250 printer, and I've recently encountered some major issues.
Issue 1: Y-Axis Stopping Mid-Print
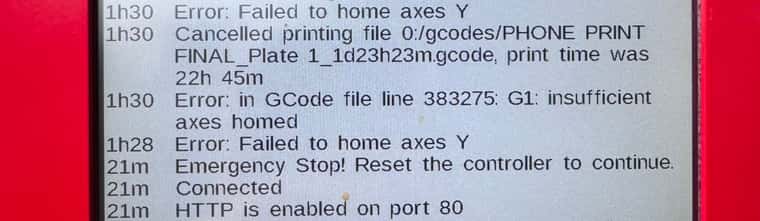
A few days ago, my printer failed on a long print because the Y-axis stopped moving
(I have a video of it failing but I cant share links in this post)
I initially suspected motor overheating, as I had the current set a bit high.
To be safe (and since the motors were old), I upgraded to Nema 17 stepper motors from oozenest (118oz) and installed new belts. After the upgrade, I reprinted the part, and everything worked fine.
However, I started a 2-day print yesterday, and when I checked this morning, it had failed badly.
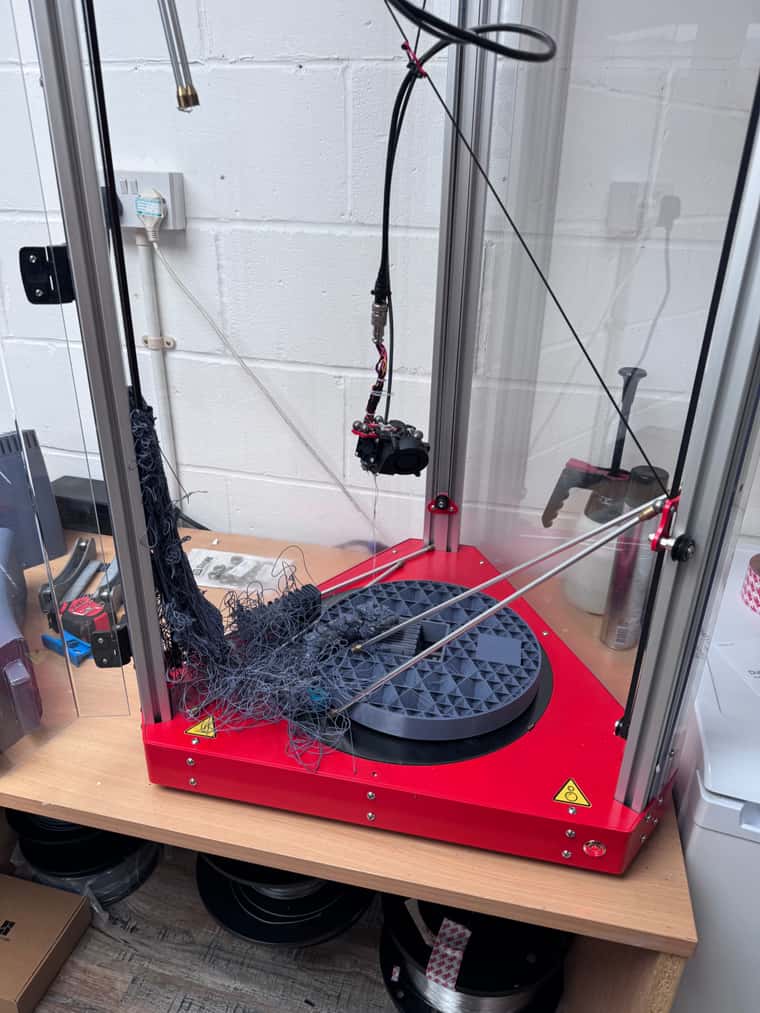
I didn’t record this print, but I assume the Y motor stopped again. When I cleared the material off the belts and tried to home the printer, the Y motor didn’t move, suggesting it was the cause of the failure. All the failed material had built up on the same side where the nozzle fell last time, reinforcing my suspicion that it was the same issue.
After turning the printer off and on again, the Y motor worked fine. I suspect the stepper motor driver is overheating, especially since the driver controlling the Y motor is the furthest from the cooling fan. The stock cooling looks inadequate, so I decided to install larger fans.
