@Phaedrux
Maestro. No SBC.
m122
=== Diagnostics ===
RepRapFirmware for Duet 2 Maestro version 3.5.1 (2024-04-19 14:40:37) running on Duet Maestro 1.0
Board ID: 08DJM-956DU-LLMS4-7J9F6-3SN6Q-KBM2Q
Used output buffers: 1 of 26 (22 max)
=== RTOS ===
Static ram: 23480
Dynamic ram: 67060 of which 0 recycled
Never used RAM 22236, free system stack 178 words
Tasks: NETWORK(1,ready,26.2%,202) ACCEL(6,nWait 5,0.0%,345) HEAT(3,nWait 5,0.1%,338) Move(4,nWait 5,0.0%,310) TMC(4,nWait 5,1.8%,109) MAIN(1,running,64.3%,791) IDLE(0,ready,7.7%,30), total 100.0%
Owned mutexes:
=== Platform ===
Last reset 00:35:22 ago, cause: software
Last software reset at 2023-06-16 21:25, reason: User, Gcodes spinning, available RAM 17184, slot 2
Software reset code 0x0003 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x00000000 BFAR 0xe000ed38 SP 0x00000000 Task MAIN Freestk 0 n/a
Error status: 0x00
MCU temperature: min 39.2, current 40.7, max 41.1
Supply voltage: min 24.1, current 24.2, max 24.4, under voltage events: 0, over voltage events: 0, power good: yes
Heap OK, handles allocated/used 99/7, heap memory allocated/used/recyclable 2048/224/0, gc cycles 0
Events: 0 queued, 0 completed
Driver 0: standstill, read errors 0, write errors 1, ifcnt 22, reads 26058, writes 9, timeouts 0, DMA errors 0, CC errors 0
Driver 1: standstill, read errors 0, write errors 1, ifcnt 22, reads 26058, writes 9, timeouts 0, DMA errors 0, CC errors 0
Driver 2: standstill, read errors 0, write errors 1, ifcnt 22, reads 26058, writes 9, timeouts 0, DMA errors 0, CC errors 0
Driver 3: standstill, read errors 0, write errors 1, ifcnt 17, reads 26061, writes 6, timeouts 0, DMA errors 0, CC errors 0
Driver 4: standstill, read errors 0, write errors 1, ifcnt 13, reads 26061, writes 6, timeouts 0, DMA errors 0, CC errors 0
Driver 5: not present
Driver 6: not present
Date/time: 2024-04-19 13:19:01
Slowest loop: 475.41ms; fastest: 0.19ms
I2C nak errors 0, send timeouts 0, receive timeouts 0, finishTimeouts 0, resets 0
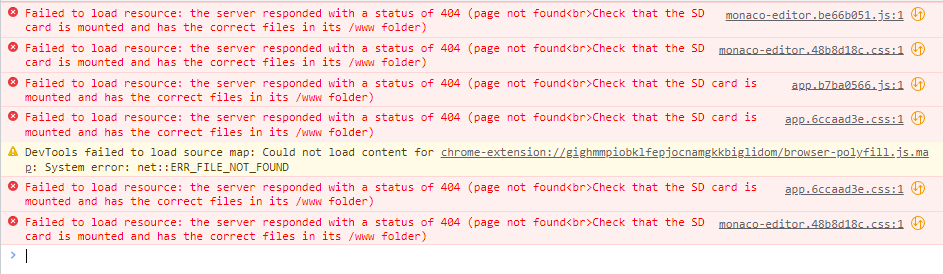
=== Storage ===
Free file entries: 9
SD card 0 detected, interface speed: 15.0MBytes/sec
SD card longest read time 2.2ms, write time 96.0ms, max retries 0
=== Move ===
DMs created 83, segments created 3, maxWait 1895171ms, bed compensation in use: none, height map offset 0.000, max steps late 0, min interval 0, bad calcs 0, ebfmin 0.00, ebfmax 0.00
no step interrupt scheduled
Moves shaped first try 0, on retry 0, too short 0, wrong shape 4, maybepossible 0
=== DDARing 0 ===
Scheduled moves 10, completed 10, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1
=== Heat ===
Bed heaters 0 -1, chamber heaters -1 -1, ordering errs 0
Heater 0 is on, I-accum = 0.2
Heater 1 is on, I-accum = 0.2
=== GCodes ===
Movement locks held by null
HTTP is idle in state(s) 0
Telnet is idle in state(s) 0
File is doing "M190 R60" in state(s) 0
USB is idle in state(s) 0
Aux is idle in state(s) 0
Trigger is idle in state(s) 0
Queue is idle in state(s) 0
LCD is idle in state(s) 0
Daemon is idle in state(s) 0
Autopause is idle in state(s) 0
Q0 segments left 0
Code queue 0 is empty
=== Filament sensors ===
check 340708 clear 5979184
Extruder 0 sensor: ok
=== Network ===
Slowest loop: 1020.20ms; fastest: 0.01ms
Responder states: HTTP(0) HTTP(0) HTTP(0) FTP(0) Telnet(0)
HTTP sessions: 1 of 8
Interface state active, link 100Mbps full duplex
Socket states: 1 5 5 2 2 2