Sorry... but if you want to pay for the support, which is a nice idea, why not buy a real Duet board right away and also support the European economy and save jobs ?
Was just a thought. ")
Best posts made by Norder
-
RE: Software version 3.4.2 now availableposted in Firmware installation
-
Filament-Knot-Stop (KnotenStopp)posted in Filament Monitor
I hope this post is placed correctly?
If not ... moderator ... please postpone, thanks.I use Google-Translator for translating, so please apologize for the English.
I invented a knot-stop (KnotenStopp) that stops printing when the filament is knotted.
I removed my filament-out-sensor from the printer a long time ago, because I can roughly estimate whether the filament on the spool is enough for certain prints.But I often have the problem that the filament gets tangled / knotted and I do not notice this filament jam and thus my 3D printing is ruined.
This "KnotenStopp" has a micro-switch from an old end-stop and is connected as a end-stop to the E1 end-stop connection on the Duet Wifi.
As soon as the filament is knotted, a tension is created on the filament... his pulling force triggers the switch and the 3D printer pauses.I posted the "KnotenStopp" on Thingiverse (+ video). By the way, it's my first upload to Thingiverse ... so if something doesn't work ... please understand.
Here is the link to the knot-stop (KnotenStopp): https://www.thingiverse.com/thing:4232477
Have fun with the knot-stop ... I hope it makes printing easier for you.

-
RE: suche deutschen support Großformat 3D-Drucker DUET2 WIFI-Boardposted in Firmware installation
@axiom
Moin Landsmann
Mein Englisch ist auch nicht besser geworden mit den Jahren als ich noch zur Schule ging... 1975
Ich nutze in meinem Browser ein Google Translate PlugIn damit ich weiter komme.Ich kenne jetzt die ganzen Problemlösungen nicht wie manch andere hier im Forum, die anscheinend jedes Problem aus der Welt schaffen können und von diesen Duet-Profis gibt es hier einige, daher solltest Du Dir ein Übersetzungs-PlugIn für Deinen Browser suchen der die komplette Seite übersetzen kann.
Oder nutze einfach die Webseite: https://translate.google.com/Zu Deinem Problem...
Ich habe auch dieses PT100 Tochterboard.
Verbunden habe ich es mit 4 auf 2 Kabel so wie es in der Anleitung steht, was wohl die Genauigkeit erhöht.Zu finden sind diese ganzen Anleitungen, Informationen und Hilfen auf den folgenden Seiten.
https://docs.duet3d.com/User_manual/Connecting_hardware/Temperature_connecting_thermocouples
Hier steht es mit dem 2- und 4 Kabel Anschlussmöglichkeiten.
https://duet3d.dozuki.com/Wiki/Connecting_PT100_temperature_sensorsAchte darauf welche Firmware Du benutzt, also ob 2.xx oder 3.xx.
Grüße von der Nordseeküste

----------- Translated Text -------------
Hello fellow countryman
My English didn't get any better over the years when I was still at school... 1975
I use a Google Translate plug-in in my browser to get further.I don't know all the solutions to problems like some others here in the forum, who seem to be able to solve any problem and there are some of these Duet professionals here, so you should look for a translation plugin for your browser that covers the entire site can translate.
Or simply use the website: https://translate.google.com/To your problem...
I also have this PT100 daughterboard.
I connected it with 4 to 2 cables as it says in the instructions, which probably increases the accuracy.All these instructions, information and help can be found on the following pages.
https://docs.duet3d.com/User_manual/Connecting_hardware/Temperature_connecting_thermocouples
Here it is with the 2 and 4 cable connection options.
https://duet3d.dozuki.com/Wiki/Connecting_PT100_temperature_sensorsPay attention to which firmware you use, i.e. whether 2.xx or 3.xx.
Greetings from the North Sea coast
-
RE: Mesh Probing not starts at Originposted in IR Height Sensor
@r3shy
According to your data, your probe is installed 37.5mm to the right of the nozzle and is 10mm above the nozzle (view from above of the print head).
The mistake is often made that a positive value is entered, although the probe is installed to the left of the nozzle, which would then be -37.5mm.
I think this is where your problem lies !?When you call G29, the sample offset data entered in G31 is automatically added / subtracted.
With the G30 you have to add or subtract the offset of the probe yourself.It looks like this to me...
The print bed has a size of 330mm x 330mm.; Axis Limits M208 X-14 Y-35 Z0 U0 S1 ; minimum M208 X330 Y330 Z360 U360 S0 ; maximum(Indicate actual size at maximum)
; IR-Probe M558 K0 C"zprobe.in" P3 H1.7 F120 T10000 B1 A10 S0.010 R0.4 G31 K0 P500 X0.6 Y22.3 Z3.162The probe is mounted 0.6mm to the right of the nozzle and 22.3mm above the nozzle (top view of the print head).
; grid / mesh M557 X30:300 Y30:300 P9I leave a margin of 30mm where the probe shouldn't or can't measure.
With G29, the first measuring point of the probe is exactly at X30 Y30 and 9 measurements are made from X30 to X300 (P9).I prefer the P parameter on the M557 command line because the distance is calculated automatically.
