@sebkritikel
Silicone tip would be better ofc, that bed wont go over 130 °C at 24v, The heating element is glued to the underside of the bed.
Posts made by Snippy
-
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
-
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
@sebkritikel
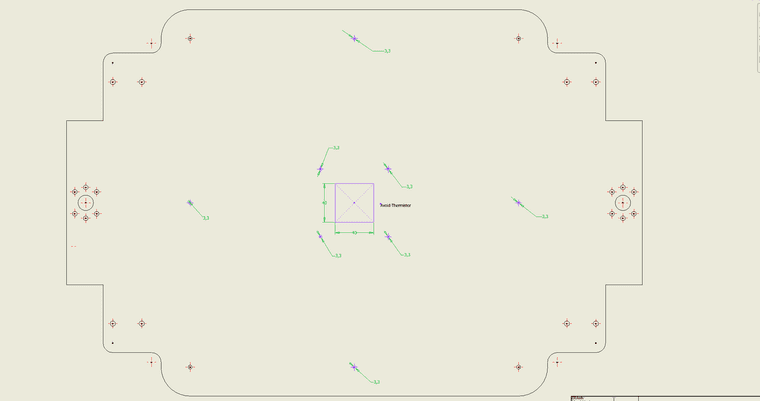
Purple stuff is the added leveling for the sub bed, tap to M4 and using bolts with rubber tips to push the bed.
This enought for leveling, or should i tap a 20x20 grid on the whole surface?
-
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
@sebkritikel
; Smart Drivers
M569 P0.0 S1 D3 V2000 ; driver 0.0 goes forwards (extruder 0)
M569 P0.1 S0 D3 V2000 ; driver 0.1 goes forwards (Z axis)
M569 P0.2 S0 D3 V2000 ; driver 0.2 goes forwards (Z axis)
M569 P0.3 S0 D3 V2000 ; driver 0.3 goes backwards (X axis)
M569 P0.4 S0 D3 V2000 ; driver 0.4 goes backwards (Y axis); Motor Idle Current Reduction
M906 I30 ; set motor current idle factor
M84 S30 ; set motor current idle timeout; Axes
M584 X0.3 Y0.4 Z0.1:0.2 ; set axis mapping
M350 X16 Y16 Z16 I1 ; configure microstepping with interpolation
M906 X1040 Y1040 Z1040 ; set axis driver currents
M92 X80 Y80 Z800 ; configure steps per mm
M208 X0:400 Y0:400 Z0:220 ; set minimum and maximum axis limits
M566 X4000 Y4000 Z4000 ; set maximum instantaneous speed changes (mm/min)
M203 X35000 Y35000 Z1500 ; set maximum speeds (mm/min)
M201 X10000 Y10000 Z10000 ; set accelerations (mm/s^2); Extruders
M584 E0.0 ; set extruder mapping
M350 E16 I1 ; configure microstepping with interpolation
M906 E940 ; set extruder driver currents
M92 E409 ; configure steps per mm
M566 E120 ; set maximum instantaneous speed changes (mm/min)
M203 E3600 ; set maximum speeds (mm/min)
M201 E250 ; set accelerations (mm/s^2); Kinematics
M669 K1 ; configure CoreXY kinematics; Endstops
M574 X1 P"!io1.in" S1 ; configure X axis endstop
M574 Y1 P"!io2.in" S1 ; configure Y axis endstop
M574 Z1 P"!io3.in" S1 ; configure Z axis endstop; Probes
M558 K0 P9 C"io7.in" H5 F120 T6000 ; configure BLTouch probe via slot #0
G31 P500 X45 Y0 Z4.054 ; set Z probe trigger value, offset and trigger height
M950 S0 C"io7.out" ; create servo #0 for BLtouch
M557 X0:400 Y0:400 S20; Sensors
M308 S0 P"temp1" Y"thermistor" A"Heated Bed" T100000 B3950 C7.06e-8 ; configure sensor #0
M308 S1 P"temp0" Y"thermistor" A"Nozzle" T100000 B4725 C7.06e-8 ; configure sensor #1; Heaters
M950 H0 C"out0" T0 ; create heater #0
M143 H0 P0 T0 C0 S110 A0 ; configure heater monitor #0 for heater #0
M307 H0 R0.128 K0.179:0.000 D11.50 E1.35 S1.00 B0 ; configure model of heater #0
M950 H1 C"out1" T1 ; create heater #1
M143 H1 P0 T1 C0 S300 A0 ; configure heater monitor #0 for heater #1
M307 H1 R1.040 K0.469:0.000 D10.85 E1.35 S1.00 B0 V23.9 ; configure model of heater #1; Heated beds
M140 P0 H0 ; configure heated bed #0; Fans
M950 F0 C"out4+out4.tach" Q8 ; create fan #0
M106 P0 C"PCF" S0 L0 X1 B0.1 ; configure fan #0; Tools
M563 P0 D0 H1 F0 ; create tool #0
M568 P0 R0 S0 ; set initial tool #0 active and standby temperatures to 0C; Miscellaneous
T0 ; select first tool -
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
@fcwilt
And yes, Z mooves corectly.
Only problem i have is the mesh bed compensation does absolutely nothing.
