@jay_s_uk It's a 2.4
Posts made by TimsWorkshop
-
RE: Can't connect to Wifi - SPI Timeoutposted in Firmware installation
Not sure if worth mentioning, but I have it set as client mode.
I did try with AP mode, but same problem persisted. -
RE: Can't connect to Wifi - SPI Timeoutposted in Firmware installation
@jay_s_uk - thanks mate. I did some backwards looking through previous releases, and found the most recent wifi version update, so I'm now on 1.27. Good shout.
I've gone back and did the following, which shows my network, but with an IP of 0.0.0.0
>>> M552 S0 SENDING:M552 S0 Error: WiFi module reported: no known networks found [ERROR] Error: WiFi module reported: no known networks found WiFi module is idle >>> M587 SENDING:M587 Remembered networks: TNCAPF2FD81 IP=192.168.1.14 GW=0.0.0.0 NM=0.0.0.0 SKYNET IP=0.0.0.0 GW=0.0.0.0 NM=0.0.0.0So seeing this, I then decided to clear the list with
M588 S"*".
I thenM552 S0and then re-added my network withM587....but I still can't connect.Very weird behaviour
-
Can't connect to Wifi - SPI Timeoutposted in Firmware installation
Hi all!
So my SD card slot stopped working out of nowhere and I am in the process of putting in a replacement board.
I've upgraded the firmware from 3.1.1 -> 3.3 -> 3.4.6 and in all of these instances, I cannot get my WiFi access to work as every time I try to set my network details with M587, I get errors stating SPI Timout.Here's my M587 command
>>> M587 S"Skynet" P"******" SENDING:M587 S"SKYNET" P"*******" Error: M587: Failed to add SSID to remembered list: SPI timeout [ERROR] Error: M587: Failed to add SSID to remembered list: SPI timeoutOnce this happens, I did try turning the WiFi module off and back on, but got the same result.
I've tried re-installing the firmware, but still the same SPI error.
I read on an old Git issue that sometimes M587 will not work the first time, but the second time it always does, and so I tried that, but after the first failed M587, the WiFi module turns off:>>> M552 S0 SENDING:M552 S0 Error: WiFi module reported: no known networks found [ERROR] Error: WiFi module reported: no known networks found WiFi module is idle >>> M552 S1 SENDING:M552 S1 Error: WiFi module reported: no known networks found [ERROR] Error: WiFi module reported: no known networks found >>> M587 S"Skynet" P"******" SENDING:M587 S"SKYNET" P"*******" Error: M587: Failed to add SSID to remembered list: SPI timeout [ERROR] Error: M587: Failed to add SSID to remembered list: SPI timeout >>> M587 S"Skynet" P"******" SENDING:M587 S"SKYNET" P"*******" Error: M587: Failed to add SSID to remembered list: WiFi module is disabled [ERROR] Error: M587: Failed to add SSID to remembered list: WiFi module is disabledI do see that 3.4.6 does not have a
Duet2_SDIAP32_WiFiEth.bin, but 3.4.5 does and this is the one I used... Unsure if that's an issue?And below is the output of M122, I do see that my WiFi version is 1.02 - is that the most recent?
Output of M122
>>> M122 SENDING:M122 === Diagnostics === RepRapFirmware for Duet 2 WiFi/Ethernet version 3.4.6 (2023-07-21 14:08:28) running on Duet WiFi 1.02 or later Board ID: 0JD0M-9P6B2-NJ4S8-6JKD4-3SJ6T-9A46J Used output buffers: 1 of 26 (3 max) === RTOS === Static ram: 23896 Dynamic ram: 75924 of which 0 recycled Never used RAM 9404, free system stack 193 words Tasks: NETWORK(ready,7.5%,336) HEAT(notifyWait,0.0%,353) Move(notifyWait,0.0%,363) MAIN(running,90.8%,456) IDLE(ready,1.7%,30), total 100.0% Owned mutexes: USB(MAIN) === Platform === Last reset 00:00:54 ago, cause: power up Last software reset details not available Error status: 0x00 [ERROR] Error status: 0x00 Aux0 errors 0,0,0 Step timer max interval 0 MCU temperature: min 27.9, current 30.4, max 30.7 Supply voltage: min 1.4, current 1.8, max 1.8, under voltage events: 0, over voltage events: 0, power good: no Heap OK, handles allocated/used 99/26, heap memory allocated/used/recyclable 2048/374/0, gc cycles 0 Events: 0 queued, 0 completed Driver 0: ok, SG min n/a Driver 1: ok, SG min n/a Driver 2: ok, SG min n/a Driver 3: ok, SG min n/a Driver 4: ok, SG min n/a Driver 5: Driver 6: Driver 7: Driver 8: Driver 9: Driver 10: Driver 11: Date/time: 1970-01-01 00:00:00 Cache data hit count 2329443531 Slowest loop: 4.28ms; fastest: 0.13ms I2C nak errors 0, send timeouts 0, receive timeouts 0, finishTimeouts 0, resets 0 === Storage === Free file entries: 10 SD card 0 detected, interface speed: 20.0MBytes/sec SD card longest read time 3.1ms, write time 0.0ms, max retries 0 === Move === DMs created 83, segments created 0, maxWait 0ms, bed compensation in use: none, comp offset 0.000 === MainDDARing === Scheduled moves 0, completed 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1 === AuxDDARing === Scheduled moves 0, completed 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1 === Heat === Bed heaters 0 -1 -1 -1, chamber heaters -1 -1 -1 -1, ordering errs 0 === GCodes === Segments left: 0 Movement lock held by null HTTP is idle in state(s) 0 Telnet is idle in state(s) 0 File is idle in state(s) 0 USB is ready with "M122" in state(s) 0 Aux is idle in state(s) 0 Trigger is idle in state(s) 0 Queue is idle in state(s) 0 LCD is idle in state(s) 0 Daemon is idle in state(s) 0 Autopause is idle in state(s) 0 Code queue is empty === Filament sensors === Extruder 0 sensor: ok === Network === Slowest loop: 1.34ms; fastest: 0.00ms Responder states: HTTP(0) HTTP(0) HTTP(0) HTTP(0) FTP(0) Telnet(0) HTTP sessions: 0 of 8 = WiFi = Interface state: active Module is idle Failed messages: pending 0, notready 0, noresp 0 WiFi firmware version 1.23 WiFi MAC address e0:98:06:23:00:47 WiFi Vcc 3.47, reset reason Turned on by main processor WiFi flash size 4194304, free heap 27448 Clock register ffffffff Socket states: 0 0 0 0 0 0 0 0Keen to see if I missed a step or updated the firmware in the incorrect order and if someone knows how I can get out of this SPI Timeout error?