If you take the S parameter, as you did with S50, then a measuring point is set every 50mm. But then you have to measure the distance exactly to really measure the specified area.
In your case...
M557 X37.5:300 Y37.5:300 S50
Invoice:
300 - 37.5 = 262.5
262.5 / 50 = 5.25
5.25 measurements do not work.
If you want to scan the entire area of 262.5mm with the probe, the calculation would be:
262.5 : 5 = 52.5
So... M557 X37.5:300 Y37.5:300 S52.5Therefore the P parameter is simpler... you just specify how many measuring points you want and the distance is calculated automatically.
You should leave a small margin, say 10mm, then your M557 command line should look like this.
M557 X10:290 Y10:290 P5If the nozzle is exactly at X30 Y30 and I want to measure exactly this point with the IR probe, then I have to include the offset of the probe in the G30 command.
In my case the G30 command line would be like this:
G30 P0 X29.4 Y7.7 Z-99999 S-1Google Translate
-- Original Text --Nach Deinen Daten ist Deine Sonde 37,5mm rechts neben der Düse verbaut und liegt 10mm über der Düse (Blick von Oben auf den Druckkopf).
Oft wird der Fehler gemacht das ein positiver Wert eingetragen wird, obwohl die Sonde links neben der Düse verbaut ist, was dann -37,5mm wäre.
Ich glaube hier liegt Dein Problem !?Wenn Du G29 aufrufst, dann werden die Daten des Probe-Offsets automatisch addiert / subtrahiert die in G31 eingetragen sind.
Bei G30 musst Du den Offset der Sonde selber addieren bzw subtrahieren.Bei mir sieht es so aus...
Das Druckbett hat eine Größe von 330mm x 330mm.; Axis Limits M208 X-14 Y-35 Z0 U0 S1 ; minimum M208 X330 Y330 Z360 U360 S0 ; maximum(Bei Maximum die tatsächliche Größe angeben)
; IR-Probe M558 K0 C"zprobe.in" P3 H1.7 F120 T10000 B1 A10 S0.010 R0.4 G31 K0 P500 X0.6 Y22.3 Z3.162Die Sonde ist 0,6mm rechts neben der Düse und 22,3mm über der Düse montiert (Blick von Oben auf den Druckkopf).
; grid / mesh M557 X30:300 Y30:300 P9Ich lasse einen Rand von 30mm wo die Sonde nicht messen soll bzw kann.
Bei G29 ist der erste Messpunkt der Sonde genau bei X30 Y30 und es werden von X30 bis X300 9 Messungen gemacht (P9).Ich bevorzuge den Parameter P in der M557 Befehlszeile, da der Abstand automatisch ausgerechnet wird.
Nimmt man den S Parameter, so wie bei Dir mit S50, dann wird alle 50mm ein Messpunkt gesetzt. Man muss dann aber den Abstand genau ausmessen um wirklich den angegeben Bereich zu messen.
In Deinem Fall...
M557 X37.5:300 Y37.5:300 S50
Rechnung:
300 - 37,5 = 262,5
262,5 : 50 = 5,25
5,25 Messungen funktionieren nicht.
Möchte man den gesamten Bereich von 262,5mm mit der Sonde abtasten, dann wäre die Rechnung:
262,5 : 5 = 52,5
Also... M557 X37.5:300 Y37.5:300 S52,5Daher ist der P Parameter einfacher... man gibt nur an wieviel Messpunkte man möchte und der Abstand wird automatisch berechnet.
Du solltest einen schmalen Rand lassen, von sagen wir mal 10mm, dann müsste die M557 Befehlszeile wie folgt bei Dir aussehen.
M557 X10:290 Y10:290 P5Bin ich mit der Düse genau bei X30 Y30 und möchte genau diesen Punkt mit der IR-Probe messen, dann muss ich in dem G30 Befehl den Offset der Sonde mit einberechnen.
In meinem Fall würde die G30 Befehlszeile so lauten:
G30 P0 X29.4 Y7,7 Z-99999 S-1 -
RE: Input Shaping: Accelerometer not found.posted in Tuning and tweaking
The forum is big... very big.
