WOW... the webcontroll update from 3.1.1 to 3.2 worked without a sacrifice.
Snippy
@Snippy
Good at designing stuff, bad at making them.
Bachelor's degree at mechanical engineering.
Best posts made by Snippy
-
RE: Duet 3 HC6 one final try before i give up.posted in Duet Web Control
-
RE: Changing fan out from out9 to out5 has no effectposted in Duet Hardware and wiring
Got it to work, now the broblem is that the fans stop spinning at 70% in webcontroll, full blast at 100% and about 50% speed when set to 94% in webcontroll.
-
RE: Weid stuff when homing.posted in Tuning and tweaking
@jay_s_uk
Lol thanks, allso it was homing in the wrong direction
M569 P0.1 S1 D3 V2000 ; driver 0.1 goes forwards (Z axis)
M569 P0.2 S1 D3 V2000 ; driver 0.2 goes forwards (Z axis)
M569 P0.3 S1 D3 V2000 ; driver 0.3 goes backwards (X axis)
M569 P0.4 S1 D3 V2000 ; driver 0.4 goes backwards (Y axis)
So S1 to S0 -
RE: Duet 3 HC6 one final try before i give up.posted in Duet Web Control
Well the update seems to have increased the upload speed significantly.
-
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
@fcwilt
And yes, Z mooves corectly.
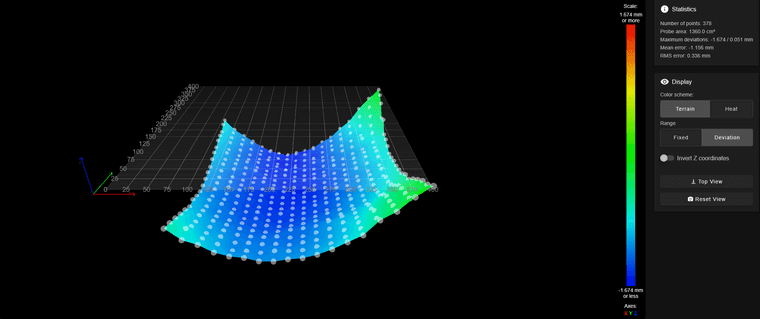
Only problem i have is the mesh bed compensation does absolutely nothing.
And i might have a solution for the bed being a dish, ill just drill and tap some holes in the bed subplate 6mm 7068 aluminium plate and use some extra bolts with rubber tips to push out the bow. -
RE: Duet 3 HC6 one final try before i give up.posted in Duet Web Control
allso now my independent twin print cooling systems seems to work.
")
Latest posts made by Snippy
-
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
@sebkritikel
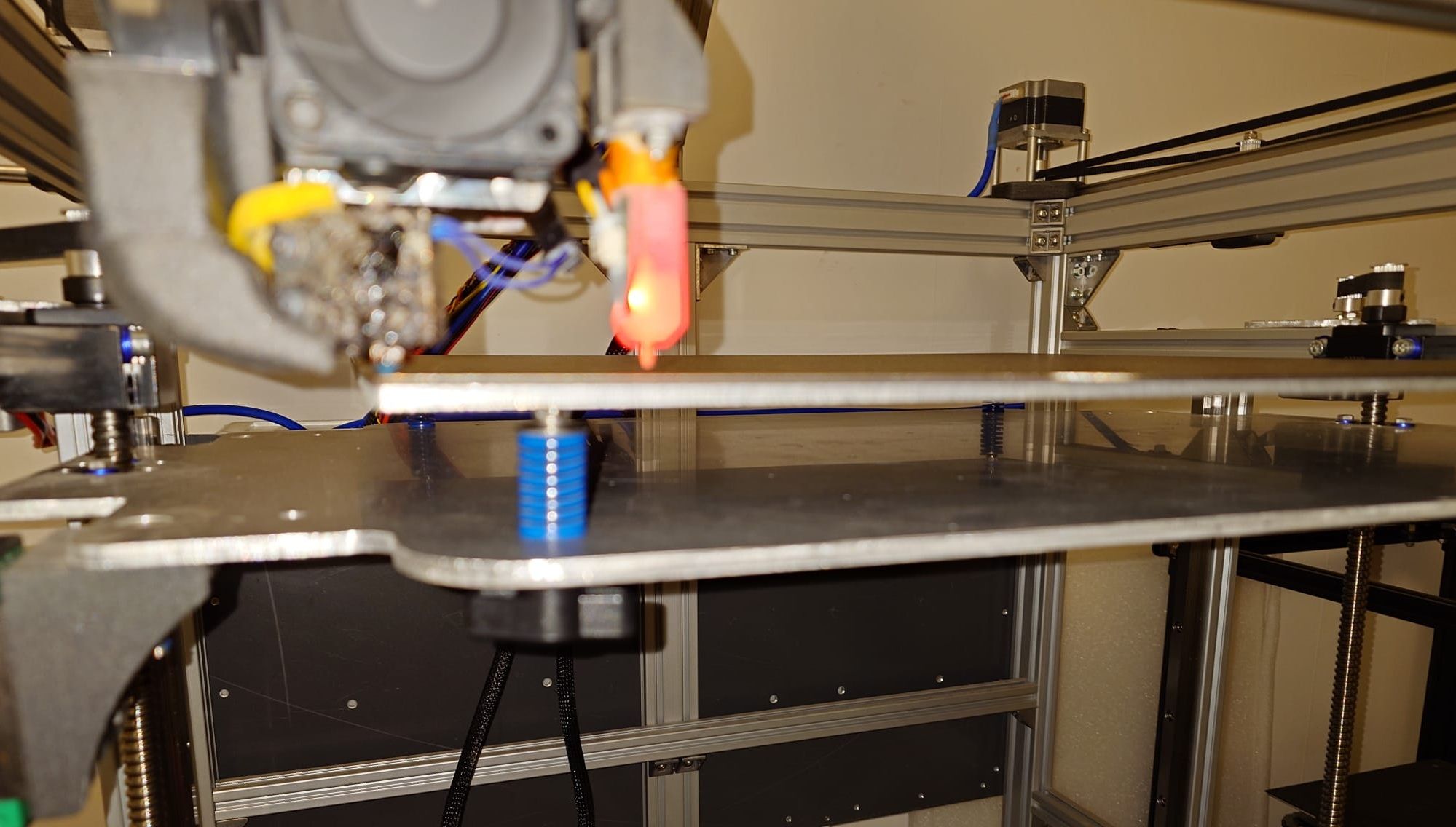
Silicone tip would be better ofc, that bed wont go over 130 °C at 24v, The heating element is glued to the underside of the bed. -
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
@sebkritikel
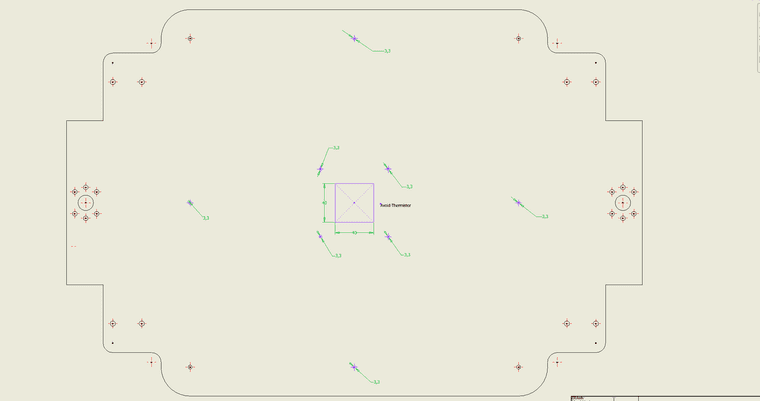
Purple stuff is the added leveling for the sub bed, tap to M4 and using bolts with rubber tips to push the bed.
This enought for leveling, or should i tap a 20x20 grid on the whole surface?