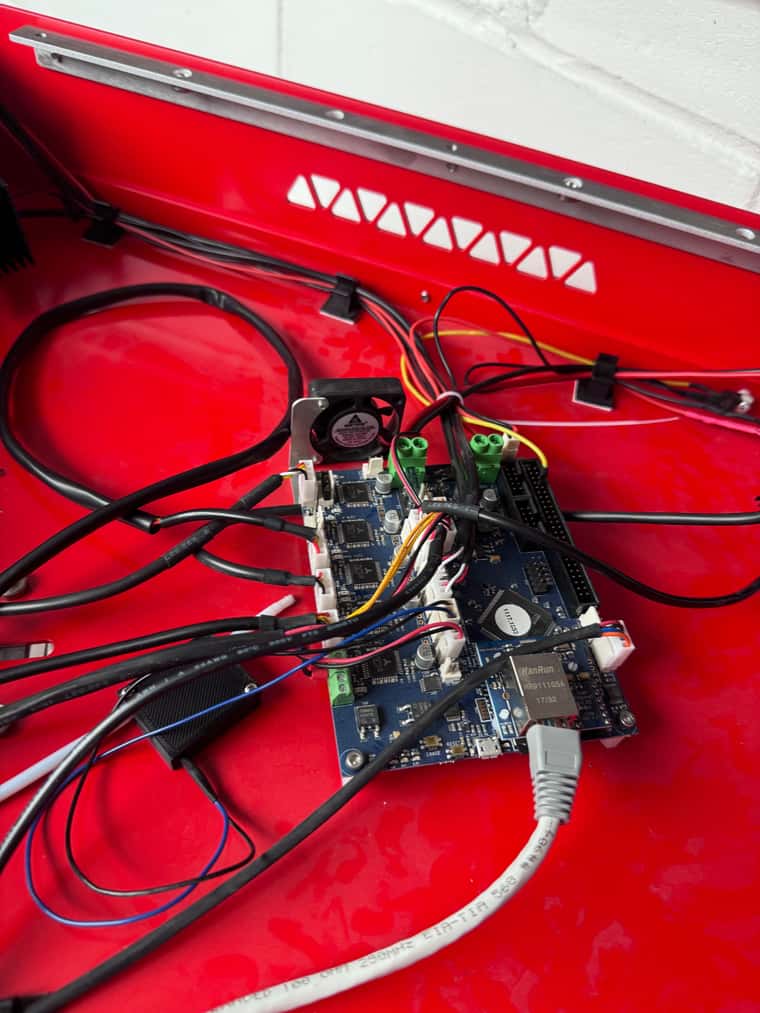
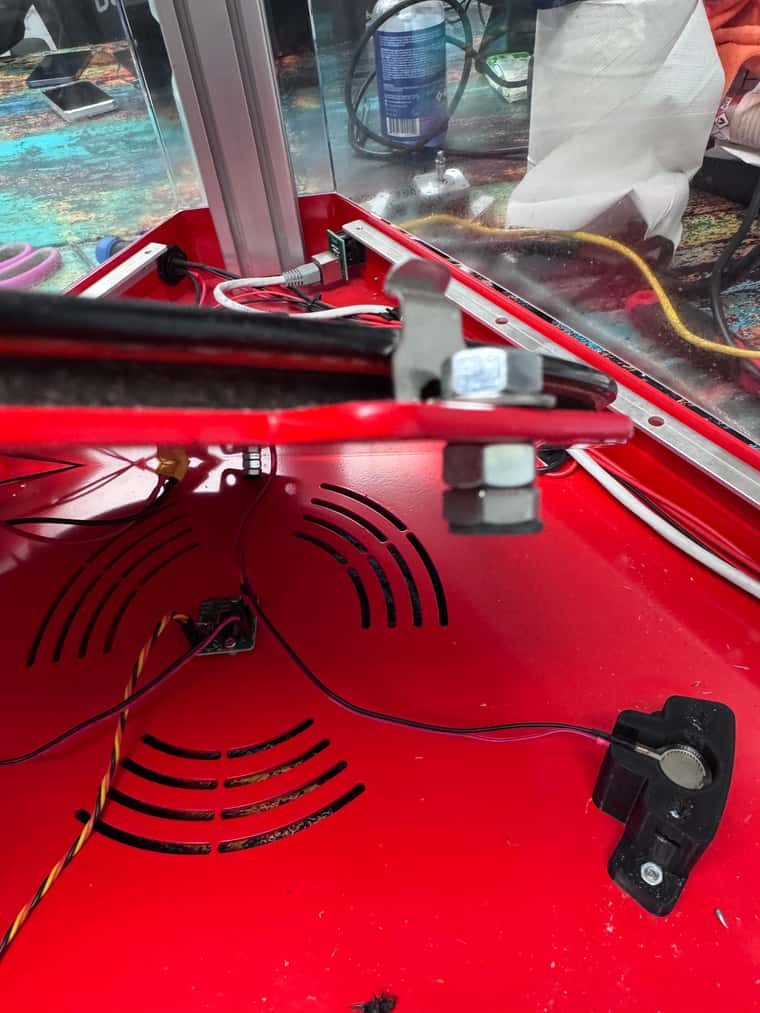
Issue 2: Cooling Fan Failure
To improve cooling, I installed bigger fans, wiring them in parallel to a buck converter outputting 12V.