And i might have a solution for the bed being a dish, ill just drill and tap some holes in the bed subplate 6mm 7068 aluminium plate and use some extra bolts with rubber tips to push out the bow. -
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
@fcwilt
Bed is https://www.aliexpress.com/item/1005003056403054.html?spm=a2g0o.order_list.order_list_main.84.71821802lt2l0t
The printer is homebrew 100%, Core XY
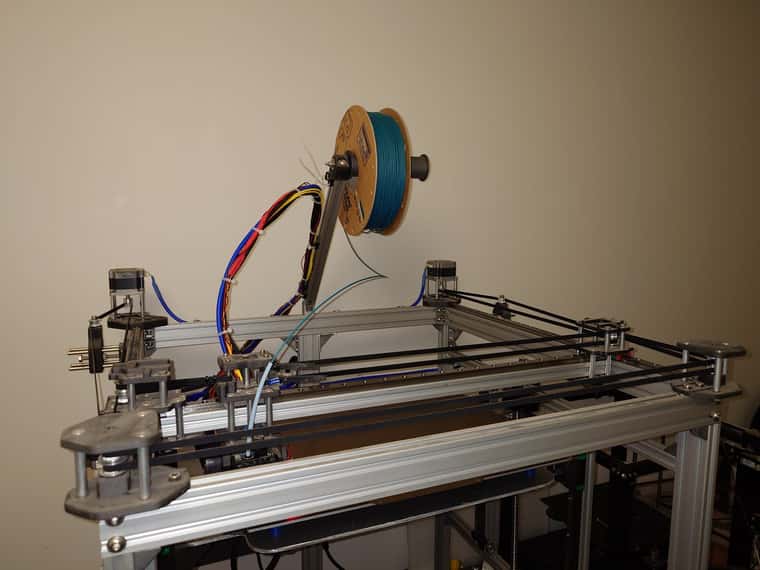
Printed parts are mostly nylon with 10% carbonfiber.
So far ~900€ in parts. -
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
@fcwilt Z datum was set to the highest part, So in order to print Z should go in the -
,
-
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
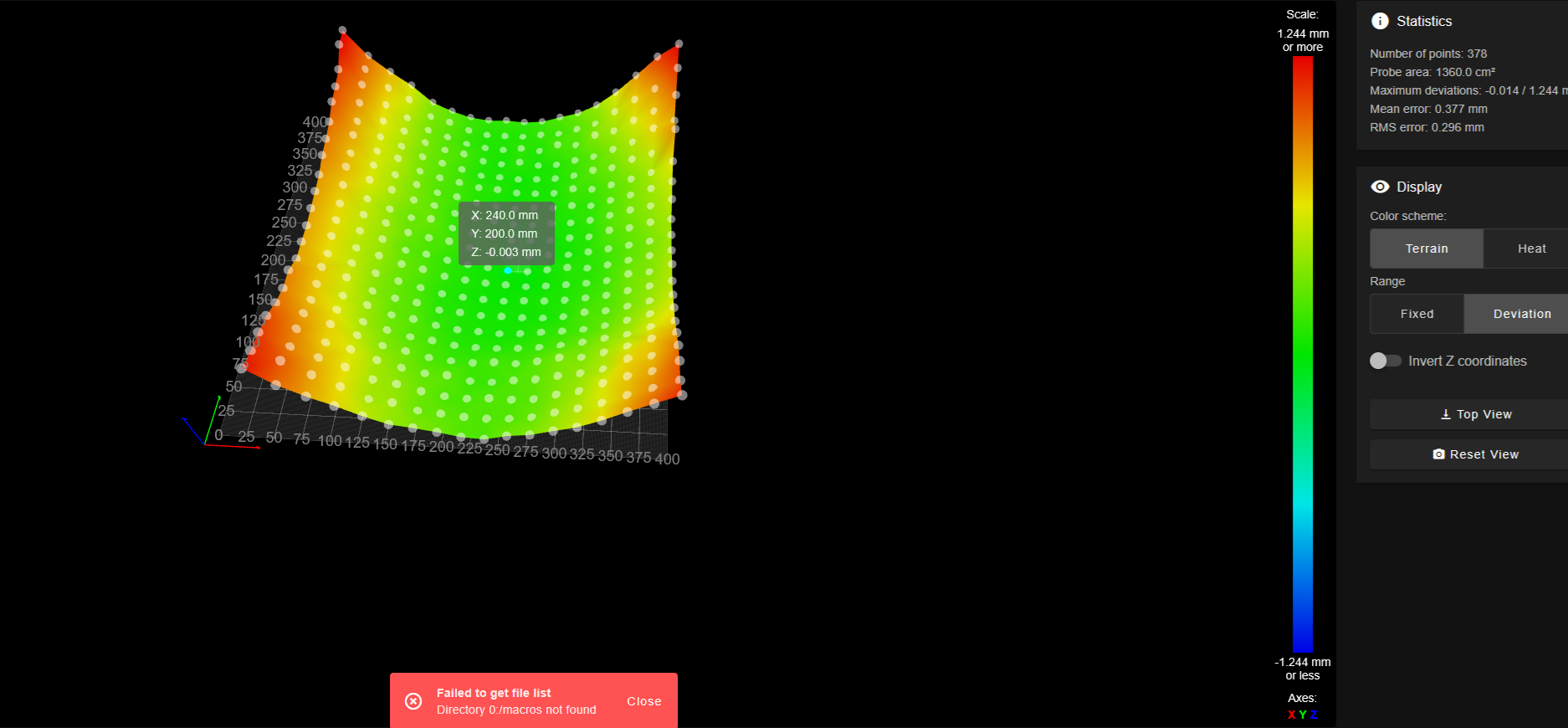
My problem is that after get a height map from G29 the map does nothing to compensate when printing, Z does not moove in -Z only in Z+.
