Hello, I need help troubleshooting this issue;
A few months ago, I converted one of my machines to use an SBC mode Duet3 6HC. The machine now randomly halts. DWC will report status=disconnected. And this warning will be in the console;
"Warning: Lost connection to Duet (Timeout while waiting for transfer ready pin"
At this point the duet itself seems to be in a sailfafe mode, all the fans on max, all the heaters off. And requires a power cycle to restore communication.
Here are some details about my setup;
- Duet3 6HC 1.02a
- Pi4 /w duet ISO for the Pi with DSF.
- Pi PSU Meanwell LRS-75-5. Adjusted the output trim pot to 5.1v.
- Duet 5v Select to 5V_EXT
- 24v System PSU.
- Commoned ground between 24v PSU and 5v PSU.
- Included GPIO ribbon used. Currently ran straight with pi in temporary position.
- Cables running power and control signals to tool CAN boards pinned aside and clear of this cable.
- I've updated DSF and all the cand devices firmware at least once since experiencing the issue.
- (M115) FIRMWARE_NAME: RepRapFirmware for Duet 3 MB6HC FIRMWARE_VERSION: 3.5.3 ELECTRONICS: Duet 3 MB6HC v1.02 or 1.02a FIRMWARE_DATE: 2024-09-18 11:27:36
The problem itself is intermittent, as far as I can tell random. If it's a short enough print, it may finish or may fail on like the third layer. Some of the above are as a result of troubleshooting steps I've already tried. e.g. Updating firmware, managing interference around the ribbon cable, ensuring a common ground, 5.1v is as a result of that's what the Pi PSU does for instance. But I am just taking wild guesses, and am basically at the end of what I can think to try.
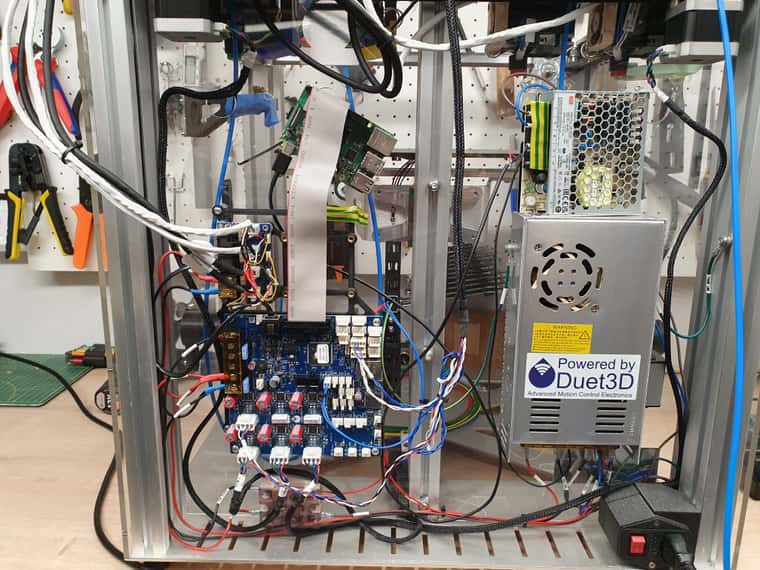
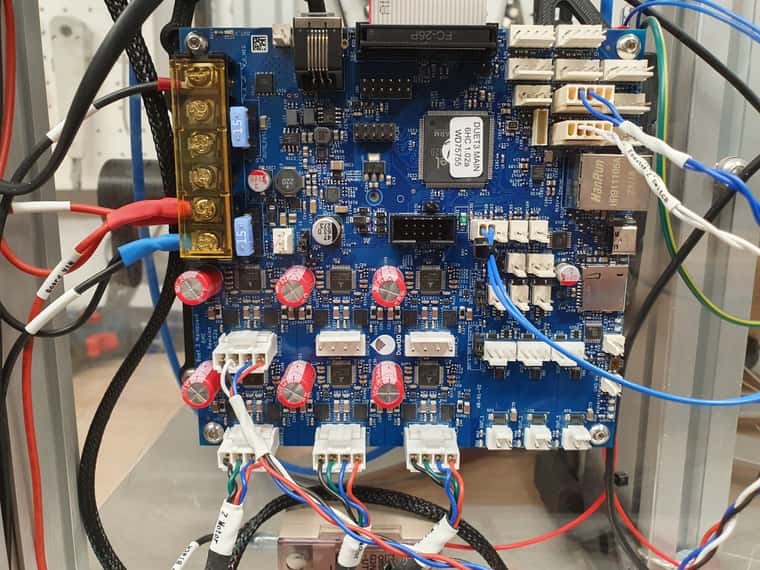
Here are some pictures of the electionics bay if it helps, and I'll include M122 dumps before an issue has occured, and immediately after a restart post issue.