Thanks for reading!
Tim -
RE: G32 causing low 4 corners in G29posted in Tuning and tweaking
Thanks @gnydick - Definitely a few things for me to tweak and after further reading of the documentation, the 3 points are levelling off the first point so I believe that is why those 4 probe points are all similar but the bed is more center.
Once this print finishes, going to spend some time getting that first point flush with the rest of the bed by loosening the knobs and running smaller G29 probes to get it more aligned and then once I'm happy, going to run another P20 mesh and see how we go.
-
G32 causing low 4 corners in G29posted in Tuning and tweaking
Hi All,
I've been doing some tweaks on my printer as my 4 lead screws just weren't holding and was causing me to set Z0, probe offset and MBL/ABL before every print. So I removed the springs and put on silicon brackets which keep it nice and tight.
I was able to adjust everything so that when I run G32, I get either 0.00 or 0.001 deviation which is great for the next G29 run. BUT, when I run G29, my 4 corners are all visually lower which I find odd, especially of G32 is telling me these are all level.
So after a few attempts to MBL and ABL and getting the same result in my Heightmap, I wanted to see if I could get some suggestions from here.
I have a Ender 5 Plus with 4 bed screws and 2 Z lead screws on independent motors.
Duet 2 Wifi
RepRap version 3.4.1Here are some screenshots from my Heightmap:
And this my bed.g file
G28 Z; home G30 P0 X{global.probe_offset_x} + {global.fl_screw_x} Y{global.probe_offset_y} + {global.fl_screw_y} Z-9999 ; Front-Left G30 P1 X{global.probe_offset_x} + {global.fr_screw_x} Y{global.probe_offset_y} + {global.fr_screw_y} Z-9999 ; Front-Right G30 P3 X{global.probe_offset_x} + {global.bl_screw_x} Y{global.probe_offset_y} + {global.bl_screw_y} Z-9999 ; Back-Left G30 P2 X{global.probe_offset_x} + {global.br_screw_x} Y{global.probe_offset_y} + {global.br_screw_y} Z-9999 S4 ; Back-RightAnd here's mesh.g
; ###################################################### ;mesh g - manually configured ; ###################################################### M98 P"configs/zhome_config.g" ; configure z=0 datum (this still confuses me on how this is set) ; ###################################################### ; Probe bed and create Heightmap ; Duet automatically adds the probe offset to x,y, so remember to calculate this into the below ; ###################################################### M561 ; clear any bed transform G28 Z M557 X12.5:320 Y10:314 P20 G29 S0 ; probe and save height mapAnd the associated zhome_config.g
G90 ; absolute moves ; move probe to center of bed G1 X{((move.axes[0].max + move.axes[0].min) / 2) - sensors.probes[0].offsets[0]}, Y{((move.axes[1].max + move.axes[1].min) / 2) - sensors.probes[0].offsets[1]}, F{global.g_axes_speeds} M558 F900 G30 ; home Z by probing the bed G90 ; absolute positioning G1 Z{global.g_move_forward} F{global.g_axes_speeds} ; lift Z to set positionAnd here's homez.g just in case
; ###################################################### ; homez.g - called to home the Z axis ; ###################################################### G91 ; relative positioning G1 H2 Z{global.g_move_forward} F{global.g_axes_speeds} ; lift Z relative to current position G90 ; absolute positioning ; ###################################################### ; Run z-home as per homeall, bed and mesh configurations ; ###################################################### M98 P"configs/zhome_config.g"And finally my config.g jsut incase this is needed as well
; Configuration file for Duet WiFi (firmware version 3) ; executed by the firmware on start-up ; ###################################################### ; General preferences ; ###################################################### G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Stargate SG-1 - Jackson" ; set printer name ; ###################################################### ; Global Variables ; ###################################################### global g_move_forward = 10 ; can be used to always move Z to known height global g_move_back = -{global.g_move_forward} ; can be used to always move Z to known height global g_axes_speeds = 8000 ; Speeds to move axes during homing ; Z-Lead Screw Positions global l_zlead_screw_x = 57 global r_zlead_screw_x = 353 global zlead_screw_y = 217 ; 4-P Bed Levelling Positions global fl_screw_x = 52 global fl_screw_y = 81 global fr_screw_x = 349 global fr_screw_y = 81 global bl_screw_x = 52 global bl_screw_y = 338 global br_screw_x = 349 global br_screw_y = 338 global g_print_end_mode = "HEAT OFF" ; determines if heaters are turned off when print is done global g_map_mode = "FULL" ; determines which kind of height map is created/loaded global g_probe_mode = "TWO" ; determines if z proving used consecutive or averaging global g_level_mode = "3PT" ; determines if 3 or 4 points are used for leveling ; BL-Touch Probe Offsets global probe_offset_x = -30 ; BL Touch X offset global probe_offset_y = -36 ; BL Touch Y offset global probe_offset_z = 3.085 ; BL Touch Z offset ; E-Step Settings global e_steps = 393.64774 ; ###################################################### ; Network ; ###################################################### M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; ###################################################### ; Stepper Drives ; ###################################################### M569 P0 S0 ; X drive 0 goes backwards M569 P1 S1 ; Y drive 1 goes backwards M569 P2 S1 ; Z1 drive 2 goes forwards M569 P3 S0 ; E drive 3 goes backwards M584 X0 Y1 Z2 E3 ; set drive mapping ; ###################################################### ; Movement ; ###################################################### M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z800.00 E{global.e_steps} ; set steps per mm M566 X900.00 Y900.00 Z300.00 E2000.00 P1 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z900.00 E6000.00 ; set maximum speeds (mm/min) M201 X3500.00 Y3500.00 Z3500.00 E3500.00 ; set accelerations (mm/s^2) 200 M906 X800 Y800 Z800 E1200 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; ###################################################### ; Pressure Advance ; ###################################################### ;M572 D0 S0.25 ; ###################################################### ; Axis Min/Max ; ###################################################### M208 S1 X0 Y0 Z-2 ; set axis minima M208 S0 X350 Y350 Z400 ; set axis maxima ; ###################################################### ; Endstops ; ###################################################### M574 X2 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop M574 Y2 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop M574 Z1 S2 ; configure Z-probe endstop for low end on Z ; ###################################################### ; Kinematics ; ###################################################### M669 K0 ; ###################################################### ; Custom Probe config file ; ###################################################### M98 P"configs/probe_config.g" ; Config settings for my BL Touch probe ; ###################################################### ; Heaters ; ###################################################### M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S150 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T100000 B4725 C7.060000e-8 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S300 ; set temperature limit for heater 1 to 300C ; ###################################################### ; Fans ; ###################################################### M950 F0 C"nil" ; Free up pin F0 M950 F0 C"fan1" Q500 ; Assign Fan0 for Prusa Slicer and default for other slicers M106 P0 S0 H-1 M950 F1 C"nil" ; Free up pin F0 M950 F1 C"fan0" Q500 ; create fan 0 on pin fan3 and set its frequency M106 P1 S1 H1 T80 ; set fan 1 value. Thermostatic control is turned on ; ###################################################### ; Tools ; ###################################################### M563 P0 D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; ###################################################### ; Probe points for my 2x Z Lead Screws ; ###################################################### ;M671 X{global.fl_screw_x}:{global.fr_screw_x}:{global.bl_screw_x}:{global.br_screw_x} Y{global.fl_screw_y}:{global.fr_screw_y}:{global.bl_screw_y}:{global.br_screw_y} M671 X30:310:30:310 Y76.8:76.8:338:338 ; ###################################################### ; Custom Configurations ; ###################################################### ; Filament Runout Sensor M591 D0 P1 C"e0stop" S1 ; TFT Display Config M575 P1 S1 B57600 ; Miscellaneous M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss M501 ; load saved parameters from non-volatile memoryWould love some suggestions if someone has any?
Thanks in advance!
Cheers
Tim -
RE: Could this height map offset be causing first layer issues?posted in Tuning and tweaking
Looks like my assumption was right, I just did the change and it probed all my points and gave me a good mesh.
So happy to finally have my height map back where it belongs.Going to add some comments and notes to mesh to automated the calculations in the future.
Thanks @Norder for the help!
-
RE: Could this height map offset be causing first layer issues?posted in Tuning and tweaking
@norder agreed!
So now I've done the change and I can see my mesh is centered, but I have had to rejig a lot of my bed.g and mesh.g files to accommodate.
I'm getting points get be reached when I run G29, and I believe if I remember correctly, G29 takes into account the offsets and and does calculations itself?
So if I have:
; BL-Touch Probe Offsets global probe_offset_x = -30 ; BL Touch X offset global probe_offset_y = -36 ; BL Touch Y offset global probe_offset_z = 3.906 ; BL Touch Z offsetThen in my mesh.g I have, as this is the true area I want to probe:
M557 X58:378 Y73:378 P20But when I run it, it looks like it's adding my offsets, so my question is do I need to subtract these offsets from my x/y coordinate in my mesh.g to allow G29 to properly calculate?
-
RE: Could this height map offset be causing first layer issues?posted in Tuning and tweaking
@norder ahh man, I feel really dumb! Yes, my BLT is in front, and to the left of the nozzle and not sure why I didn't pick that up. I've updated that and my mesh.g file and will do some calibration again.
And nice pick up on the EZABL reference, I did have one but put the BLT back on and forgot to update the comment.
