Stepper precision +-5%
-
@LB I'll try to take into account dynamic aspects. There will be much discussion about s-curve etc. with the emerging RRF3.4.
The roadmap is in https://forum.duet3d.com/topic/20602/reprapfirmware-road-map-q1-2021 -
@JoergS5 said in Stepper precision +-5%:
@LB Thank you for telling the companies I can check for good quality. I already knew Kollmorgen, they are often mentioned in CNC forums.
I'll try to take into account dynamic aspects. There will be much discussion about s-curve etc. with the emerging RRF3.4.
cool
") but most of them do not sell to individual end-users but only to companies but I guess you can get creative there you might also check out moon...-...tors since they ship from 1 piece on and within a few days to private-person-end-users. Since you seem to be from ger...ny you might consider to give a phone-call to companies like mech...pro, colo...-...nik, dol...-...onik and or sor...tec, and alike etc. pp., they can help you out, if you know what you want.
but most of them do not sell to individual end-users but only to companies but I guess you can get creative there you might also check out moon...-...tors since they ship from 1 piece on and within a few days to private-person-end-users. Since you seem to be from ger...ny you might consider to give a phone-call to companies like mech...pro, colo...-...nik, dol...-...onik and or sor...tec, and alike etc. pp., they can help you out, if you know what you want.-> Before I would make sure to have used a stepper-calculator and or "how to choose a stepper motor" in advance. To know what you need for sure you know that you have to check the max. A the stepper-drivers of the duet-boards can provide?
(If you do also attach a laser-pointer why bother with sin/cos/tan because of projecting on a flat wall, rather put the stepper-face-plate to the wall and tilt the laser also in a way that it is not parallel any more to the motor-rotor-axis, so to have "quasi" a 360° clock-like circle projected
and if you need more resolution just increase the circle-diameter of the "circle" -> maybe more precise if you happen to get one of the big school-"geodreieck" or a goniometer or angle-metre? But that is only what I would do you might just ignore this idea here)Looking forward to hear about it ( - last post from me with this kind of info
") )
) -
@LB thank you for your ideas, I'll consider all ideas in the thread. I love measuring and will try to improve the 3d printer.
-
This post is deleted! -
This post is deleted! -
@JoergS5
Found that for a "printed" angle-gauge:
https://reprapltd.com/3d-printed-angle-gauge/
-> it is really cool to generate a template https://www.blocklayer.com/protractor-print.aspx for a copy-shop for a big plot -
@mendenmh said in Stepper precision +-5%:
The spacing of microsteps is also very load dependent. Under no load, it is roughly uniform, but because the magnetic interaction is strongest when you are on a full step (where the metal poles exactly align), the partial steps are much springier, and more load dependent, than the full steps. That is one of the reasons people like to make layer heights on 3d printers a multiple of full steps. Using anything else can result in moiré patterns on the layering axis.
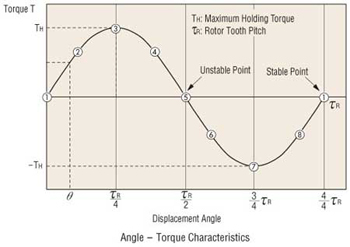
@mendenmh, do you have a model for how the spring 'constant' varies with partial step positions? I've been assuming a roughly sinusoidal displacement/torque curve (as the figure below), modeling the region close to the stable point as a linear spring. I'd like to understand how much the slope of that region varies with the sub-step position.
-
@LB said in Stepper precision +-5%:
@JoergS5
Found that for a "printed" angle-gauge:
https://reprapltd.com/3d-printed-angle-gauge/
-> it is really cool to generate a template https://www.blocklayer.com/protractor-print.aspx for a copy-shop for a big plotI already used this principle
https://forum.duet3d.com/topic/14996/five-bar-parallel-scara-prototypes/10
-
@DigitalVision No, I don't have a specific model for how the torque varies with offset from the center. The graph you attached is probably a very good guess, for a motor sitting right one a step. I would expect the behavior to be more complex at (say) a half-step boundary, where the two poles are pulling equally.
In work I do professionally, where such things matter, we use encoders to read the actual angles, rather than depending on any good behavior of the stepper, or gearing, or anything else. Of course, by the time we are done, one axis costs about $5000, and is accurate to 0.05 arcseconds (1/72000 degree!). Such a system lives in a room with 0.01C temperature control, too.
-
@mendenmh said in Stepper precision +-5%:
@DigitalVision No, I don't have a specific model for how the torque varies with offset from the center. The graph you attached is probably a very good guess, for a motor sitting right one a step. I would expect the behavior to be more complex at (say) a half-step boundary, where the two poles are pulling equally.
Thanks. I did a quick and very simple and crude simulation model myself and found that although the behavior was very dependent on the model parameters, it seemed feasible with the right tooth design to design a fairly flat torque curve across micro step positions if you use cos-sin phase current control. I have no idea how that trades against other aspects though and how real steppers behave.
In work I do professionally, where such things matter, we use encoders to read the actual angles, rather than depending on any good behavior of the stepper, or gearing, or anything else. Of course, by the time we are done, one axis costs about $5000, and is accurate to 0.05 arcseconds (1/72000 degree!). Such a system lives in a room with 0.01C temperature control, too.
That's incredibly cool.
-
I took this baby today from another project

https://www.kuebler.com/us/products/measurement/encoders/product-finder/product-details/5858_PROFIBUS
profibus, 16bit, absolute encoder
so 65536 positions in a circle or 320+ segments per single step of a 1.8degree stepper ... should get interesting results -
@arhi that's a very nice encoder and optical based. Which I expect is better than the 14 bit based AMT212 encoders which is not optical and need middle speed for accuracy. There was a discussion about the AMT encoders in the forum in the past and whether encoders will be supported by rrf in the future.