No Issue M122
M122
=== Diagnostics ===
RepRapFirmware for Duet 3 MB6HC version 3.5.3 (2024-09-18 11:27:36) running on Duet 3 MB6HC v1.02 or 1.02a (SBC mode)
Board ID: 0JD4M-958L1-M24TD-6J9F2-3S46J-K0TFX
Used output buffers: 1 of 40 (18 max)
=== RTOS ===
Static ram: 155352
Dynamic ram: 92292 of which 2744 recycled
Never used RAM 95604, free system stack 202 words
Tasks: SBC(2,ready,0.9%,820) HEAT(3,nWait 6,0.0%,323) Move(4,nWait 6,0.0%,335) CanReceiv(6,nWait 1,0.1%,796) CanSender(5,nWait 7,0.0%,334) CanClock(7,delaying,0.0%,348) TMC(4,nWait 6,9.4%,55) MAIN(2,running,89.3%,101) IDLE(0,ready,0.3%,29), total 100.0%
Owned mutexes: HTTP(MAIN)
=== Platform ===
Last reset 00:04:43 ago, cause: power up
Last software reset at 2024-10-27 12:20, reason: User, PrintMonitor spinning, available RAM 127816, slot 2
Software reset code 0x0009 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x0044a000 BFAR 0x00000000 SP 0x00000000 Task SBC Freestk 0 n/a
Error status: 0x00
MCU temperature: min 17.1, current 31.9, max 32.0
Supply voltage: min 24.2, current 24.2, max 24.3, under voltage events: 0, over voltage events: 0, power good: yes
12V rail voltage: min 12.2, current 12.3, max 12.4, under voltage events: 0
Heap OK, handles allocated/used 0/0, heap memory allocated/used/recyclable 0/0/0, gc cycles 0
Events: 0 queued, 0 completed
Driver 0: standstill, SG min n/a, mspos 8, reads 45138, writes 17 timeouts 0
Driver 1: standstill, SG min n/a, mspos 8, reads 45136, writes 19 timeouts 0
Driver 2: standstill, SG min n/a, mspos 8, reads 45137, writes 18 timeouts 0
Driver 3: standstill, SG min n/a, mspos 8, reads 45139, writes 16 timeouts 0
Driver 4: standstill, SG min n/a, mspos 8, reads 45144, writes 11 timeouts 0
Driver 5: standstill, SG min n/a, mspos 8, reads 45145, writes 11 timeouts 0
Date/time: 2024-11-08 14:14:19
Slowest loop: 2.72ms; fastest: 0.06ms
=== Storage ===
Free file entries: 20
SD card 0 not detected, interface speed: 37.5MBytes/sec
SD card longest read time 0.0ms, write time 0.0ms, max retries 0
=== Move ===
DMs created 125, segments created 0, maxWait 0ms, bed compensation in use: none, height map offset 0.000, max steps late 0, min interval 0, bad calcs 0, ebfmin 0.00, ebfmax 0.00
no step interrupt scheduled
Moves shaped first try 0, on retry 0, too short 0, wrong shape 0, maybepossible 0
=== DDARing 0 ===
Scheduled moves 0, completed 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1
=== DDARing 1 ===
Scheduled moves 0, completed 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1
=== Heat ===
Bed heaters 0 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1, chamber heaters -1 -1 -1 -1, ordering errs 0
=== GCodes ===
Movement locks held by null, null
HTTP* is doing "M122" in state(s) 0
Telnet is idle in state(s) 0
File is idle in state(s) 0
USB is idle in state(s) 0
Aux is idle in state(s) 0
Trigger* is idle in state(s) 0
Queue is idle in state(s) 0
LCD is idle in state(s) 0
SBC is idle in state(s) 0
Daemon is idle in state(s) 0
Aux2 is idle in state(s) 0
Autopause is idle in state(s) 0
File2 is idle in state(s) 0
Queue2 is idle in state(s) 0
Q0 segments left 0, axes/extruders owned 0x0000000
Code queue 0 is empty
Q1 segments left 0, axes/extruders owned 0x0000000
Code queue 1 is empty
=== CAN ===
Messages queued 2521, received 21516, lost 0, errs 0, boc 0
Longest wait 2ms for reply type 6031, peak Tx sync delay 6, free buffers 50 (min 49), ts 1417/1416/0
Tx timeouts 0,0,0,0,0,0
=== SBC interface ===
Transfer state: 5, failed transfers: 0, checksum errors: 0
RX/TX seq numbers: 10023/10023
SPI underruns 0, overruns 0
State: 5, disconnects: 0, timeouts: 0 total, 0 by SBC, IAP RAM available 0x24d04
Buffer RX/TX: 0/0-0, open files: 0
=== Duet Control Server ===
Duet Control Server version 3.5.3 (2024-09-21 10:23:58, 64-bit)
HTTP+Executed:
> Executing M122
Code buffer space: 4096
Configured SPI speed: 8000000Hz, TfrRdy pin glitches: 0
Full transfers per second: 0.03, max time between full transfers: 60.6ms, max pin wait times: 60.0ms/3.9ms
Codes per second: 0.00
Maximum length of RX/TX data transfers: 4568/1176
Post Restart after Issue M122