-
Could this height map offset be causing first layer issues?posted in Tuning and tweaking
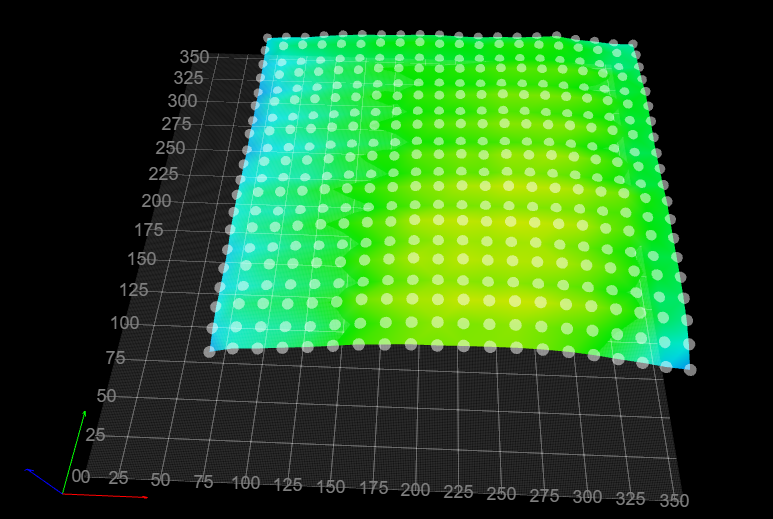
Hi All - I've been trying to print some fairly large pieces, and no matter what I do, I can't get a good first layer on the outter extremities and starting to wonder if this height map offset is the issue?
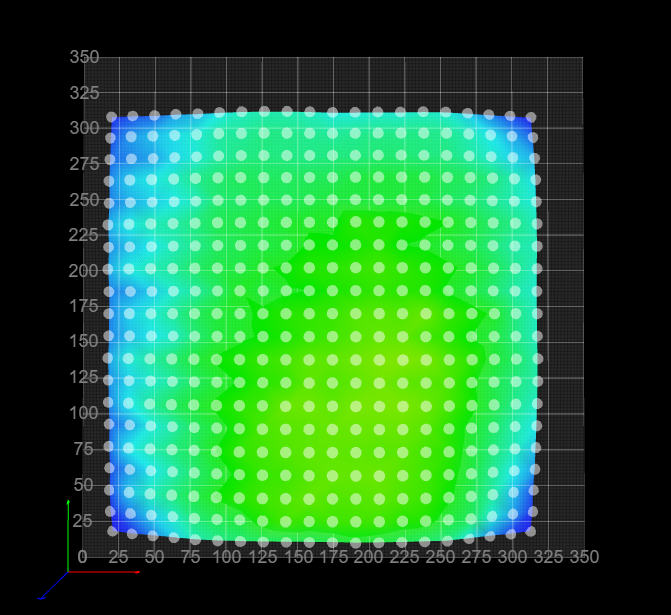
Now I'm not sure why my height map shows like this, and would love to resolve it, but here's how it looks now:
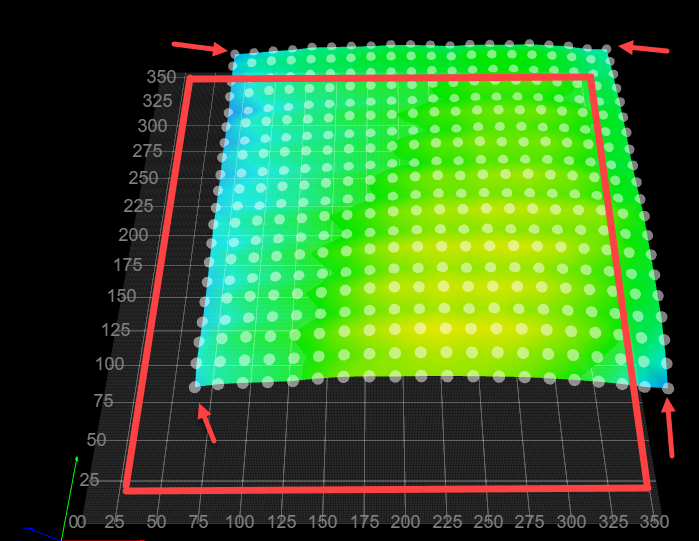
Bottom Right, Top Right, & Top Left are all 'outside' the print bed, and my print area is in inside the red box.
I've done G32 and G29 multiple times, and even though on G32, I can get a 0.00 - 0.001 across all four corners, I do not get even first layer in these corners and can visually see the height difference when printing.
I'm sure there's some wrong config, somewhere, causing this and it's probably has to do with my mesh.g file alongside my probe offsets (Hemera hotend with BLT), but if I reduce my mesh size prob points, I get unable to reach probe area and failures.
Would love some help on getting my config correct, as well as the height map as pictured correct, so I can run more G32/29 bed levelling to hopefully get consistent first layers in these outter areas.