But I found the information needed to hook up an accelerometer to a temperature sensor daughter board.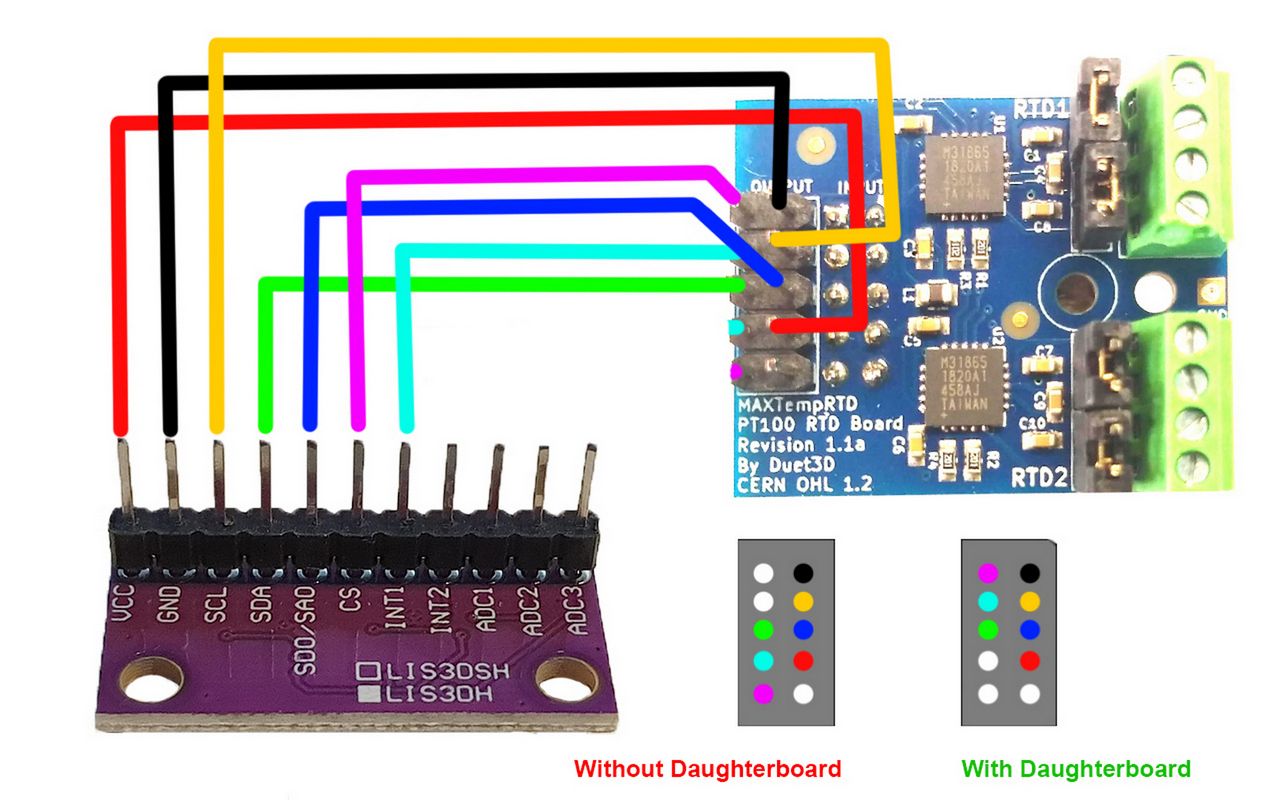
Google Translate
----- Original Text -----Das Forum ist groß... sehr groß.
Aber ich habe die nötigen Informationen gefunden um ein Beschleunigungsmesser auf ein Temperatursensor-Tochterbord anzuschließen.problem solved / Problem gelöst
-
RE: Could this height map offset be causing first layer issues?posted in Tuning and tweaking
@timsworkshop
Your config.g says...
M98 P"configs/probe_config.g" ; Config settings for my EZABL probeYou write but you have a BLTouch.
What is the content of the probe_config.g ?
Is it a mistake and you took over the config.g from another printer that had an EZABL sample or did you switch from EZABL to BLTouch and forgot to edit the entry ?Your config.g says...
M208 S0 X355 Y355 Z400 ; set axis maxima
but your bed.g says...
M557 X60:380 Y90:390 P20Is it possible that your BLTouch is mounted to the left of the nozzle and the following command line from your config.g is therefore wrong...
global probe_offset_x = 30 ; BL Touch X offset
and it has to be -30 instead ?P.S.:
global probe_offset_y = 36 ; BL Touch Y offset
Also here it could have to be -36 ?If the BLTouch is in front of and to the left of the nozzle, there must be minus values in the offset of the BLTouch.
Behind the nozzle and to the right are plus values. -
RE: Using DWC to make my own web interfaceposted in Duet Web Control
@thyrviklein
With this plugin BtnCmd from MintyTrebor (GitHub Link) you can create your own pages in DWC. -
RE: Could this height map offset be causing first layer issues?posted in Tuning and tweaking
@timsworkshop said in Could this height map offset be causing first layer issues?:
Thanks @Norder for the help!
very gladly.
Yes, that's exactly how it is... G29 takes the area you defined with M557 and adds or subtracts the offset values of the probe.
I have a 330x330 print bed and leave a 30mm free on the outer edge.
The reason for this is the BLTouch, which is mounted to the left of the nozzle and doesn't quite reach the right edge.
I have two Z-Probes, an IR-Probe from Duet and the BLTouch which I already had before the IR-Probe but didn't want to disassemble it because it has difficulties for some surfaces where the IR-Probe has difficulties such as glass surfaces or PEI and with rough surfaces.The IR probe is my main sensor so to speak and it would also go to the very edge of the print bed, but because I have an M557 command line that applies to both sensors and because I wanted the mesh to be the same size.
This is what my M557 command line looks like for the 330x330 print bed...
M557 X30:300 Y30:300 P9For example, if you want to probe the level screws of the print bed in a macro file, like I do to level the print bed "manually" via the level screws, then you have to convert the offset from the BLTouch yourself.
A macro to set one of the three level screws, for example, looks like this.