-
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
@sebkritikel
; Smart Drivers
M569 P0.0 S1 D3 V2000 ; driver 0.0 goes forwards (extruder 0)
M569 P0.1 S0 D3 V2000 ; driver 0.1 goes forwards (Z axis)
M569 P0.2 S0 D3 V2000 ; driver 0.2 goes forwards (Z axis)
M569 P0.3 S0 D3 V2000 ; driver 0.3 goes backwards (X axis)
M569 P0.4 S0 D3 V2000 ; driver 0.4 goes backwards (Y axis); Motor Idle Current Reduction
M906 I30 ; set motor current idle factor
M84 S30 ; set motor current idle timeout; Axes
M584 X0.3 Y0.4 Z0.1:0.2 ; set axis mapping
M350 X16 Y16 Z16 I1 ; configure microstepping with interpolation
M906 X1040 Y1040 Z1040 ; set axis driver currents
M92 X80 Y80 Z800 ; configure steps per mm
M208 X0:400 Y0:400 Z0:220 ; set minimum and maximum axis limits
M566 X4000 Y4000 Z4000 ; set maximum instantaneous speed changes (mm/min)
M203 X35000 Y35000 Z1500 ; set maximum speeds (mm/min)
M201 X10000 Y10000 Z10000 ; set accelerations (mm/s^2); Extruders
M584 E0.0 ; set extruder mapping
M350 E16 I1 ; configure microstepping with interpolation
M906 E940 ; set extruder driver currents
M92 E409 ; configure steps per mm
M566 E120 ; set maximum instantaneous speed changes (mm/min)
M203 E3600 ; set maximum speeds (mm/min)
M201 E250 ; set accelerations (mm/s^2); Kinematics
M669 K1 ; configure CoreXY kinematics; Endstops
M574 X1 P"!io1.in" S1 ; configure X axis endstop
M574 Y1 P"!io2.in" S1 ; configure Y axis endstop
M574 Z1 P"!io3.in" S1 ; configure Z axis endstop; Probes
M558 K0 P9 C"io7.in" H5 F120 T6000 ; configure BLTouch probe via slot #0
G31 P500 X45 Y0 Z4.054 ; set Z probe trigger value, offset and trigger height
M950 S0 C"io7.out" ; create servo #0 for BLtouch
M557 X0:400 Y0:400 S20; Sensors
M308 S0 P"temp1" Y"thermistor" A"Heated Bed" T100000 B3950 C7.06e-8 ; configure sensor #0
M308 S1 P"temp0" Y"thermistor" A"Nozzle" T100000 B4725 C7.06e-8 ; configure sensor #1; Heaters
M950 H0 C"out0" T0 ; create heater #0
M143 H0 P0 T0 C0 S110 A0 ; configure heater monitor #0 for heater #0
M307 H0 R0.128 K0.179:0.000 D11.50 E1.35 S1.00 B0 ; configure model of heater #0
M950 H1 C"out1" T1 ; create heater #1
M143 H1 P0 T1 C0 S300 A0 ; configure heater monitor #0 for heater #1
M307 H1 R1.040 K0.469:0.000 D10.85 E1.35 S1.00 B0 V23.9 ; configure model of heater #1; Heated beds
M140 P0 H0 ; configure heated bed #0; Fans
M950 F0 C"out4+out4.tach" Q8 ; create fan #0
M106 P0 C"PCF" S0 L0 X1 B0.1 ; configure fan #0; Tools
M563 P0 D0 H1 F0 ; create tool #0
M568 P0 R0 S0 ; set initial tool #0 active and standby temperatures to 0C; Miscellaneous
T0 ; select first tool -
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
@fcwilt
And yes, Z mooves corectly.
Only problem i have is the mesh bed compensation does absolutely nothing.
And i might have a solution for the bed being a dish, ill just drill and tap some holes in the bed subplate 6mm 7068 aluminium plate and use some extra bolts with rubber tips to push out the bow. -
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
@fcwilt
Bed is https://www.aliexpress.com/item/1005003056403054.html?spm=a2g0o.order_list.order_list_main.84.71821802lt2l0t
The printer is homebrew 100%, Core XY
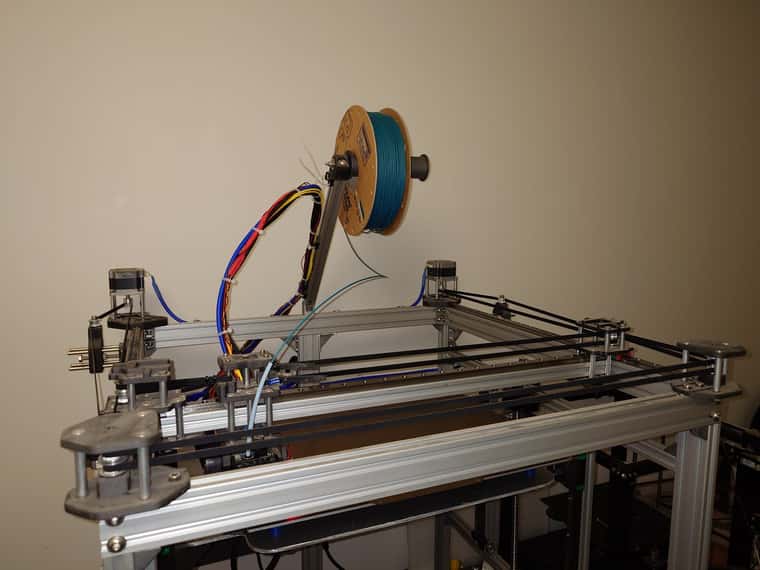
Printed parts are mostly nylon with 10% carbonfiber.
So far ~900€ in parts. -
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
@fcwilt Z datum was set to the highest part, So in order to print Z should go in the -
,
-
RE: Z wont go to the corect dept when printing.posted in Tuning and tweaking
My problem is that after get a height map from G29 the map does nothing to compensate when printing, Z does not moove in -Z only in Z+.