Here's some config files for reference:
config.g
; Configuration file for Duet WiFi (firmware version 3) ; executed by the firmware on start-up ; ###################################################### ; General preferences ; ###################################################### G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Stargate SG-1 - Jackson" ; set printer name ; ###################################################### ; Global Variables ; ###################################################### global g_move_forward = 5 ; can be used to always move Z to known height global g_move_back = -{global.g_move_forward} ; can be used to always move Z to known height global g_axes_speeds = 8000 ; Speeds to move axes during homing ; Z-Lead Screw Positions global l_zlead_screw_x = 57 global r_zlead_screw_x = 353 global zlead_screw_y = 217 ; 4-P Bed Levelling Positions global fl_screw_x = 57 global fl_screw_y = 88 global fr_screw_x = 353 global fr_screw_y = 88 global bl_screw_x = 57 global bl_screw_y = 345 global br_screw_x = 353 global br_screw_y = 345 global g_print_end_mode = "HEAT OFF" ; determines if heaters are turned off when print is done global g_map_mode = "FULL" ; determines which kind of height map is created/loaded global g_probe_mode = "TWO" ; determines if z proving used consecutive or averaging global g_level_mode = "3PT" ; determines if 3 or 4 points are used for leveling ; BL-Touch Probe Offsets global probe_offset_x = 30 ; BL Touch X offset global probe_offset_y = 36 ; BL Touch Y offset global probe_offset_z = 3.906 ; BL Touch Z offset ; E-Step Settings global e_steps = 393.64774 ; ###################################################### ; Network ; ###################################################### M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; ###################################################### ; Drives ; ###################################################### M569 P0 S0 ; X drive 0 goes backwards M569 P1 S1 ; Y drive 1 goes backwards M569 P2 S1 ; Z1 drive 2 goes forwards M569 P3 S0 ; E drive 3 goes backwards M584 X0 Y1 Z2 E3 ; set drive mapping ; ###################################################### ; Movement ; ###################################################### M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z800.00 E{global.e_steps} ; set steps per mm M566 X900.00 Y900.00 Z300.00 E2000.00 P1 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z900.00 E6000.00 ; set maximum speeds (mm/min) M201 X3500.00 Y3500.00 Z3500.00 E3500.00 ; set accelerations (mm/s^2) 200 M906 X800 Y800 Z800 E800 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; ###################################################### ; Pressure Advance ; ###################################################### ;M572 D0 S0.25 ; ###################################################### ; Axis Min/Max ; ###################################################### M208 S1 X5 Y0 Z-10 ; set axis minima M208 S0 X355 Y355 Z400 ; set axis maxima ; ###################################################### ; Endstops ; ###################################################### M574 X2 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop M574 Y2 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop M574 Z1 S2 ; configure Z-probe endstop for low end on Z ; ###################################################### ; Kinematics ; ###################################################### M669 K0 ; ###################################################### ; Custom Probe config file ; ###################################################### M98 P"configs/probe_config.g" ; Config settings for my EZABL probe ; ###################################################### ; Heaters ; ###################################################### M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S285 ; set temperature limit for heater 1 to 280C ; ###################################################### ; Fans ; ###################################################### M950 F0 C"nil" ; Free up pin F0 M950 F0 C"fan1" Q500 ; Assign Fan0 for Prusa Slicer and default for other slicers M106 P0 S0 H-1 M950 F1 C"nil" ; Free up pin F0 M950 F1 C"fan0" Q500 ; create fan 0 on pin fan3 and set its frequency M106 P1 S1 H1 T80 ; set fan 1 value. Thermostatic control is turned on ; ###################################################### ; Tools ; ###################################################### M563 P0 D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; ###################################################### ; Probe points for my 2x Z Lead Screws ; ###################################################### ;M671 X{global.fl_screw_x}:{global.fr_screw_x}:{global.bl_screw_x}:{global.br_screw_x} Y{global.fl_screw_y}:{global.fr_screw_y}:{global.bl_screw_y}:{global.br_screw_y} M671 X30:310:30:310 Y76.8:76.8:338:338 ; ###################################################### ; Custom Configurations ; ###################################################### ; Filament Runout Sensor M591 D0 P1 C"e0stop" S1 ; TFT Display Config M575 P1 S1 B57600 ; Miscellaneous M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss M501 ; load saved parameters from non-volatile memorymesh.g
I think this likely the culprit, but when I reduced these, I get mesh errors; ###################################################### ;mesh g - manually configured ; ###################################################### M98 P"configs/zhome_config.g" ; configure z=0 datum (this still confuses me on how this is set) ; ###################################################### ; Probe bed and create Heightmap ; ###################################################### M561 ; clear any bed transform G28 Z M557 X60:380 Y90:390 P20 G29 S0 ; probe and save height mapWould love some help and thanks!
-
RE: Help me identify what would be the cause of these artefactsposted in Tuning and tweaking
@rexx Thanks mate. This is my fan shroud and I think my hemera setup is sagging on the left as no matter what I do, I cannot get this left hand side more green than blue.
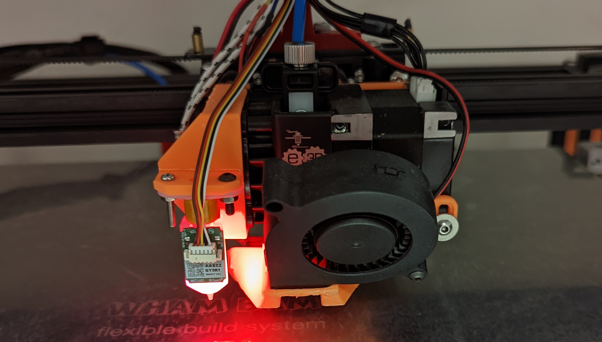
I previously had a Microswiss and could get pretty level meshes, but with this Hemera, my left side is always sagging down.