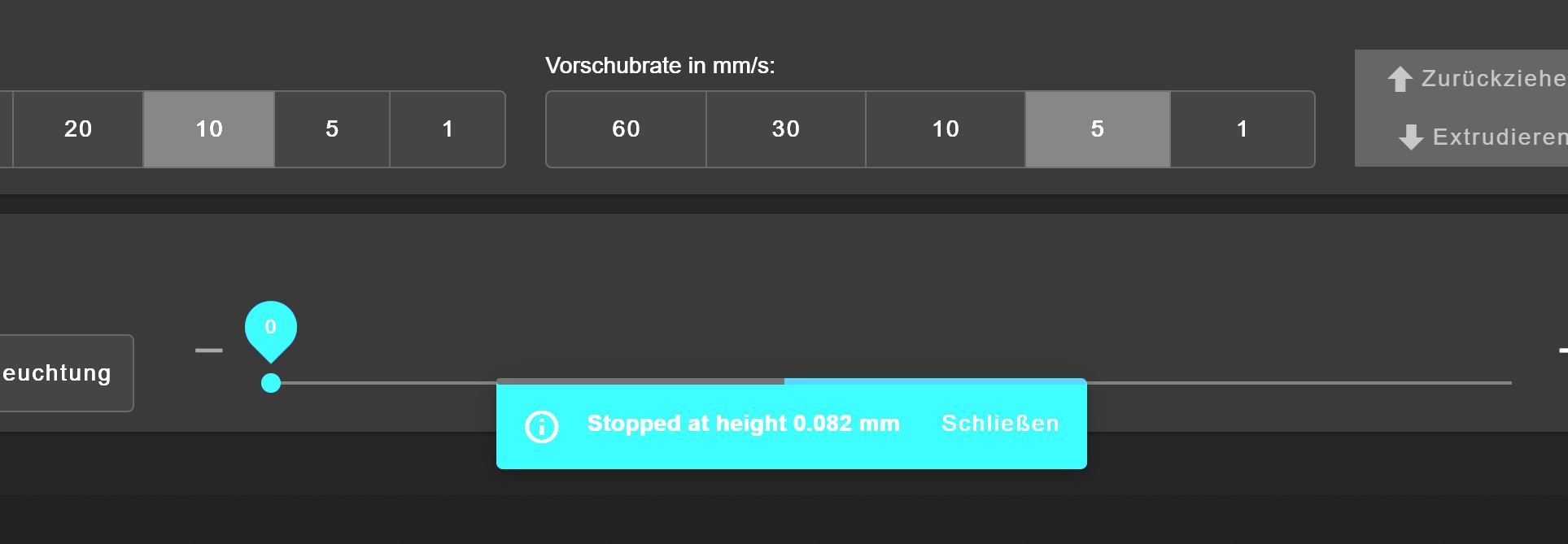
M561 G29 S2 M291 P"5-fache Messung - Links" R"IR-Probe" T3 G1 Z5 F10000 G1 X29.4 Y142.7 F10000 G30 S-1 K0 H3.162 G1 Z5 F10000 G4 P4000 ; 4 Sekunde Pause G1 Z5 F10000 G1 X29.4 Y142.7 F10000 G30 S-1 K0 H3.162 G1 Z5 F10000 G4 P4000 ; 4 Sekunde Pause G1 Z5 F10000 G1 X29.4 Y142.7 F10000 G30 S-1 K0 H3.162 G1 Z5 F10000 G4 P4000 ; 4 Sekunde Pause G1 Z5 F10000 G1 X29.4 Y142.7 F10000 G30 S-1 K0 H3.162 G1 Z5 F10000 G4 P4000 ; 4 Sekunde Pause G1 Z5 F10000 G1 X29.4 Y142.7 F10000 G30 S-1 K0 H3.162 G1 Z5 F10000The measured height is shown on the display... if it says 0.082mm, for example, then I have to turn the level screw a little anti-clockwise... the second of five measurements then takes place and I try to get to 0.000, but with +- 0.010 I am more than satisfied because the MeshBedLeveling will come afterwards.
The z-offset entered in the config.g must also be entered in the macro file, so exactly 0.000 is displayed when the nozzle touches the bed.
This makes it easier to concentrate than having to hit the offset of 3,162, which you have to write down so you don't forget it or have to look in the config.g every time.I find this method of manual leveling better, because here you don't go by feel (0.05mm adjustment sheet or piece of paper as a leveling aid between bed and nozzle) and therefore leveling is more precise and I also find... faster.
I determined the Z offset with a 0.05mm measuring plate by positioning the nozzle 0.05mm above a level screw and then measuring this point 10x with a macro that was written especially for this purpose and where I then got the mean value of these measurements is displayed, which is then the Z offset.Yeah I know... I'm overdoing the leveling a bit.
But I just enjoy it.
Just a Hobby")
Little explained and much written... also a problem of mine.
 (Sorry!)
(Sorry!)
And the translation makes it look twice as much.Google Translate
-- Original Text --@timsworkshop said in Could this height map offset be causing first layer issues?:
Thanks @Norder for the help!
sehr gerne.
Ja, genau so ist es... G29 nimmt sich den Bereich vor den Du mit M557 definiert hast und addiert oder subtrahiert die Offset Werte der Sonde.
Ich habe ein 330x330 Druckbett und lasse einen 30mm am äußeren Rand frei.
Der Grund dafür ist der BLTouch der links neben der Düse montiert ist und nicht ganz bis an den rechten Rand kommt.