-
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
@droftarts
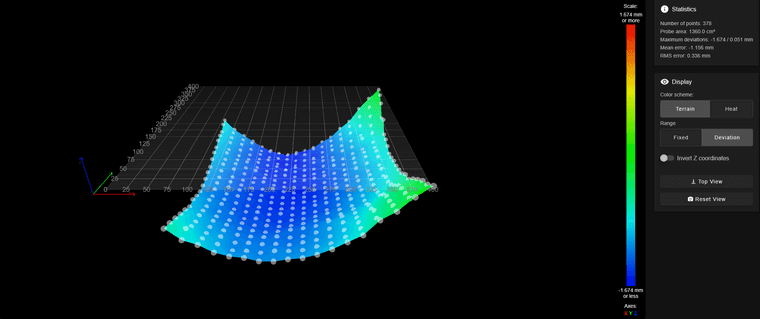
Warning: the height map has a substantial Z offset. Suggest use Z-probe to establish Z=0 datum, then re-probe the mesh.
378 points probed, min error -1.674, max error 0.051, mean -1.157, deviation 0.336
Height map saved to file 0:/sys/heightmap.csvRepRapFirmware height map file v2 generated at 2025-02-22 20:45, min error -1.674, max error 0.051, mean -1.157, deviation 0.336
axis0,axis1,min0,max0,min1,max1,radius,spacing0,spacing1,num0,num1
X,Y,0.00,400.00,0.00,400.00,-1.00,20.00,20.00,21,21
0, 0, 0, -0.605, -0.800, -0.884, -1.019, -1.089, -1.116, -1.179, -1.183, -1.143, -1.120, -1.058, -0.961, -0.838, -0.719, -0.471, -0.333, -0.113, 0.051
0, 0, 0, -0.675, -0.775, -0.954, -1.056, -1.180, -1.183, -1.220, -1.180, -1.185, -1.170, -1.103, -1.048, -0.930, -0.776, -0.600, -0.391, -0.270, -0.060
0, 0, 0, -0.748, -0.904, -1.031, -1.089, -1.210, -1.211, -1.238, -1.233, -1.254, -1.203, -1.158, -1.091, -0.970, -0.830, -0.620, -0.461, -0.331, -0.129
0, 0, 0, -0.828, -0.978, -1.079, -1.143, -1.230, -1.265, -1.275, -1.261, -1.285, -1.261, -1.185, -1.111, -0.988, -0.903, -0.738, -0.518, -0.384, -0.235
0, 0, 0, -0.900, -1.009, -1.120, -1.199, -1.276, -1.316, -1.351, -1.334, -1.295, -1.266, -1.224, -1.124, -1.035, -0.971, -0.818, -0.628, -0.464, -0.349
0, 0, 0, -0.990, -1.073, -1.190, -1.268, -1.328, -1.373, -1.375, -1.401, -1.382, -1.338, -1.280, -1.254, -1.145, -1.046, -0.945, -0.783, -0.598, -0.480
0, 0, 0, -0.989, -1.136, -1.244, -1.271, -1.396, -1.386, -1.431, -1.460, -1.424, -1.394, -1.348, -1.275, -1.200, -1.129, -1.021, -0.856, -0.704, -0.516
0, 0, 0, -1.059, -1.146, -1.230, -1.348, -1.399, -1.401, -1.458, -1.435, -1.471, -1.429, -1.400, -1.360, -1.253, -1.128, -1.063, -0.945, -0.784, -0.619
0, 0, 0, -1.106, -1.209, -1.278, -1.355, -1.419, -1.449, -1.485, -1.490, -1.471, -1.474, -1.399, -1.348, -1.263, -1.191, -1.078, -0.971, -0.815, -0.666
0, 0, 0, -1.110, -1.191, -1.298, -1.339, -1.408, -1.441, -1.489, -1.513, -1.501, -1.479, -1.464, -1.390, -1.305, -1.215, -1.149, -0.993, -0.919, -0.704
0, 0, 0, -1.096, -1.189, -1.280, -1.344, -1.451, -1.469, -1.513, -1.519, -1.531, -1.508, -1.497, -1.408, -1.291, -1.253, -1.141, -1.015, -0.884, -0.719
0, 0, 0, -1.074, -1.191, -1.294, -1.368, -1.438, -1.463, -1.441, -1.519, -1.550, -1.549, -1.479, -1.426, -1.341, -1.250, -1.174, -1.054, -0.930, -0.760
0, 0, 0, -1.073, -1.165, -1.308, -1.382, -1.439, -1.421, -1.505, -1.546, -1.551, -1.556, -1.499, -1.438, -1.350, -1.258, -1.104, -0.994, -0.853, -0.789
0, 0, 0, -1.015, -1.134, -1.243, -1.356, -1.461, -1.454, -1.519, -1.570, -1.531, -1.509, -1.460, -1.398, -1.344, -1.268, -1.106, -0.966, -0.840, -0.730
0, 0, 0, -0.978, -1.141, -1.239, -1.335, -1.398, -1.504, -1.528, -1.513, -1.558, -1.529, -1.485, -1.440, -1.274, -1.264, -1.111, -0.974, -0.870, -0.684
0, 0, 0, -0.963, -1.093, -1.264, -1.308, -1.446, -1.535, -1.539, -1.504, -1.551, -1.511, -1.485, -1.411, -1.270, -1.238, -1.115, -1.011, -0.853, -0.670
0, 0, 0, -0.903, -1.123, -1.273, -1.364, -1.435, -1.510, -1.540, -1.638, -1.565, -1.523, -1.438, -1.393, -1.313, -1.148, -1.059, -0.859, -0.734, -0.438
0, 0, 0, -0.886, -1.054, -1.238, -1.360, -1.470, -1.483, -1.593, -1.606, -1.634, -1.499, -1.463, -1.420, -1.233, -1.136, -1.018, -0.889, -0.655, -0.490
0, 0, 0, -0.893, -1.041, -1.201, -1.326, -1.456, -1.538, -1.558, -1.581, -1.623, -1.458, -1.550, -1.406, -1.240, -1.071, -0.921, -0.755, -0.531, -0.239
0, 0, 0, -0.803, -1.013, -1.186, -1.266, -1.478, -1.486, -1.531, -1.596, -1.548, -1.604, -1.414, -1.368, -1.214, -1.053, -0.858, -0.620, -0.405, -0.129
0, 0, 0, -0.789, -1.018, -1.173, -1.314, -1.465, -1.564, -1.658, -1.674, -1.616, -1.563, -1.483, -1.334, -1.213, -0.993, -0.819, -0.514, -0.275, -0.075Got this far again, No matter where i try to establish the Z=0 datum allways the same error.
