I could use some help
-
@fcwilt that's what I'm working on right now.
-
-
@mac said in I could use some help:
This the first effort to home X and Y.
OK X is behaving very strangely.
But as to Y:
Is the Y endstop at the front of the machine or the back?
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
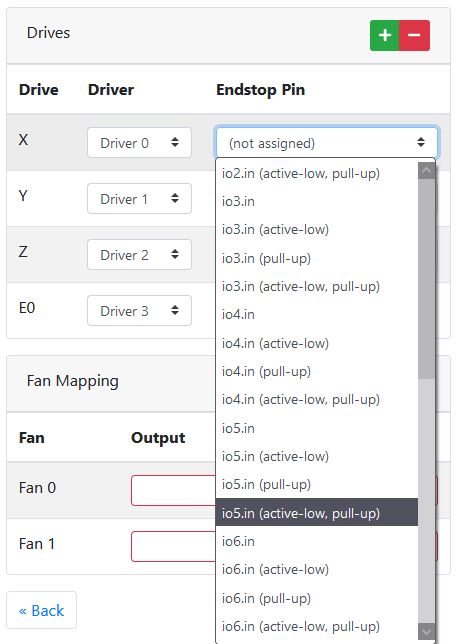
@mac I see that the Duet Mini 5+ does not have on-PCB pullups on the IO pins.
You need to go to the RRF configurator and select "Active low with pullup" if you are using normally-open switches connected to ground as endstops.
Without a pullup, every time a stepper motor starts moving, your machine will start to get signals indicating the endstop switch is being pressed.
SeemeCNC Rostock Max V3 converted to V3.2 with a Duet2 Ethernet Firmware 3.2 and SE300
-
@fcwilt it’s at the back.
-
@alankilian sorry to disappear, texting on this iPhone 8’s a bitch. I’ll make that change and post a video of the results do you can see the results.
-
@mac said in I could use some help:
@fcwilt it’s at the back.
So you have a moving bed.
To get to the max end of Y the bed moves toward the front?
To get to the min end of Y the bed moves toward the back?
But stepping Y by minus 10 caused it to move toward the front?
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
273 posts!

-
-
@fcwilt yes, that is what’s happening. The bed did touch the endstop and then back off; that’s an improvement.
-
@mac said in I could use some help:
@fcwilt yes, that is what’s happening. The bed did touch the endstop and then back off; that’s an improvement.
Here's the problem.
When you tried jogging Y by -10 it went toward the front? Correct?
But the homing moves were supposed to be:
- a minus move
- a plus move
- a minus move
Based on the jogging test it should have moved:
- toward the front
- toward the back
- toward the front
I think there are two problems:
- the normal/reverse setting for the Y stepper is wrong (see M569 P0...)
- the steps per mm are wrong - too few (see M92)
I would like you to:
- change the M569 setting from whatever it is to the other setting
- try the home Y test and observe the movements
- try the jogging test and verify the correct directions
- if the directions are correct find some means to measure a move of, say, 100mm and see if a 100mm jog moves that distance.
Thanks.
Frederick
-
@fcwilt said in I could use some help:
But the homing moves were supposed to be:
a minus move
a plus move
a minus moveBased on the jogging test it should have moved:
toward the front
toward the back
toward the frontSince it's a bed-slinger in Y, isn't a PLUS move going to move the bed towards the FRONT? (Move the head towards the +y part of the bed.)
I may be confused.
-
@alankilian said in I could use some help:
@fcwilt said in I could use some help:
But the homing moves were supposed to be:
a minus move
a plus move
a minus moveBased on the jogging test it should have moved:
toward the front
toward the back
toward the frontSince it's a bed-slinger in Y, isn't a PLUS move going to move the bed towards the FRONT? (Move the head towards the +y part of the bed.)
I may be confused.
Correct (about the move, not about being confused).
")
But according to mac a minus jogging move was moving the beds towards the front. I can only go by what he posts.
Frederick
-
@fcwilt Y homes like it should. None of the + moves work. When I -10 it moves FORWARDS.