Ich habe zwei Z-Sonden, eine IR-Probe von Duet und den BLTouch den ich bereits vor dem IR-Probe hatte, ihn aber nicht demontieren wollte weil er für manche Oberflächen wo der IR-Probe Schwierigkeiten hat wie zB bei Glas-Oberflächen oder PEI und bei rauen Oberflächen.Der IR-Probe ist sozusagen mein Haupt Sensor und der würde auch bis an den äußersten Rand des Druckbettes kommen, aber weil ich eine M557 Befehlszeile habe die für beide Sensoren gilt und weil ich das Mesh gleich groß haben wollte.
So sieht meine M557 Kommandozeile für das 330x330 Druckbett aus...
M557 X30:300 Y30:300 P9Wenn Du zB in einer Makro Datei die Levelschrauben des Druckbettes sondieren möchtest, so wie ich es mache um das Druckbett "manuell" über die Level Schrauben zu leveln, dann musst Du das Offset vom BLTouch selber umrechnen.
Ein Makro um zB eine der drei Levelschraube einzustellen, sieht wie folgt aus.
(Makro siehe oben)Auf dem Display wird mir die gemessene Höhe angezeigt... steht dort zB 0.082mm dann muss ich die Levelschraube etwas gegen den Uhrzeigersinn drehen... es erfolgt dann die zweite von fünf Messungen und ich versuche auf 0.000 zu kommen, aber mit +- 0.010 bin ich mehr als zufrieden denn es kommt danach ja noch das MeshBedLeveling.
(Screenshot siehe oben)
Den Z-Offset der in der config.g eingetragen ist, muss auch in die Makro Datei eingetragen werden, so wird exakt 0.000 angezeigt wenn die Düse das Bett berührt.