What i can tell from this height map that it is the most accurate so far.
Still the height map does ''jack shit'' when it comes to printing, nozzle wont go Z- It can only go Z+.
Why??? -
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
@droftarts
G1 Z-1.97 F50 ; Nozzle Z0 Y200 X160
G92 Z0
G1 Z5
G30 S-1
Stopped at height 4.054 mmGot G30 S-1
Stopped at height 4.054 mm to give a consistent result.is 4.054 mm the nozzle height?
; Probes
M558 K0 P9 C"io7.in" H5 F120 T6000 ; configure BLTouch probe via slot #0
G31 P500 X45 Y0 Z4.054 ; set Z probe trigger value, offset and trigger height
M950 S0 C"io7.out" ; create servo #0 for BLtouch
M557 X0:400 Y0:400 S20???
-
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
@droftarts
So this
Checking the trigger heightThe Z probe trigger height must not vary significantly with XY position. Measure the trigger height of your Z probe at various XY positions and make sure it is consistent. To measure the trigger height:
Make sure there is no filament stuck to the nozzle (you may want to do this test with the nozzle hot) Cancel any existing bed compensation by sending M561 Send M564 S0 to allow movement lower than where the firmware thinks Z=0 is. This is to ensure that you can lower the nozzle all the way to the bed in step 5. Command the print head to the XY coordinates you want to probe. This can be any place where both the nozzle and the probe are over the bed. Either use the jog buttons in DWC, or send a G1 command (eg G1 X100 Y100) to move to a specific location. Command the print head down in small steps, using the jog buttons in DWC or by sending individual G1 Z[value] commands, until the nozzle just touches