The other weird thing is when I put a level on my bed, it is not showing level at all, and if I try to adjust according to the level, then fun a
G32, I have to make huge adjustments, which puts me back on a unlevel bed (according to to the level, but notG32) -
RE: Help me identify what would be the cause of these artefactsposted in Tuning and tweaking
@rexx Yeah, I started using rafts more to reduce the elephants foot and it has helped a lot. I use PrusaSlicer and do have elephants compensation at .2 for my .04 nozzle, but still see this problem.
It may very well be cooling and I am looking for alternative part cooling shrouds for my Hemera.
-
RE: Help me identify what would be the cause of these artefactsposted in Tuning and tweaking
Thanks everyone for the suggestions! I've done some tweaking on the pressure advance, flow, steps etc. and it does look a lot better. I still get some bulging on these bottom edges, but on other test prints I get near perfect prints.
For the slicer question, I use PrusaSlicer and it seems to do pretty well.
-
Help me identify what would be the cause of these artefactsposted in Tuning and tweaking
Hi all.. I'm doing some printer calibration and noticed on my XYZ cube, I get these odd artefacts on the edges, at inconsistent areas.
It looks like it's too hot and melting, or possibly over-extrusion? But I've just calibrated my e-steps and tested the feed 3x times and it's spot on now, but then I get this so I'm unsure.
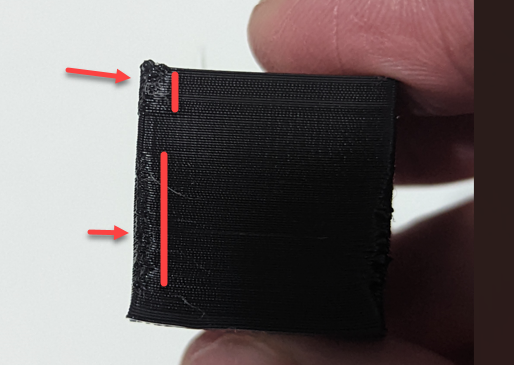

Can someone suggest some possible causes of this so I can investigate?
Thanks!
-
RE: Trying to fix my height map offset issueposted in Tuning and tweaking
@norder Great, write-up mate, thanks for referencing this and I will look into this magnetic shielding... and gives me an excuse to buy some cookies.

-
RE: Trying to fix my height map offset issueposted in Tuning and tweaking
@droftarts hahaha! Yes, I do love my Stargate!
And thanks for the tips! I've got a E3D Hemera with a small 4010 fan on the side, and probe on the front left, so the fan and carriage being on the left (where the blue lines hang) could definitely be an issue I haven't considered.
The area I'd love to fix, is how off the visual of my Height Map is, from my Print Bed. Is this fixable or because of my mesh.g settings, I just have to live with this?
-
Trying to fix my height map offset issueposted in Tuning and tweaking
Hey all, been a while and I hope everyone is doing well!
I wanted to see if I could get some help to correct my
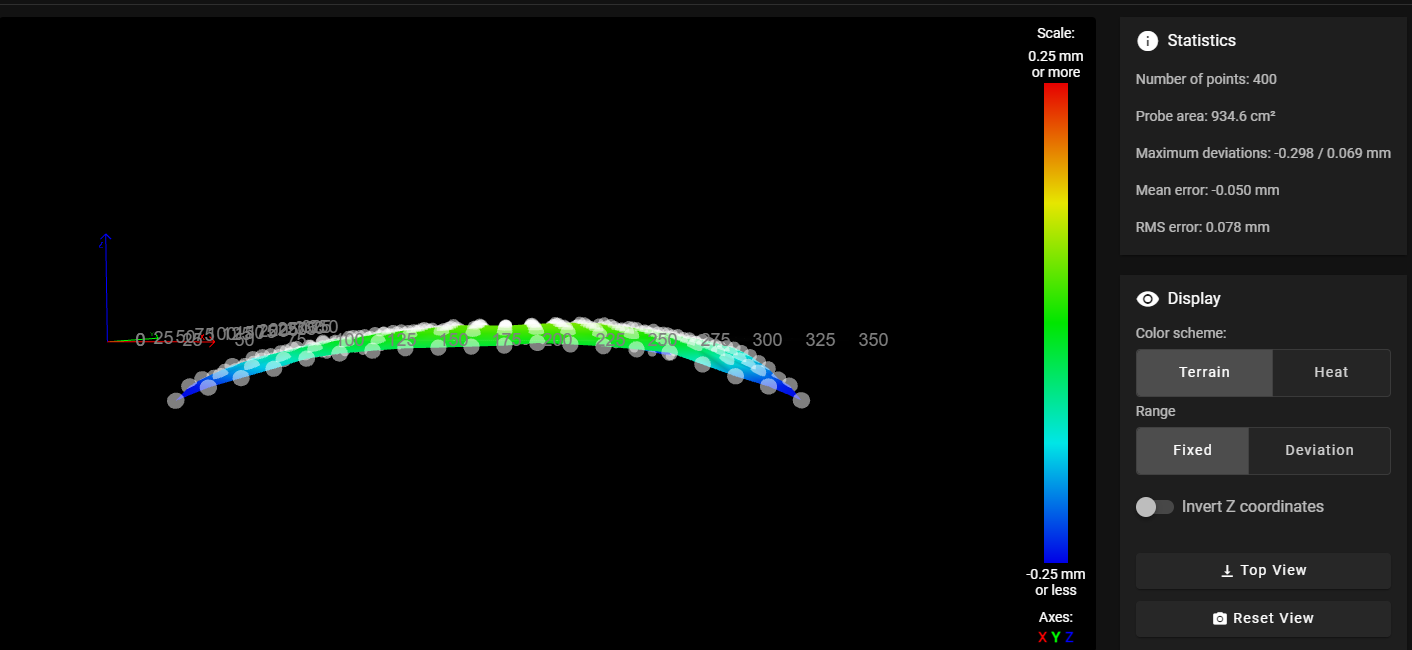
Height Mapvisual in my DWC panel
I think this is because of my axis offsets due to my fan and hemera setup, but not entirely sure. I do know that my corners print better than my centre and even after fixing z-offset, z-probe trigger, and baby stepping, my centre is still still printing too high compared to my outer regions and thought it's time I try to fix this.