So kann man sich einfacher konzentrieren als wenn man den Offset von 3.162 treffen müsste den man notieren müsste damit man ihn nicht vergisst oder man jedes mal in der config.g nachsehen müsste.Ich finde diese Methode des manuellen Levelns besser, da hier nicht nach Gefühl (0,05mm Einstellblech oder Stück Papier als Level-Hilfe zwischen Bett und Düse) gegangen wird und somit das leveln exakter und ich finde auch.... schneller geht.
Den Z-Offset habe ich mit einem 0,05mm Messblech ermittelt indem ich die Düse 0,05mm über einer Levelschraube positioniert habe und dann diese Stelle mit einem Makro welches speziell für diesen Zweck geschrieben wurde, 10x gemessen und wo mir dann der Mittelwert dieser Messungen angezeigt wird, was dann der Z-Offset ist.Ja ich weiß... ich übertreibe es mit dem Leveln ein wenig.
Aber es macht mir halt Spaß.
Hobby ebenWenig erklärt und viel geschrieben... auch so ein Problem von mir.
(Entschuldigung !)
Und durch die Übersetzung sieht es gleich doppelt so viel aus. -
RE: how to turn off all fans at the end of printposted in Gcode meta commands
@ratrig0331 said in how to turn off all fans at the end of print:
what is I wanted to tell it to turn on at a certain layer height? Is that possible?
Inserting a GCode from a specific layer is easy with PrusaSlicer.
Here's an example...
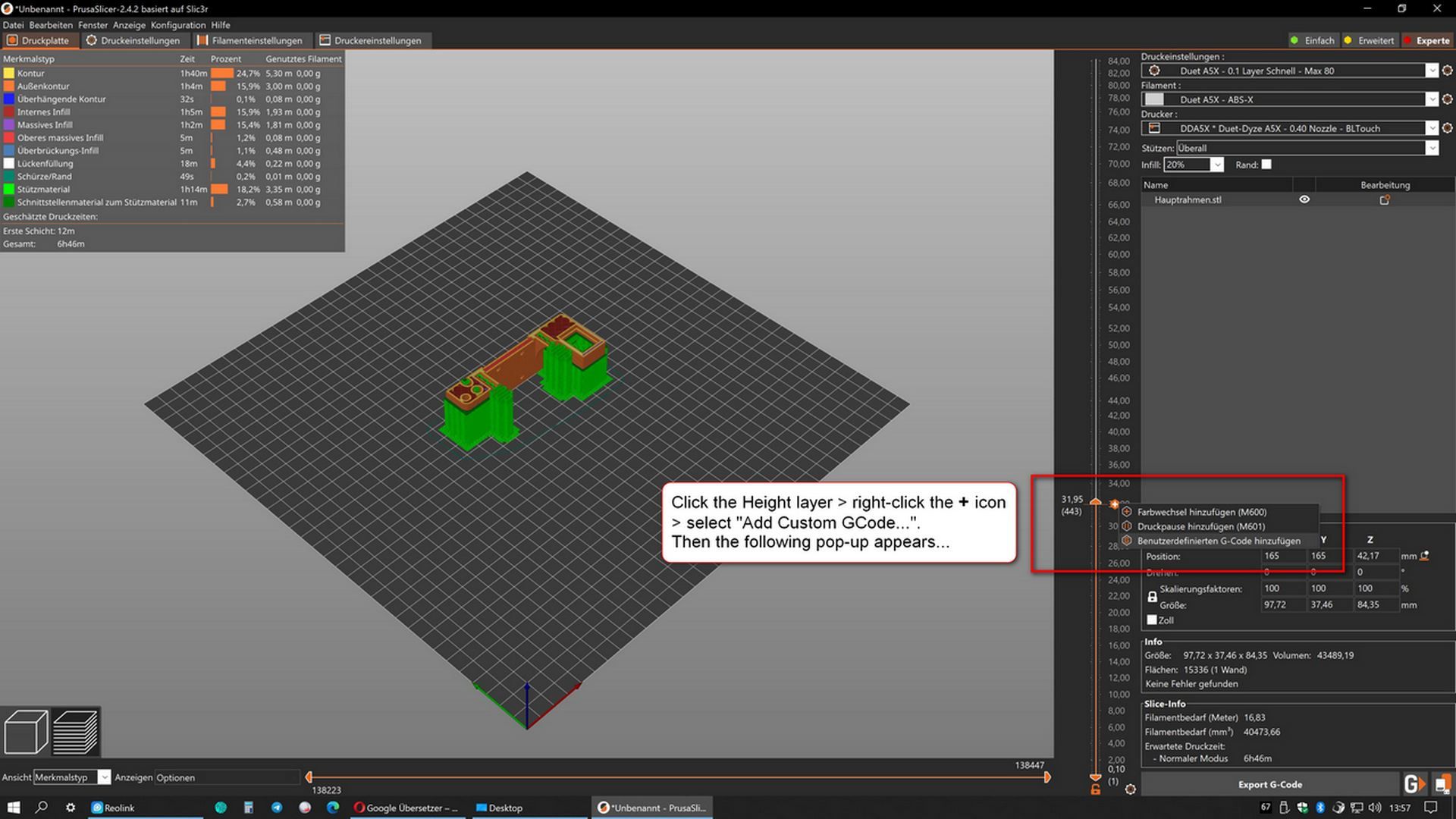
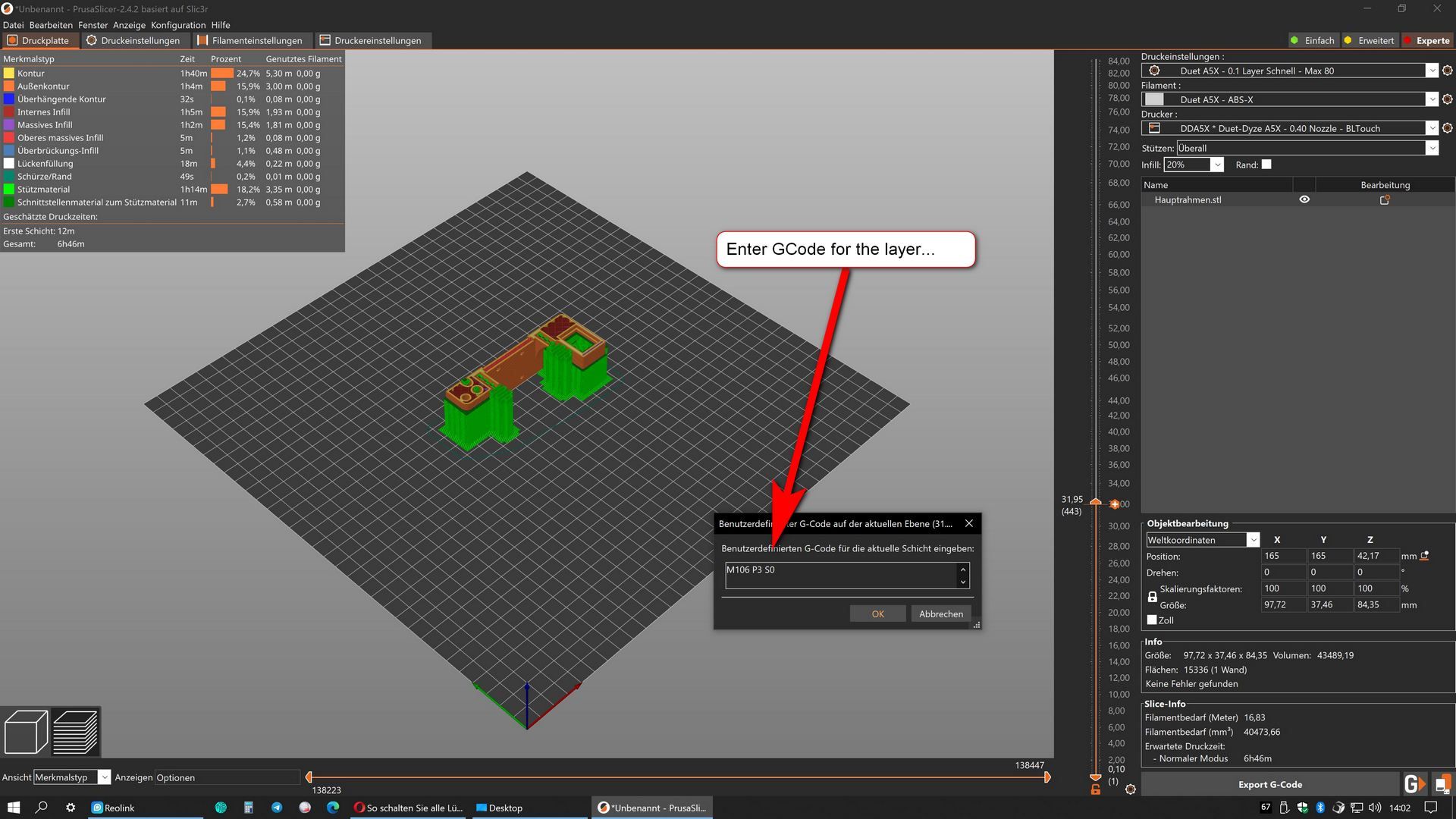
I don't know which slicer you use, but maybe it will help you ?