the bed or just grips a sheet of paper. You may also wish to create a macro to lower the head by e.g. 0.02mm to get greater accuracy (G91 followed by G1 Z-0.02). Send G92 Z0 to define that height as Z=0 Command the nozzle up 5mm (G1 Z5) Send G30 S-1 to probe the bed without resetting the Z=0 position Read off the Z height from the web interface. That is the trigger height. Repeat the previous two steps a couple of times to make sure you are getting a consistent result Repeat steps 4-10 for the other XY positions you want to check.Does nothing?
-
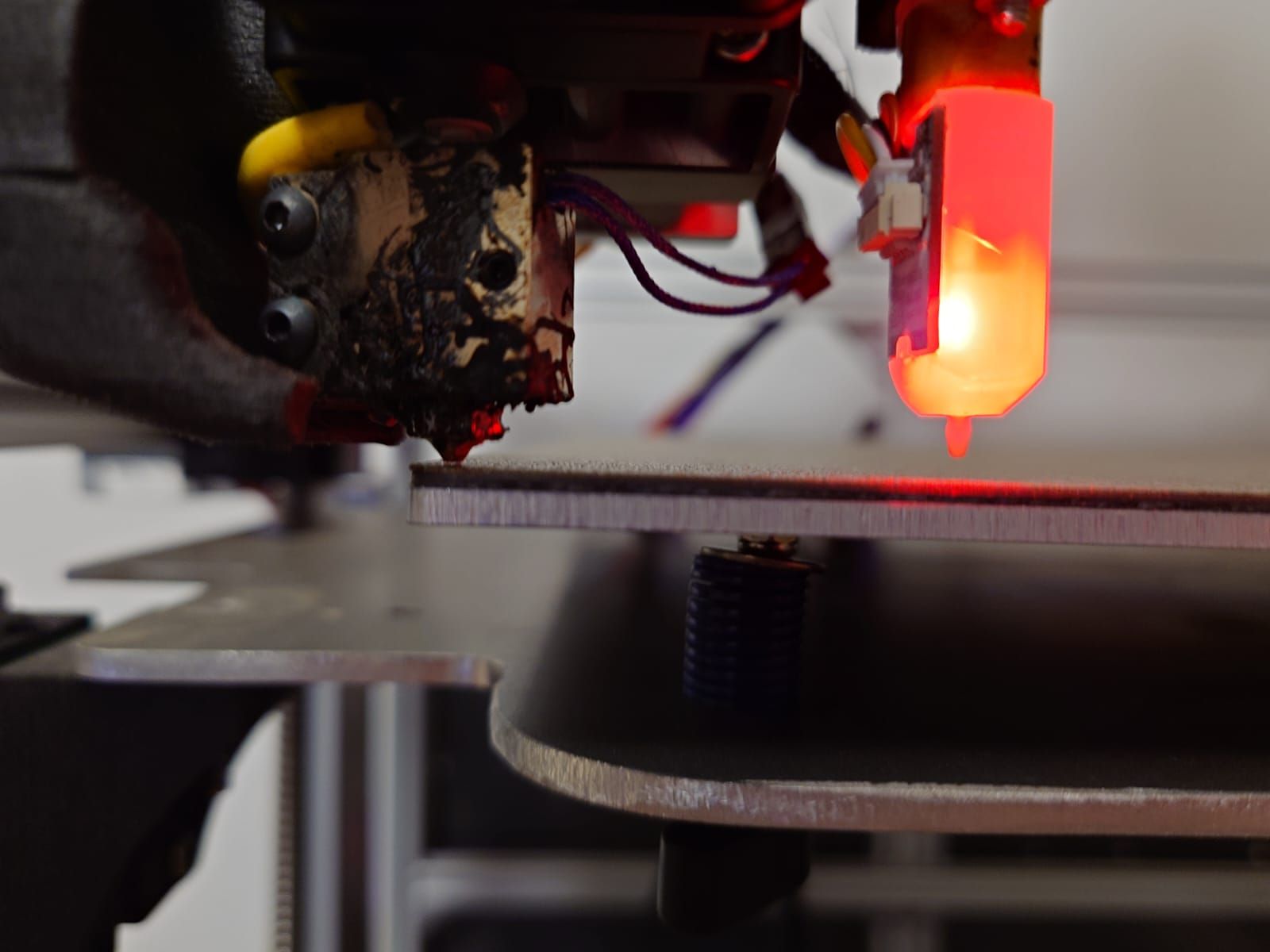
Mesh bed compensation not working, please help.posted in Tuning and tweaking
Is there a way to make it work???????
Have tried running bed leveling 60 times so far nothing works, including manualy adjusting the height map.
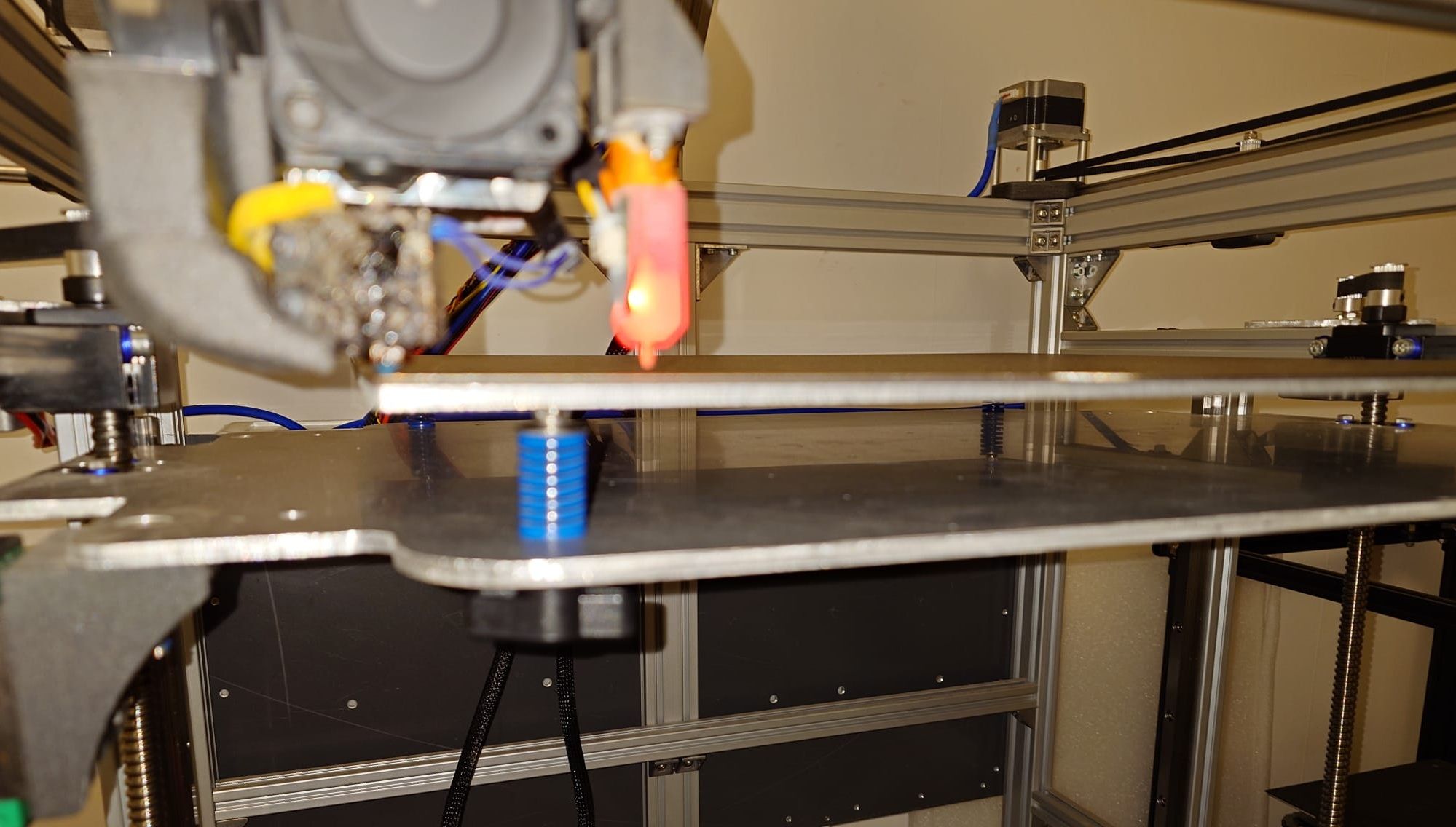
Nozzle NEVER goes to Z print height,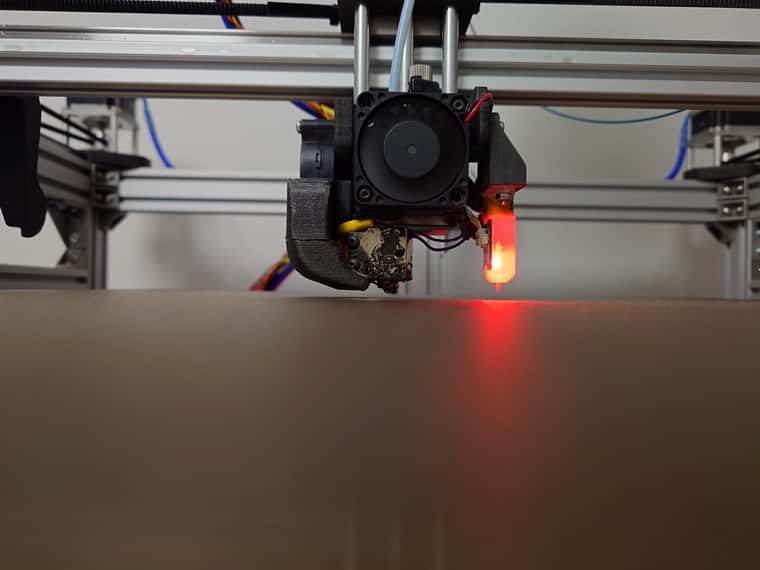
Image of head mid print, gap between print head and Height map is accurate to height map.
 Print head just hovers over most of the bed only going to print height in the corners.
Print head just hovers over most of the bed only going to print height in the corners.
What am i missing? -
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
@Snippy
From tip to nozzle tip in Z is 2mm
From Nozzle tip to probe in X is 45mm
G31 P500 X45 Y0 Z2Oh lord, G30 S-1
Stopped at height 4.062 mm
Anything between 1.080mm to 4.062mm On Z0 Midle Platform
After