Board: Duet 2 WiFi (2WiFi)
Firmware: RepRapFirmware for Duet 2 WiFi/Ethernet 3.4.1 (2022-06-01)
Duet WiFi Server Version: 1.26Here's a few excerpts from my config.g file:
BL-Touch Probe Offsets
global probe_offset_x = 30 ; BL Touch X offset global probe_offset_y = 36 ; BL Touch Y offset global probe_offset_z = 3.585 ; BL Touch Z offsetAxis Min/Max
M208 S1 X5 Y0 Z-10 ; set axis minima M208 S0 X355 Y355 Z400 ; set axis maximaThis is from my mesg.g file, where I reckon the problem lies, but when I previously tried to fix these, I wouldn't be able to run a 20pt G29 as it couldn't reach areas.
M557 X60:380 Y90:390 P20And just in case, here's my full config.g file
; Configuration file for Duet WiFi (firmware version 3) ; executed by the firmware on start-up ; ###################################################### ; General preferences ; ###################################################### G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Stargate SG-1 - Jackson" ; set printer name ; ###################################################### ; Global Variables ; ###################################################### global g_move_forward = 5 ; can be used to always move Z to known height global g_move_back = -{global.g_move_forward} ; can be used to always move Z to known height global g_axes_speeds = 8000 ; Speeds to move axes during homing ; Z-Lead Screw Positions global l_zlead_screw_x = 57 global r_zlead_screw_x = 353 global zlead_screw_y = 217 ; 4-P Bed Levelling Positions global fl_screw_x = 57 global fl_screw_y = 88 global fr_screw_x = 353 global fr_screw_y = 88 global bl_screw_x = 57 global bl_screw_y = 345 global br_screw_x = 353 global br_screw_y = 345 global g_print_end_mode = "HEAT OFF" ; determines if heaters are turned off when print is done global g_map_mode = "FULL" ; determines which kind of height map is created/loaded global g_probe_mode = "TWO" ; determines if z proving used consecutive or averaging global g_level_mode = "3PT" ; determines if 3 or 4 points are used for leveling ; BL-Touch Probe Offsets global probe_offset_x = 30 ; BL Touch X offset global probe_offset_y = 36 ; BL Touch Y offset global probe_offset_z = 3.585 ; BL Touch Z offset ; ###################################################### ; Network ; ###################################################### M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; ###################################################### ; Drives ; ###################################################### M569 P0 S0 ; X drive 0 goes backwards M569 P1 S1 ; Y drive 1 goes backwards M569 P2 S1 ; Z1 drive 2 goes forwards M569 P3 S0 ; E drive 3 goes backwards M584 X0 Y1 Z2 E3 ; set drive mapping ; ###################################################### ; Movement ; ###################################################### M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z800.00 E409 ; set steps per mm M566 X900.00 Y900.00 Z300.00 E2000.00 P1 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z900.00 E6000.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z500.00 E3000.00 ; set accelerations (mm/s^2) 200 M906 X800 Y800 Z800 E800 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; ###################################################### ; Axis Min/Max ; ###################################################### M208 S1 X5 Y0 Z-10 ; set axis minima M208 S0 X355 Y355 Z400 ; set axis maxima ; ###################################################### ; Endstops ; ###################################################### M574 X2 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop M574 Y2 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop M574 Z1 S2 ; configure Z-probe endstop for low end on Z ; ###################################################### ; Kinematics ; ###################################################### M669 K0 ; ###################################################### ; Custom Probe config file ; ###################################################### M98 P"configs/probe_config.g" ; Config settings for my EZABL probe ; ###################################################### ; Heaters ; ###################################################### M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S285 ; set temperature limit for heater 1 to 280C ; ###################################################### ; Fans ; ###################################################### M950 F0 C"nil" ; Free up pin F0 M950 F0 C"fan1" Q500 ; Assign Fan0 for Prusa Slicer and default for other slicers M106 P0 S0 H-1 M950 F1 C"nil" ; Free up pin F0 M950 F1 C"fan0" Q500 ; create fan 0 on pin fan3 and set its frequency M106 P1 S1 H1 T80 ; set fan 1 value. Thermostatic control is turned on ; ###################################################### ; Tools ; ###################################################### M563 P0 D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; ###################################################### ; Probe points for my 2x Z Lead Screws ; ###################################################### ;M671 X{global.fl_screw_x}:{global.fr_screw_x}:{global.bl_screw_x}:{global.br_screw_x} Y{global.fl_screw_y}:{global.fr_screw_y}:{global.bl_screw_y}:{global.br_screw_y} M671 X30:310:30:310 Y76.8:76.8:338:338 ; ###################################################### ; Custom Configurations ; ###################################################### ; Filament Runout Sensor M591 D0 P1 C"e0stop" S1 ; TFT Display Config M575 P1 S1 B57600 ; Miscellaneous M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss M501 ; load saved parameters from non-volatile memoryAny guidance or ideas would be much appreciated!