Google Translate
--- Original Text ---Das einfügen eines GCode ab einem bestimmten Layer ist mit dem PrusaSlicer ganz einfach.
Hier ein Beispiel...
(Siehe Screenshots)Ich weiß zwar nicht welchen Slicer Du nutzt, aber vielleicht hilft es Dir weiter ?
-
RE: Turn off the z-axis limit switchposted in Tuning and tweaking
@Proschi78
With this command you switch the axis limit on or off.
https://docs.duet3d.com/en/User_manual/Reference/Gcodes#m564-limit-axes
However, the project should be treated with caution! -
RE: Best method to seal carbon fibre tubeposted in Off Topic
@threepwood
Look for Epoxy Casting/Sealing Resin.
Or use CA-Glue.How to Carbon Fiber Prep and Seal with CA Glue - Video
How to cut Carbon Fiber Sheets and Carbon Fiber Parts and seal the cut edges - Video
-
RE: Filament-Knot-Stop (KnotenStopp)posted in Filament Monitor
Exactly ... Tangle is probably the right word ... English is not my language. : D
It happens very quickly that the filament jams itself.
A real knot is easier to get in if you quickly wind up the filament that has fallen off the spool.I am pleased that you like the "KnotenStopp" so much, and I hope it will help you to print your projects in the future.
Thanks for your comment.
-
RE: Z hight Issueposted in Tuning and tweaking
@pitsweer
Hello
After a nozzle change, the Z offset must be determined again and this value must be entered manually in config.g.This is how I do it...
I drive the nozzle tip exactly over an adjustment screw / leveling screw of the print bed with a distance of 0.05mm.
(See Macro #1)There I put a 0.05mm steel sheet (feeler gauge) between the nozzle and the print bed and adjust the level screw until the nozzle starts to clamp the steel sheet.
CAUTION... the nozzle should be hot and above all CLEAN!Then I move the IR height sensor over the spot where the nozzle tip was before and measure the height.
(See Macro #2)
To get a more accurate reading, I measure that point 10x and then go into the console and add those 10 readings together and then divide by 10.This calculated value is the Z offset that I enter in config.g.
In this Thread there is a script with which you can later add the and divide to get the checksum can save.
I have created two macros that I use to determine a new Z offset after a nozzle change, for example.
Macro #1 to drive the nozzle tip over the adjustment screw.
G28 G1 Z10 G1 x310 y20 z10 f10000 M291 P"Nozzle tip MUST be clean!" R"Measure 0.05mm sheet metal" T10 ; Display message G1 x310 y20 z0.05Macro #2 measures the spot above the adjustment screw 10x.
M291 P"10x IR height measurement" R"Z offset is determined..." T30 ; Display message G1 Z10 G1 x310 y-2 F10000 G30 S-1 G1 Z10 G30 S-1 G1 Z10 G30 S-1 G1 Z10 G30 S-1 G1 Z10 G30 S-1 G1 Z10 G30 S-1 G1 Z10 G30 S-1 G1 Z10 G30 S-1 G1 Z10 G30 S-1 G1 Z10 G30 S-1 G1 Z10Now I look at the console in the DWC and add the ten readings and then divide by 10 and then enter the value (Z3.370) in the config.g.
----> Extract from config.g <---- ; Z sample M558 C"zprobe.in" P5 H1.5 F50 T18000 A20 S0.007 R0 ; disable Z probe but set dive height, probe speed and travel speed G31 P500 X0 Y22 Z3.370 ; set Z probe trigger value, offset and trigger height M557 X30:300 Y30:300 S54 ; define mesh gridNow I heat up the bed to the temperature I want to print at and then measure the height just above each bed adjustment screw and adjust the height to get as close to zero as possible.
After each measurement, the measured value is shown on the display / monitor.
I repeat this until I am satisfied with all the settings.I also wrote a macro for each adjustment screw (I have three level screws on the print bed) that takes five measurements per adjustment screw.
With the five measurements, I always have some time to adjust the adjustment screw in between.Here a fivefold measurement on the same adjustment screw where the Z offset was determined.