Calibrate the Z probe trigger heightMake sure the dynamic test is successful (Z probe stops when it senses the bed) before doing this. Cancel any currently active mesh compensation with M561 Use the X and Y jog buttons to position the nozzle over the centre of the bed Jog the nozzle down until it is just touching the bed or just gripping a sheet of paper. If the firmware doesn't let you jog it down far enough, send M564 S0 to disable axis limits. Once you have the nozzle touching the bed, send command G92 Z0 to tell the firmware that the head is at Z=0 Jog the head up by 5 to 10mm Send command G30 S-1. The nozzle will descend or the bed rise until the probe triggers and the Z height at which the probe stopped will be reported in the console. If you are using a nozzle-contact Z probe, the trigger height will be slightly negative. For any other type of Z probe where the probe triggers before the nozzle contacts the bed, it will be positive. Repeat from step 5 two or three times to make sure that the trigger height is consistent. In Duet Web Control, go to Settings -> System Editor and edit the config.g file. Set the Z parameter in the G31 command to the trigger height that was reported. Save the file. Open config-override.g and check that there are no G31 commands in it. If you find any, delete those lines and save the file. To apply the new trigger height, restart the Duet by sending M999 or pressing Emergency Stop. -
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
@gloomyandy
2.285 was a mistake did not Home Z, It is now-1.170 mm Mid Z0 -
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
So are you still having to babystep by -1mm?
YesDoes the G30 in the middle of the bed now work?
YesWhat does G30 s-1 return if you run it in the centre of the bed?
G30 s-1
-1.170 mm Mid Z0
-1.080 mm X0 Y0 Z0what is going on at the left hand side of your bed?