(arguably I went overkill on the fans)
When I turned on the power, there was a pop, and now none of the fans work, and there is no output from the always-on fans either( I plugged in the buck converter and there is no output).
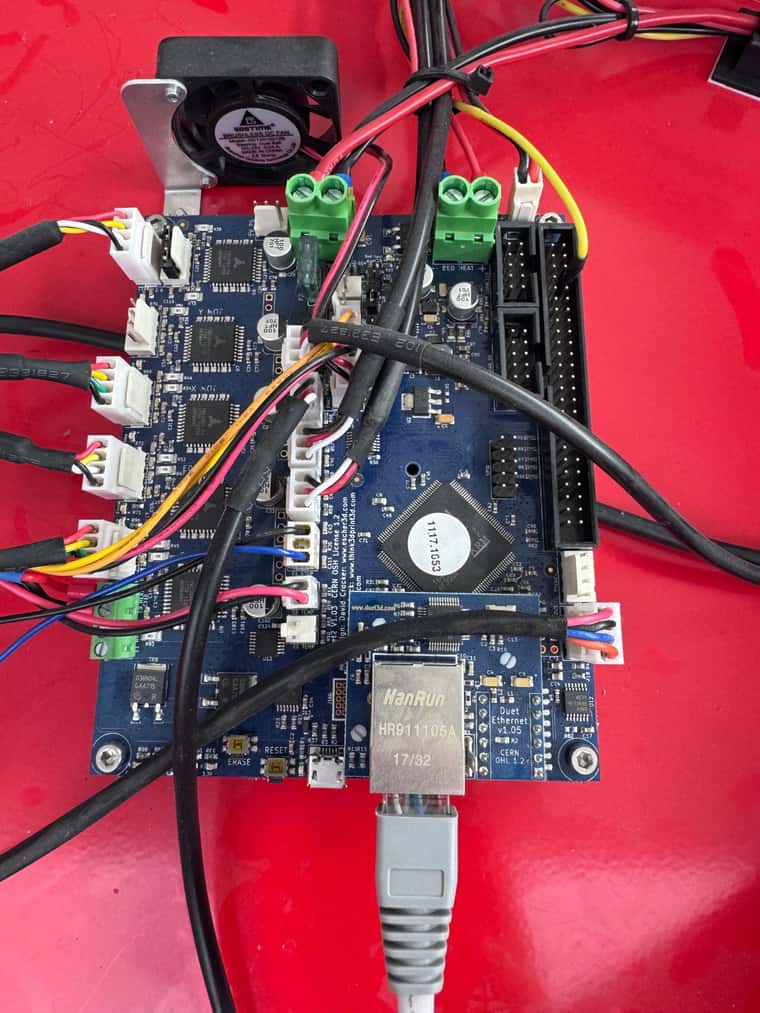
It appears that the fuse has blown. However, I can't remove the fuse—I've tried pulling it out, but it feels stuck, and I don’t want to damage the board.
Is there a specific way to safely remove this fuse?
So in summary, my questions are:
- Could the stepper motor driver overheating be the cause of my Y motor randomly stopping?
- What else could cause the Y motor to stop mid-print but work fine before the print when homing and after turning off and on the machine?
- How do I safely remove the 1a fan fuse?
Any advice or troubleshooting tips would be greatly appreciated!
Thanks in advance.