-
@mendenmh this is impressive high accuracy!
-
@JoergS5 I do a lot of work for the military equipment manufacturers
this is military-grade stuff, precision is an order of magnitude higher than what they promise in datasheed and is used for some nasty things :(. Anyhow that's what I had available to do the testing with that was precise enough, I can't use it forever need to return it but I guess I can do some useful measurement on few steppers with it just for fun. Need to just get the profibus to work, my adapted is dead for some reason (have not used it for a while) ordered new one but will see in the meantime if I can hack something up myself...basic idea is to couple this to bunch of different motors and measure positional accuracy full step, half step ... 1/32 step both with open loop steppers, the BTR "closed loop" attempt and leadshine closed loop stepper. I don't have any nice servos to try but there it all really depends on the encoder. I just hope I can get something done till 11th as then the work starts and the free time is gooooooooooone
-
@arhi it would be valuable information to know how high the accuracy of the iHSV57 servos is *). But if you don't have one, then it's not possible for you unfortunately. Enjoy playing around with this encoder! I didn't find an information about the price of your encoder, but I suspect it is a thousand at least, because digikey has one encoder (other brand) with 65536 for this price.
*) this servo has a 1000 line closed loop encoder, but in a forum they said it is 4000 lines. It would be valuable to know how precise the servo is.
BTW think of me at 11th, this is my birthday.
-
@JoergS5 said in Stepper precision +-5%:
@arhi it would be valuable information to know how high the accuracy of the iHSV57
unfortunately, only thing closed loop that I have is HBS57 and that's stepper with encoder (iHSV57 is AC servo iirc)
and this S42B pos

I didn't find an information about the price of your encoder, but I suspect it is a thousand at least, because digikey has one encoder (other brand) with 65536 for this price.
It's the type of equipment where they don't advertise the price and you don't ask for a price
if you need it you don't care how much it cost. But yes, the price is around 1000eur + all the taxes and customs and ... when you get them in volume. Never seen them being sold to individuals but there's probably a source available somewhere, these days you can purchase anything if you look hard enough BTW think of me at 11th, this is my birthday.
mine was on 1st so if I believed in astrology ... -
@arhi I want to standardize myself to the iHSV servos when I need fast and strong motors. They have 180 W (there is even a 400 W available) and for short time triple of it. I just ordered a 1XD card and will test the servo.
Belated happy birthday!
-
@arhi
I happen to have a new big open-loop 5phase stepper with drivercard (but no motion controller so you need to provide stp/dir/en) for another project lying here around. If you have interest in measuring it out, I could send it to you because I do not have any measurement equipment to see how accurate it is... but on those fairs the japanese/korean/taiwanese who push the 5-phase stepper always tell you microstepping accuracy is on another level compared to 2phase but of course I can fully understand if you got other things to do -
@DigitalVision said in Stepper precision +-5%:
@mendenmh said in Stepper precision +-5%:
The spacing of microsteps is also very load dependent. Under no load, it is roughly uniform, but because the magnetic interaction is strongest when you are on a full step (where the metal poles exactly align), the partial steps are much springier, and more load dependent, than the full steps. That is one of the reasons people like to make layer heights on 3d printers a multiple of full steps. Using anything else can result in moiré patterns on the layering axis.
@mendenmh, do you have a model for how the spring 'constant' varies with partial step positions? I've been assuming a roughly sinusoidal displacement/torque curve (as the figure below), modeling the region close to the stable point as a linear spring. I'd like to understand how much the slope of that region varies with the sub-step position.
Sorry for jumping in here - maybe that is of interest for you
:For 2-phase steppers (that is of course a totally different story for 3-&5-phase steppers) - in open loop of course - I read somewhere that the "truest" positions are Full-&Half-stepping, everything else just gets you more and more into the spring-area, more to read here:
https://www.faulhaber.com/en/support/technical-support/motors/tutorials/stepper-motor-tutorial-microstepping-myths-and-realities/
-> nice formula to calc the incremental torque M-inc = M-hfs * sin( (90*N) / ypfs) to calc/define the "real" torque on the shaft for the individual application to begin with. I personally think there is nothing wrong with low incremental torque because of microstepping (as long as people are aware of it and haven´t thought they would get the full-step-no-load torque also on each microstep which if you think about it does not make sense)After that a little intro:
https://www.zaber.com/w/Microstepping_Tutorial
-> "Quantization-/Detent-/Motor-pole/Stick-lip-Error" -> It might be possible, to even have to add Resistance-/Inductivity-Error to the list
And then the page I still feel to have only understood maybe a 1digit % of:
http://homepage.divms.uiowa.edu/~jones/step/micro.html
-> Figure 5.3Of cours this all applies to openloop 2phase steppers (in most modern high-end equipment uses closed-loop (FOC) 3-/5-phase equipment which is on a totally diffrent level which is also reflected in the price to pay for those). And since we want the best for our printers with the least money I think it is worth to dig deep how to accomplish the most with 2-phase openloop steppers!
Cheers
-
@LB said in Stepper precision +-5%:
@arhi
I could send it to youI'd love to test it out but the problem is I fear sending it to me would be too expensive, our customs officers are not known for their kindness
.. Where are you, maybe we can arrange something (I'm in Belgrade, Serbia)Providing step/dir is not a big deal, I have to do that for all the motors I will be testing too :), major problem I have is that none of my printers are operational as I could not get them up and running due to some injury (lasting more than a year
) so I got STL's to omni to print for me ..