G31 P500 X45 Y0 Z2, Probe cant reatch, too lazy to tweak settings. -
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
Got The bed leveling to ''work''
RepRapFirmware height map file v2 generated at 2025-02-21 00:50, min error 0.084, max error 1.674, mean 0.474, deviation 0.320
axis0,axis1,min0,max0,min1,max1,radius,spacing0,spacing1,num0,num1
X,Y,0.00,400.00,0.00,400.00,-1.00,20.00,20.00,21,21
0, 0, 0, 0.939, 0.751, 0.632, 0.496, 0.392, 0.341, 0.330, 0.310, 0.311, 0.359, 0.450, 0.506, 0.630, 0.771, 0.932, 1.148, 1.306, 1.523
0, 0, 0, 0.878, 0.761, 0.611, 0.484, 0.372, 0.344, 0.294, 0.293, 0.299, 0.314, 0.365, 0.449, 0.601, 0.747, 0.886, 1.049, 1.210, 1.438
0, 0, 0, 0.804, 0.679, 0.546, 0.477, 0.349, 0.322, 0.253, 0.267, 0.287, 0.326, 0.366, 0.428, 0.561, 0.704, 0.860, 1.036, 1.200, 1.410
0, 0, 0, 0.744, 0.635, 0.487, 0.444, 0.342, 0.283, 0.251, 0.267, 0.269, 0.286, 0.356, 0.429, 0.560, 0.652, 0.785, 0.987, 1.142, 1.340
0, 0, 0, 0.693, 0.604, 0.485, 0.384, 0.281, 0.254, 0.214, 0.210, 0.235, 0.257, 0.315, 0.443, 0.545, 0.631, 0.735, 0.904, 1.088, 1.214
0, 0, 0, 0.625, 0.503, 0.435, 0.322, 0.231, 0.194, 0.190, 0.142, 0.184, 0.221, 0.275, 0.336, 0.434, 0.526, 0.662, 0.799, 0.971, 1.102
0, 0, 0, 0.632, 0.477, 0.366, 0.306, 0.188, 0.184, 0.129, 0.112, 0.146, 0.170, 0.223, 0.300, 0.390, 0.485, 0.580, 0.735, 0.886, 1.040
0, 0, 0, 0.553, 0.460, 0.386, 0.263, 0.182, 0.185, 0.105, 0.130, 0.101, 0.151, 0.189, 0.226, 0.346, 0.490, 0.566, 0.678, 0.821, 0.970
0, 0, 0, 0.526, 0.416, 0.342, 0.264, 0.206, 0.161, 0.100, 0.096, 0.115, 0.144, 0.209, 0.264, 0.340, 0.424, 0.537, 0.666, 0.794, 0.925
0, 0, 0, 0.529, 0.431, 0.329, 0.283, 0.194, 0.170, 0.121, 0.112, 0.120, 0.135, 0.165, 0.233, 0.295, 0.402, 0.490, 0.675, 0.747, 0.920
0, 0, 0, 0.543, 0.432, 0.330, 0.287, 0.169, 0.166, 0.126, 0.109, 0.091, 0.112, 0.151, 0.233, 0.344, 0.392, 0.511, 0.612, 0.766, 0.889
0, 0, 0, 0.578, 0.453, 0.365, 0.286, 0.196, 0.168, 0.184, 0.112, 0.084, 0.105, 0.158, 0.234, 0.289, 0.399, 0.495, 0.622, 0.755, 0.909
0, 0, 0, 0.596, 0.517, 0.371, 0.276, 0.194, 0.245, 0.149, 0.088, 0.109, 0.111, 0.161, 0.216, 0.318, 0.400, 0.550, 0.662, 0.791, 0.882
0, 0, 0, 0.661, 0.553, 0.422, 0.352, 0.246, 0.205, 0.141, 0.124, 0.125, 0.131, 0.185, 0.261, 0.306, 0.429, 0.570, 0.684, 0.805, 0.957
0, 0, 0, 0.696, 0.526, 0.418, 0.334, 0.246, 0.165, 0.180, 0.116, 0.140, 0.160, 0.229, 0.299, 0.400, 0.412, 0.557, 0.727, 0.834, 1.015
0, 0, 0, 0.716, 0.568, 0.431, 0.388, 0.261, 0.194, 0.185, 0.145, 0.144, 0.160, 0.221, 0.283, 0.396, 0.470, 0.589, 0.740, 0.870, 1.059
0, 0, 0, 0.789, 0.608, 0.438, 0.364, 0.249, 0.175, 0.142, 0.096, 0.160, 0.186, 0.223, 0.296, 0.420, 0.500, 0.611, 0.834, 0.932, 1.293
0, 0, 0, 0.814, 0.646, 0.481, 0.402, 0.270, 0.209, 0.152, 0.121, 0.129, 0.204, 0.247, 0.310, 0.424, 0.550, 0.716, 0.831, 1.044, 1.263
0, 0, 0, 0.882, 0.695, 0.505, 0.389, 0.257, 0.209, 0.150, 0.128, 0.144, 0.249, 0.236, 0.380, 0.489, 0.654, 0.801, 0.947, 1.166, 1.382
0, 0, 0, 0.928, 0.711, 0.551, 0.445, 0.269, 0.203, 0.124, 0.121, 0.152, 0.188, 0.325, 0.384, 0.493, 0.632, 0.872, 1.054, 1.246, 1.543
0, 0, 0, 0.954, 0.769, 0.578, 0.460, 0.285, 0.205, 0.166, 0.161, 0.188, 0.229, 0.305, 0.374, 0.585, 0.743, 0.931, 1.174, 1.476, 1.674It still does nothing to compensate, when printing.
-
Z wont go to the corect dept when printing.posted in Tuning and tweaking
When printing i need to manualy babystep ~-1mm for print to stick
Z0 has been tweaked at 0,2mm with a gauge on all 4 corners.
BLtouch Z offset from nozzle is measured at ~2mm, with a gauge block.M558 K0 P9 C"io7.in" H5 F120 T6000 ; configure BLTouch probe via slot #0
G31 P500 X45 Y0 Z2 ; set Z probe trigger value, offset and trigger height
M950 S0 C"io7.out" ; create servo #0 for BLtouch
M557 X0:400 Y0:400 S20G30 at midle bed results in nothing or a Error: G30: Insufficient axes homed for bed probing and a Flashing BLtouch that is stuck and needs a printer re boot
M280 P9 S160 Does nothing.
Impossible to establish Z=0 GWhen homed
G30 s-1
Stopped at height -1.080 mmG29
Results in
Warning: the height map has a substantial Z offset. Suggest use Z-probe to establish Z=0 G, then re-probe the mesh.