Warning: Lost connection to Duet (Timeout while waiting for transfer ready pin)
M122
=== Diagnostics ===
RepRapFirmware for Duet 3 MB6HC version 3.5.3 (2024-09-18 11:27:36) running on Duet 3 MB6HC v1.02 or 1.02a (SBC mode)
Board ID: 0JD4M-958L1-M24TD-6J9F2-3S46J-K0TFX
Used output buffers: 1 of 40 (18 max)
=== RTOS ===
Static ram: 155352
Dynamic ram: 92292 of which 2744 recycled
Never used RAM 95604, free system stack 202 words
Tasks: SBC(2,ready,1.0%,789) HEAT(3,nWait 6,0.0%,329) Move(4,nWait 6,0.0%,335) CanReceiv(6,nWait 1,0.1%,796) CanSender(5,nWait 7,0.0%,334) CanClock(7,delaying,0.0%,348) TMC(4,nWait 6,9.4%,55) MAIN(2,running,89.2%,101) IDLE(0,ready,0.3%,29), total 100.0%
Owned mutexes: HTTP(MAIN)
=== Platform ===
Last reset 00:01:30 ago, cause: power up
Last software reset at 2024-10-27 12:20, reason: User, PrintMonitor spinning, available RAM 127816, slot 2
Software reset code 0x0009 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x0044a000 BFAR 0x00000000 SP 0x00000000 Task SBC Freestk 0 n/a
Error status: 0x00
MCU temperature: min 38.3, current 41.1, max 41.3
Supply voltage: min 24.2, current 24.3, max 24.3, under voltage events: 0, over voltage events: 0, power good: yes
12V rail voltage: min 12.2, current 12.3, max 12.4, under voltage events: 0
Heap OK, handles allocated/used 0/0, heap memory allocated/used/recyclable 0/0/0, gc cycles 0
Events: 0 queued, 0 completed
Driver 0: standstill, SG min n/a, mspos 8, reads 35486, writes 17 timeouts 0
Driver 1: standstill, SG min n/a, mspos 8, reads 35484, writes 19 timeouts 0
Driver 2: standstill, SG min n/a, mspos 8, reads 35485, writes 18 timeouts 0
Driver 3: standstill, SG min n/a, mspos 8, reads 35488, writes 16 timeouts 0
Driver 4: standstill, SG min n/a, mspos 8, reads 35493, writes 11 timeouts 0
Driver 5: standstill, SG min n/a, mspos 8, reads 35493, writes 11 timeouts 0
Date/time: 2024-11-24 15:53:17
Slowest loop: 2.71ms; fastest: 0.06ms
=== Storage ===
Free file entries: 20
SD card 0 not detected, interface speed: 37.5MBytes/sec
SD card longest read time 0.0ms, write time 0.0ms, max retries 0
=== Move ===
DMs created 125, segments created 0, maxWait 0ms, bed compensation in use: none, height map offset 0.000, max steps late 0, min interval 0, bad calcs 0, ebfmin 0.00, ebfmax 0.00
no step interrupt scheduled
Moves shaped first try 0, on retry 0, too short 0, wrong shape 0, maybepossible 0
=== DDARing 0 ===
Scheduled moves 0, completed 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1
=== DDARing 1 ===
Scheduled moves 0, completed 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1
=== Heat ===
Bed heaters 0 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1, chamber heaters -1 -1 -1 -1, ordering errs 0
=== GCodes ===
Movement locks held by null, null
HTTP* is doing "M122" in state(s) 0
Telnet is idle in state(s) 0
File is idle in state(s) 0
USB is idle in state(s) 0
Aux is idle in state(s) 0
Trigger* is idle in state(s) 0
Queue is idle in state(s) 0
LCD is idle in state(s) 0
SBC is idle in state(s) 0
Daemon is idle in state(s) 0
Aux2 is idle in state(s) 0
Autopause is idle in state(s) 0
File2 is idle in state(s) 0
Queue2 is idle in state(s) 0
Q0 segments left 0, axes/extruders owned 0x0000000
Code queue 0 is empty
Q1 segments left 0, axes/extruders owned 0x0000000
Code queue 1 is empty
=== CAN ===
Messages queued 873, received 7144, lost 0, errs 0, boc 0
Longest wait 2ms for reply type 6031, peak Tx sync delay 5, free buffers 50 (min 49), ts 452/451/0
Tx timeouts 0,0,0,0,0,0
=== SBC interface ===
Transfer state: 5, failed transfers: 1, checksum errors: 0
RX/TX seq numbers: 32749/3474
SPI underruns 0, overruns 0
State: 5, disconnects: 0, timeouts: 0 total, 0 by SBC, IAP RAM available 0x24d04
Buffer RX/TX: 0/0-0, open files: 0
=== Duet Control Server ===
Duet Control Server version 3.5.3 (2024-09-21 10:23:58, 64-bit)
HTTP+Executed:
> Executing M122
Code buffer space: 4096
Configured SPI speed: 8000000Hz, TfrRdy pin glitches: 13399
Full transfers per second: 37.25, max time between full transfers: 94282.7ms, max pin wait times: 499.9ms/257.3ms
Codes per second: 0.41
Maximum length of RX/TX data transfers: 4788/1212