@hagrid @chimaeragh Completely forgot to post the macros.
Here you go:
Z probe:
M291 P"Make sure the probe is connected and is in position." R"Warning" S3
G91
M563 P49 S"XYZ-Probe"
T49
; M585 Z10 E4 L0 F250 S1
M585 Z10 P1 F250 S1
M400
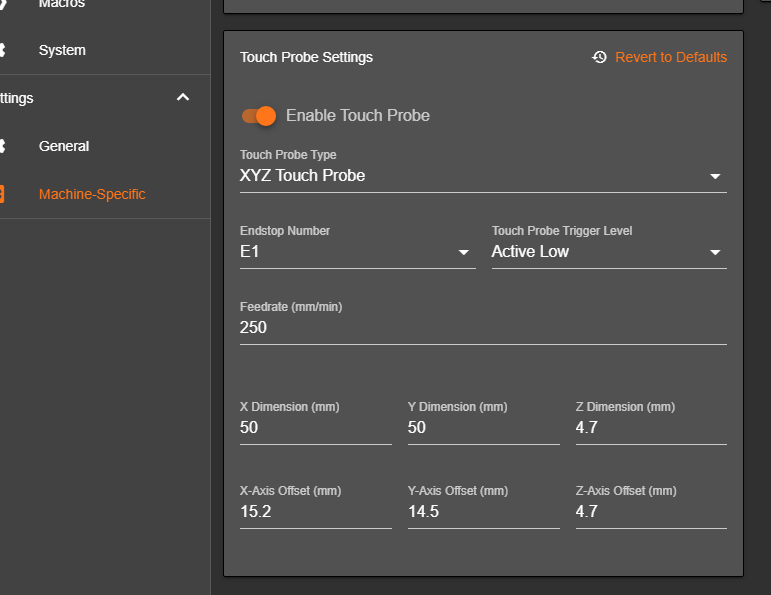
G10 L20 Z4.72 ; Adjust this to match the thickness of your touch plate
G1 Z5 F250
G90
M291 P"Probe complete. Please remove probe." R"Success" S1
XYZ probe with 8mm bit
M291 P"Make sure the probe is connected and is in position." R"Warning" S3
G91
; M563 P49 S"XYZ-Probe"
;T49
T1
G1 X20 Y20 F500
; M585 Z10 P1 F250 S1
M585 Z50 P1 F250 S1
G10 P1 X0 Y0 Z0
G10 P2 L20 Z4.72 ;Please adjust the Z value here to match the thickness of your touchplate.
G1 Z3 F500
G1 X-50 F500
G1 Z-5.5 F500
M585 X50 P1 F250 S0
G10 P1 X0 Y0 Z0
G10 P2 L20 X-19.3 ;Please adjust the X value to match the X thickness of your touch plate + the radius of the your endmill. Make it negative.
G1 X-3 F500
G1 Z5.5 F500
G1 X50 F500
G1 Y-50 F500
G1 Z-5.5 F500
M585 Y50 P1 F250 S0
G10 P1 X0 Y0 Z0
G10 P2 L20 Y-19 ;Please adjust the Y value to match the Y thickness of your touch plate + the radius of the your endmill. Make it negative.
G1 Y-3 F500
M500
T0
G90
G55
G1 Z8 F500
G1 X0 Y0 F500
M291 P"Probe complete. Please remove probe." R"Success" S1