378 points probed, min error 0.690, max error 2.499, mean 1.110, deviation 0.357
Height map saved to file 0:/sys/heightmap.csvRepRapFirmware height map file v2 generated at 2025-02-20 23:03, min error 0.690, max error 2.499, mean 1.110, deviation 0.357
axis0,axis1,min0,max0,min1,max1,radius,spacing0,spacing1,num0,num1
X,Y,0.00,400.00,0.00,400.00,-1.00,20.00,20.00,21,21
0, 0, 0, 1.425, 1.253, 1.111, 0.994, 0.910, 0.879, 0.875, 0.870, 0.848, 0.896, 1.010, 1.140, 1.245, 1.410, 1.615, 1.744, 2.066, 2.222
0, 0, 0, 1.378, 1.270, 1.128, 0.983, 0.875, 0.881, 0.840, 0.839, 0.888, 0.899, 0.966, 1.078, 1.219, 1.375, 1.537, 1.766, 1.949, 2.148
0, 0, 0, 1.352, 1.204, 1.037, 0.979, 0.846, 0.860, 0.796, 0.840, 0.850, 0.916, 0.928, 1.049, 1.230, 1.356, 1.517, 1.716, 1.922, 2.119
0, 0, 0, 1.257, 1.161, 1.010, 0.967, 0.872, 0.822, 0.801, 0.834, 0.830, 0.870, 0.955, 1.046, 1.178, 1.311, 1.459, 1.686, 1.859, 2.028
0, 0, 0, 1.237, 1.125, 1.006, 0.910, 0.832, 0.804, 0.763, 0.756, 0.820, 0.884, 0.936, 1.062, 1.165, 1.280, 1.429, 1.608, 1.786, 1.970
0, 0, 0, 1.139, 1.053, 0.960, 0.851, 0.770, 0.746, 0.750, 0.731, 0.784, 0.835, 0.890, 0.975, 1.080, 1.195, 1.350, 1.479, 1.679, 1.816
0, 0, 0, 1.166, 1.026, 0.925, 0.855, 0.759, 0.767, 0.730, 0.701, 0.734, 0.773, 0.838, 0.944, 1.047, 1.136, 1.283, 1.445, 1.609, 1.780
0, 0, 0, 1.089, 1.007, 0.932, 0.822, 0.759, 0.759, 0.700, 0.721, 0.707, 0.770, 0.816, 0.870, 0.999, 1.178, 1.277, 1.378, 1.535, 1.703
0, 0, 0, 1.060, 0.971, 0.908, 0.840, 0.767, 0.734, 0.690, 0.696, 0.720, 0.770, 0.849, 0.911, 0.996, 1.108, 1.251, 1.374, 1.491, 1.671
0, 0, 0, 1.074, 0.985, 0.889, 0.845, 0.789, 0.770, 0.720, 0.729, 0.740, 0.769, 0.818, 0.892, 0.974, 1.090, 1.206, 1.384, 1.467, 1.656
0, 0, 0, 1.091, 0.977, 0.900, 0.868, 0.769, 0.770, 0.749, 0.749, 0.745, 0.760, 0.814, 0.898, 1.010, 1.086, 1.219, 1.336, 1.475, 1.620
0, 0, 0, 1.114, 1.013, 0.921, 0.858, 0.777, 0.785, 0.815, 0.756, 0.734, 0.759, 0.816, 0.894, 0.970, 1.090, 1.206, 1.334, 1.466, 1.624
0, 0, 0, 1.136, 1.062, 0.936, 0.871, 0.796, 0.850, 0.784, 0.727, 0.757, 0.769, 0.831, 0.891, 0.996, 1.076, 1.255, 1.370, 1.516, 1.634
0, 0, 0, 1.197, 1.101, 0.977, 0.932, 0.825, 0.820, 0.785, 0.754, 0.780, 0.793, 0.851, 0.925, 0.985, 1.114, 1.289, 1.414, 1.536, 1.700
0, 0, 0, 1.247, 1.078, 1.001, 0.934, 0.864, 0.810, 0.810, 0.765, 0.799, 0.819, 0.881, 0.970, 1.092, 1.130, 1.275, 1.444, 1.571, 1.760
0, 0, 0, 1.265, 1.146, 1.000, 0.967, 0.841, 0.820, 0.818, 0.781, 0.791, 0.820, 0.889, 0.954, 1.090, 1.161, 1.300, 1.475, 1.626, 1.836
0, 0, 0, 1.352, 1.158, 1.020, 0.956, 0.860, 0.812, 0.793, 0.766, 0.825, 0.868, 0.928, 0.984, 1.104, 1.274, 1.364, 1.555, 1.736, 2.017
0, 0, 0, 1.379, 1.219, 1.059, 0.953, 0.862, 0.829, 0.795, 0.797, 0.812, 0.892, 0.940, 1.039, 1.160, 1.290, 1.463, 1.600, 1.828, 1.999
0, 0, 0, 1.453, 1.267, 1.075, 0.994, 0.879, 0.831, 0.781, 0.769, 0.810, 0.944, 0.944, 1.092, 1.171, 1.406, 1.539, 1.715, 1.953, 2.189
0, 0, 0, 1.516, 1.324, 1.186, 1.054, 0.876, 0.854, 0.793, 0.786, 0.829, 0.880, 0.991, 1.080, 1.211, 1.386, 1.588, 1.838, 2.021, 2.358
0, 0, 0, 1.591, 1.381, 1.190, 1.084, 0.894, 0.841, 0.824, 0.856, 0.880, 0.922, 1.006, 1.100, 1.311, 1.506, 1.715, 1.979, 2.251, 2.499