Cheers
Tim -
RE: G32 and This kinematics does not support auto-calibrationposted in Tuning and tweaking
@dc42 ahhh, I did see that but didn't think it applied in this situation. Thanks for pointing that out mate
-
RE: G32 and This kinematics does not support auto-calibrationposted in Tuning and tweaking
@phaedrux Thanks mate. I'm trying first the assisted bed levelling so I can adjust the bed knobs, and then I will go and get my G29 and mesh.
I just sent M671 and it says lead screws are not configured... I've put it in my config.g file towards the bottom of the file, and M671 still reports no leadscrews.
But what's interesting is I just replaced my variables with the actual values, and M671 now reports leadscrew coordinates configured.
;M671 X{global.fl_screw_x}:{global.fr_screw_x}:{global.bl_screw_x}:{global.br_screw_x} Y{global.fl_screw_y}:{global.fr_screw_y}:{global.bl_screw_y}:{global.br_screw_y} M671 X30:310:30:310 Y76.8:76.8:338:338And now when I run G32, I get readings back to adjust the knobs. Is this a known feature where this Gcode doesn't accept variables?
-
RE: G32 and This kinematics does not support auto-calibrationposted in Tuning and tweaking
@fcwilt That's a bit weird... On my other Ender 5 printer, same setup as this one (but with different offsets/axis) and with that I am able to do a G32
config.g
; Configuration file for Duet WiFi (firmware version 3) ; executed by the firmware on start-up ; ###################################################### ; General preferences ; ###################################################### G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Stargate SG-1 - Oneill" ; set printer name ; ###################################################### ; Global Variables ; ###################################################### global g_move_forward = 5 ; can be used to always move Z to known height global g_move_back = -{global.g_move_forward} ; can be used to always move Z to known height global g_axes_speeds = 6000 ; Speeds to move axes during homing ; Lead Screw Positions global l_zlead_screw_x = 45 global r_zlead_screw_x = 307 global zlead_screw_y = 187.5 global g_print_end_mode = "HEAT OFF" ; determines if heaters are turned off when print is done global g_map_mode = "FULL" ; determines which kind of height map is created/loaded global g_probe_mode = "TWO" ; determines if z proving used consecutive or averaging global g_level_mode = "3PT" ; determines if 3 or 4 points are used for leveling ; ###################################################### ; Network ; ###################################################### M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; ###################################################### ; Drives ; ###################################################### M569 P0 S0 ; physical drive 0 goes backwards M569 P1 S0 ; physical drive 1 goes backwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S1 ; physical drive 3 goes backwards M584 X0 Y1 Z2 E3 ; set drive mapping ; ###################################################### ; Movement ; ###################################################### M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z800.00 E138.00 ; set steps per mm M566 X900.00 Y900.00 Z300.00 E2000.00 P1 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z900.00 E6000.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z500.00 E3000.00 ; set accelerations (mm/s^2) 200 M906 X800 Y800 Z800 E800 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; ###################################################### ; Axis Min/Max ; ###################################################### M208 X5 Y0 Z-20 S1 ; set axis minima M208 X355 Y355 Z400 S0 ; set axis maxima ; ###################################################### ; Endstops ; ###################################################### M574 X2 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop M574 Y2 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop M574 Z1 S2 ; configure Z-probe endstop for low end on Z ; ###################################################### ; Custom Probe config file ; ###################################################### M98 P"configs/probe_config.g" ; Config settings for my EZABL probe ; ###################################################### ; Heaters ; ###################################################### M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S280 ; set temperature limit for heater 1 to 280C ; ###################################################### ; Fans ; ###################################################### M950 F0 C"nil" ; Free up pin F0 M950 F0 C"fan1" Q500 ; Assign Fan0 for Prusa Slicer and default for other slicers M106 P0 S0 H-1 M950 F1 C"nil" ; Free up pin F0 M950 F1 C"fan0" Q500 ; create fan 0 on pin fan3 and set its frequency M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on ; ###################################################### ; Tools ; ###################################################### M563 P0 D0 H1 F1 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; ###################################################### ; Custom Configurations ; ###################################################### ; Filament Runout Sensor M591 D0 P1 C"e0stop" S1 ; TFT Display Config M575 P1 S1 B57600 ; Miscellaneous ; load saved parameters from non-volatile memory M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss M501bed.g
; ###################################################### ; bed.g ; called to perform automatic bed compensation via G32 ; ###################################################### ; ###################################################### ; Probe points for my 4x bed scews with stock bed springs ; ###################################################### M671 X69:338:69:338 Y51:51:308:308 P0.5 ; Front-Left:Front-Right:Back-Left:Back-Right ; ###################################################### ; Home and probe near bed screws ; Lead Screw Positions ; ###################################################### G28 Z; home G30 P0 X127 Y58 Z-9999 ; Front-Left G30 P1 X380 Y58 Z-9999 ; Front-Right G30 P3 X127 Y318 Z-9999; Back-Left G30 P2 X380 Y318 Z-9999 S4; Back-Right ;G30 P4 X127 Y187.5 Z-9999 ; Left Lead Screw ;G30 P5 X380 Y187.5 Z-9999 S6; Right Lead Screw