-
@mac
; Configuration file for Duet 3 Mini 5+ (firmware version 3.3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.3.10 on Mon Jun 27 2022 12:50:38 GMT-0700 (Pacific Daylight Time) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Frankenstein's Cinderella" ; set printer name ; Network M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0.0 S1 ; physical drive 0.0 goes forwards M569 P0.1 S1 ; physical drive 0.1 goes forwards M569 P0.2 S1 ; physical drive 0.2 goes forwards M569 P0.3 S1 ; physical drive 0.3 goes forwards M584 X0.0 Y0.1 Z0.2 E0.3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z4000.00 E420.00 ; set steps per mm M566 X900.00 Y900.00 Z60.00 E120.00 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z600.00 E1200.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z200.00 E250.00 ; set accelerations (mm/s^2) M906 X600 Y600 Z600 E600 ; set motor currents (mA) M84 S0 ; Disable motor idle current reduction ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X220 Y220 Z240 S0 ; set axis maxima ; Endstops M574 X2 S1 P"!^io5.in" ; configure switch-type (e.g. microswitch) endstop for high end on X via pin !^io5.in M574 Y2 S1 P"!^io6.in" ; configure switch-type (e.g. microswitch) endstop for high end on Y via pin !^io6.in ; Z-Probe M950 S0 C"io3.out" ; create servo pin 0 for BLTouch M558 P9 C"io3.in" H5 F120 T3600 ; set Z probe type to bltouch and the dive height + speeds G31 P500 X15.875 Y0.625 Z2.5 ; set Z probe trigger value, offset and trigger height M557 X5:190 Y5:215 S10 ; define mesh grid ; Heaters M308 S0 P"temp0" Y"thermistor" T100000 B4092 ; configure sensor 0 as thermistor on pin temp0 M950 H0 C"out0" T0 ; create bed heater output on out0 and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S33 ; set temperature limit for heater 0 to 33C M308 S1 P"temp1" Y"thermistor" T100000 B4092 ; configure sensor 1 as thermistor on pin temp1 M950 H1 C"out1" T1 ; create nozzle heater output on out1 and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S100 ; set temperature limit for heater 1 to 100C ; Fans M950 F0 C"out3" Q500 ; create fan 0 on pin out3 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"out4" Q500 ; create fan 1 on pin out4 and set its frequency M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools M563 P0 S"optional" D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous M501 ; load saved parameters from non-volatile memory M911 S21 R23 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss -
@mac said in I could use some help:
@fcwilt Y homes like it should. None of the + moves work. When I -10 it moves FORWARDS.
I understand about the jogging move.
And since it is wrong you need to change normal to reverse or vice-versa in the M569 for the Y stepper.
That should get jogging going in the right direction.
IF it does try homing Y
Frederick
-
@mac
; homex.g ; called to home the X axis ; ; generated by RepRapFirmware Configuration Tool v3.3.10 on Mon Jun 27 2022 12:50:38 GMT-0700 (Pacific Daylight Time) G91 G1 H1 X-230 F3600 G1 X15 G1 H1 X-10 F360 G90 G1 X110 F3600 ; this just moves X to the centerline of the bed - doesn't matter where - it can be any place at all that suits you. -
@mac
; homey.g ; called to home the Y axis ; ; generated by RepRapFirmware Configuration Tool v3.3.10 on Mon Jun 27 2022 12:50:38 GMT-0700 (Pacific Daylight Time) G91 G1 H1 Y-230 F3600 G1 Y15 G1 H1 Y-10 F360 G90 G1 Y110 F3600 ; this just moves Y to the centerline of the bed - doesn't matter where - it can be any place at all that suits you. -
This post is deleted! -
@mac
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.3.10 on Mon Jun 27 2022 12:50:38 GMT-0700 (Pacific Daylight Time) M98 P"homeZ.g" M98 P"homeX.g" M98 P"homeY.g" ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F60 ; lift Z relative to current position ;G90 ; absolute positioning