Hello everyone!!
does anyone put a duet board on Vivedino/Formbot Trex printer?
If yes, what parameters of speeds and accelerations do you use? because my prints are not good on the corners...
thanks
Hello everyone!!
does anyone put a duet board on Vivedino/Formbot Trex printer?
If yes, what parameters of speeds and accelerations do you use? because my prints are not good on the corners...
thanks
@phaedrux said in Formbot T-Rex 3 Duet upgrade:
You should probably start a new thread.
ok, I try it.
thanks
Good morning to all.
Sorry for my english.
I monunt Duet2 + duex5 on my trex3+, configure firmware with originals parameters, but i can't do good prints.
My printed parts are full of ghosting, blobbed angles....
what parameters do you use?
thanks
@engikeneer said in Delta print dimension Issues - smart effector:
As I said before, I doubt this will fix the issue you're seeing with dimensional accuracy, but it may help with getting a better/more consistent first layer.
When I send G30 S1 command, the nozzle hit the bed ang retur ne avery a different value.
If I try some times, I give:
-0.41
-0.43
-0.44
-0.43
-0.47
-0.43
-0.45
-0.51
....
the nozzle is clean. Is it normal to have that differences?
@engikeneer you advice me to delete G29 command into config.g and repeat configuration with G30?
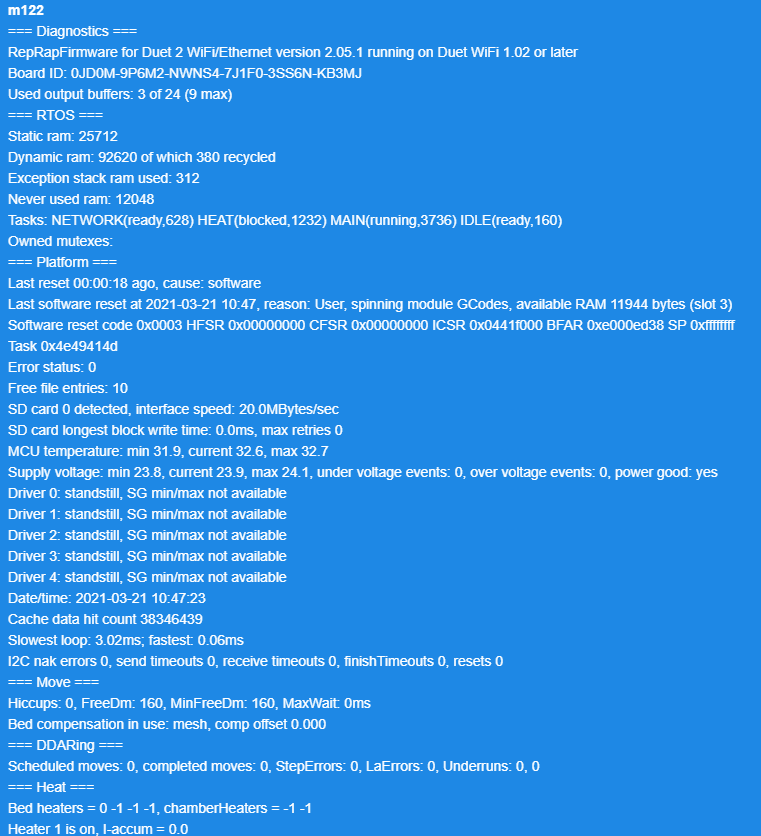
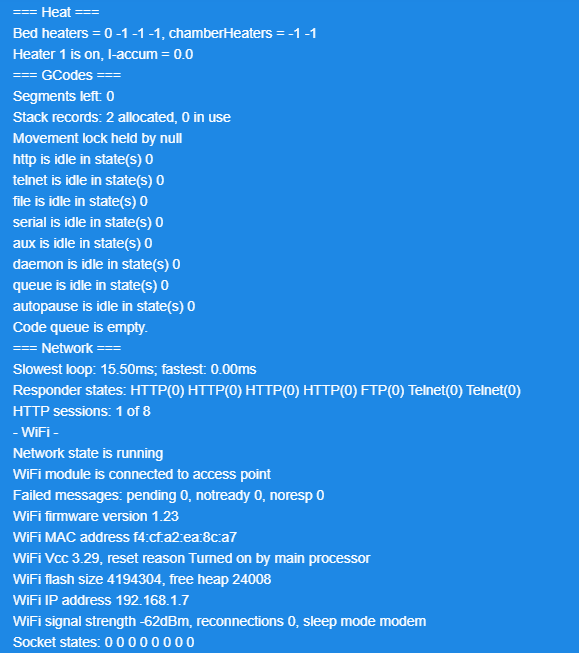
@dc42
Thanks for your prompt answer.
Z axis is refered to third tower of delta printer, not to third axis of piece.
Any tower on my printer give me different measure
 image url)
image url)
; bed.g
; called to perform automatic delta calibration via G32
;
; generated by RepRapFirmware Configuration Tool v3.2.1 on Fri Jan 15 2021 10:16:31 GMT+0100 (Ora standard dell’Europa centrale)
M561 ; clear any bed transform
; Probe the bed at 3 peripheral and 3 halfway points, and perform 6-factor auto compensation
; Before running this, you should have set up your Z-probe trigger height to suit your build, in the G31 command in config.g.
G30 P0 X0 Y129.9 H0 Z-99999
G30 P1 X64.95 Y112.5 H0 Z-99999
G30 P2 X112.5 Y64.95 H0 Z-99999
G30 P3 X129.9 Y0 H0 Z-99999
G30 P4 X112.5 Y-64.95 H0 Z-99999
G30 P5 X64.95 Y-112.5 H0 Z-99999
G30 P6 X0 Y-129.9 H0 Z-99999
G30 P7 X-64.95 Y-112.5 H0 Z-99999
G30 P8 X-112.5 Y-64.95 H0 Z-99999
G30 P9 X-129.9 Y0 H0 Z-99999
G30 P10 X-112.5 Y64.95 H0 Z-99999
G30 P11 X-64.95 Y112.5 H0 Z-99999
G30 P12 X0 Y64.9 H0 Z-99999
G30 P13 X56.21 Y32.45 H0 Z-99999
G30 P14 X56.21 Y-32.45 H0 Z-99999
G30 P15 X0 Y-64.9 H0 Z-99999
G30 P16 X-56.21 Y-32.45 H0 Z-99999
G30 P17 X-56.21 Y32.45 H0 Z-99999
G30 P18 X0 Y0 H0 Z-99999 S8
G1 X0 Y0 Z150 F4000
; Use S-1 for measurements only, without calculations. Use S4 for endstop heights and Z-height only. Use S6 for full 6 factors
; If your Z probe has significantly different trigger heights depending on XY position, adjust the H parameters in the G30 commands accordingly. The value of each H parameter should be (trigger height at that XY position) - (trigger height at centre of bed)
homedelta.g
; called to home all towers on a delta printer
;
; generated by RepRapFirmware Configuration Tool v3.2.1 on Fri Jan 15 2021 10:16:31 GMT+0100 (Ora standard dell’Europa centrale)
G91 ; relative positioning
G1 H1 X700 Y700 Z700 F2100 ; move all towers to the high end stopping at the endstops (first pass)
G1 H2 X-5 Y-5 Z-5 F1800 ; go down a few mm
G1 H1 X10 Y10 Z10 F360 ; move all towers up once more (second pass)
; G1 Z-5 F6000 ; move down a few mm so that the nozzle can be centred
G90 ; absolute positioning
; G1 X0 Y0 F6000 ; move X+Y to the centre
@Phaedrux ;
Configuration file for Duet WiFi (firmware version 2.03)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v3.2.1 on Fri Jan 15 2021 10:16:31 GMT+0100 (Ora standard dell’Europa centrale)
M80
; General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"DELTA" ; set printer name
;Delta Setting
M665 R180 L360.28 B150 H323 ; Set delta radius, diagonal rod length, printable radius and homed height
M666 X0 Y0 Z0 ; put your endstop adjustments here, or let auto calibration find them
; Network
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet
; Drives
M569 P0 S0 ; physical drive 0 goes forwards
M569 P1 S0 ; physical drive 1 goes forwards
M569 P2 S0 ; physical drive 2 goes forwards
M569 P3 S0 ; physical drive 3 goes forwards
M584 X0 Y1 Z2 E3 ; set drive mapping
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation
M92 X160.00 Y160.00 Z160.00 E398 ; set steps per mm
M566 X120 Y120 Z120 E600 ; set maximum instantaneous speed changes (mm/min)
M203 X6000.00 Y6000.00 Z6000.00 E1800 ; set maximum speeds (mm/min)
M201 X1000.00 Y1000.00 Z1000.00 E1000 ; set accelerations (mm/s^2)
M906 X1600 Y1600 Z1600 E800 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
; Axis Limits
M208 Z0 S1 ; set minimum Z
; Endstops
M574 X2 Y2 Z2 S1 ; set active high endstops
; Z-Probe
M558 P5 R0.4 H5 F1200 T6000 ; set Z probe type to effector and the dive height + speeds
G31 P500 X0 Y0 Z-0.44 ; set Z probe trigger value, offset and trigger height
M557 R130 S25 ; define mesh grid
; Heaters
M305 P0 T100000 B4092 R4700 ; set thermistor + ADC parameters for heater 0
M143 H0 S110 ; set temperature limit for heater 0 to 120C
M305 P1 T100000 B4092 R4700 ; set thermistor + ADC parameters for heater 1
M143 H1 S280 ; set temperature limit for heater 1 to 280C
; Fans
M106 P0 S0 I0 F500 H-1 ; set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P1 S1 I0 F500 H1 T45 ; set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on
; Tools
M563 P0 D0 H1 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C
; Custom settings are not defined
; Miscellaneous
M575 P1 S1 B57600 ; enable support for PanelDue
M572 D0 S0.050 ; Pressure Advance
M501
G29 S1
T0
@pelz135
I'm not at home now...so I post config file tomorrow.
Yes, I do autocalibrazione with G32 command and it regulate all dimensions.
My rods are very precises: all rods measures 360,28mm... I check all with a caliper from the middle of the magnetic balls.
Have you fix the measure problem?
I have sa me problem too
Hello guys,
I have some problems with my delta printer.
I read all documentation about smart effector configuration and setup, but when I print the dimensions of X Y and Z tower are wrong.
For example I printed a calibration hexagon with 80 mm and the results are:
X axis 80,6mm
Y axis 80,7mm
Z axis 80,2mm
How can i fix it?
The delta rods are perfect with same lenghts.
Thanks
I tried your solution, but I have a question:
With the multimeter, I identify the white and red wires. I connect the white wire onto the E1stop pin and the red wire onto the GND pin. It's not working.
What's the problem?
thanks
Hello everybody,
i bought this filament sensor
there is a microswitch into the white cover.
How can I set the firmware on duet wifi 1.20?
I wired on sensor on E0 endstop pins and the second on E1 endstop pins. I tried with:
M591 D0 P1 C3
M591 D1 P1 C4
and now?
thank's
ok…. it work: when it's triggered, webpanel show Z-probe value:1000. when it is estract, show 0.... but it don't stop Z homing
sorry for my english...I'm italian guy
I try to wiring BLtouch white wire and black wire into Z proble slot, bat it dosn't work.