M561 G29 S2 M291 P"5x IR height measurement" R"RIGHT BOTTOM" T5 ; Display message G1 z7 F10000 g1 x310 y-2 F10000 g30 s-1 H3.370 g1 z7 F10000 G4 P4000 ; 4 second break G1 z7 F10000 g1 x310 y-2 F10000 g30 s-1 H3.370 g1 z7 F10000 G4 P4000 ; 4 second break G1 z7 F10000 g1 x310 y-2 F10000 g30 s-1 H3.370 g1 z7 F10000 G4 P4000 ; 4 second break G1 z7 F10000 g1 x310 y-2 F10000 g30 s-1 H3.370 g1 z7 F10000 G4 P4000 ; 4 second break G1 z7 F10000 g1 x310 y-2 F10000 g30 s-1 H3.370 g1 z7 F10000! The previously determined Z offset value must be entered here (H3.370) !
Now an MBL (Mesh Bed Levelling) can be performed and then the printer is ready to print.
My first layer is always 0.1mm firstly to see if everything has been measured and adjusted well, secondly I get better adhesion to the print bed (as I noticed) and there is no big or no elephant foot.I hope I could help if necessary!?
Greetings from the North Sea coast
Google Translate from German to English

------------- Original Text (German) -------------
Moin
Nach einem Düsenwechsel muss das Z-Offset neu ermittelt werden und dieser Wert muss manuell in die config.g eingetragen werden.So mache ich es...
Ich fahre mit der Düsenspitze genau über eine Einstellschraube / Levellschraube des Druckbett mit einem Abstand von 0,05mm.
(Siehe Macro #1)Dort lege ich ein 0,05mm Stahlblech (Fühlerlehre) zwischen Düse und Druckbett und verstelle die Levellschraube bis die Düse anfängt das Stahlblech einzuklemmen.
VORSICHT... die Düse sollte heiß sein und vor allen Dingen SAUBER !Dann fahre ich mit dem IR Höhensensor über die Stelle wo vorher die Düsenspitze war und messe die Höhe.
(Siehe Macro #2)
Um eine genauere Messung zu erhalten messe ich diesen Punkt 10x und gehe dann in die Konsole und addiere diese 10 Messwerte und teile sie anschließend durch 10.Dieser errechnete Wert ist der Z-Offset den ich in der config.g eintrage.
In diesem Thread gibt es ein Script mit dem man sich später das addieren und teilen um die Quersumme zu erhalten, sparen kann.
Ich habe für das ermitteln eines neuen Z-Offset nach zB einem Düsenwechsel, zwei Macros erstellt die ich dazu nutze.
Macro #1 um die Düsenspitze über die Einstellschraube zu fahren.
G28 G1 Z10 G1 x310 y20 z10 f10000 M291 P"Düsenspitze MUSS sauber sein !" R"0.05mm Blech messen" T10 ; Display message G1 x310 y20 z0.05Macro #2 misst die Stelle über der Einstellschraube 10x.
M291 P"10-fache IR-Höhenmessung" R"Z-Offset wird ermittelt..." T30 ; Display message G1 Z10 G1 x310 y-2 F10000 G30 S-1 G1 Z10 G30 S-1 G1 Z10 G30 S-1 G1 Z10 G30 S-1 G1 Z10 G30 S-1 G1 Z10 G30 S-1 G1 Z10 G30 S-1 G1 Z10 G30 S-1 G1 Z10 G30 S-1 G1 Z10 G30 S-1 G1 Z10Jetzt sehe ich mir die Konsole im DWC an und addiere die zehn Messwerte und teile sie dann durch 10 und trage dann den Wert (Z3.370) in der config.g ein.
----> Auszug aus config.g <---- ; Z-Probe M558 C"zprobe.in" P5 H1.5 F50 T18000 A20 S0.007 R0 ; disable Z probe but set dive height, probe speed and travel speed G31 P500 X0 Y22 Z3.370 ; set Z probe trigger value, offset and trigger height M557 X30:300 Y30:300 S54 ; define mesh gridJetzt heize ich das Druckbett auf mit der Temperatur mit der ich drucken möchte und messe dann direkt über jeder Einstellschraube des Druckbettes die Höhe und stelle so die Höhe ein um so nah wie möglich an Null heran zu kommen.
Nach jedem Messen wird der gemessene Wert auf dem Display / Monitor angezeigt.
Dieses wiederhole ich so lange bis ich mit allen Einstellungen zufrieden bin.Dazu habe ich mir auch für jede Einstellschraube (bei mir sind es drei Levellschrauben am Druckbett) ein Macro geschrieben die fünf Messungen pro Einstellschraube vornimmt.
Bei den fünf Messungen bleibt mir immer etwas Zeit um zwischendurch die Einstellschraube zu justieren.Hier eine fünffache Messung an der gleichen Einstellschraube wo auch das Z-Offset ermittelt wurde.
M561 G29 S2 M291 P"5-fache IR-Höhenmessung" R"RECHTS UNTEN" T5 ; Display message G1 z7 F10000 g1 x310 y-2 F10000 g30 s-1 H3.370 g1 z7 F10000 G4 P4000 ; 4 Sekunde Pause G1 z7 F10000 g1 x310 y-2 F10000 g30 s-1 H3.370 g1 z7 F10000 G4 P4000 ; 4 Sekunde Pause G1 z7 F10000 g1 x310 y-2 F10000 g30 s-1 H3.370 g1 z7 F10000 G4 P4000 ; 4 Sekunde Pause G1 z7 F10000 g1 x310 y-2 F10000 g30 s-1 H3.370 g1 z7 F10000 G4 P4000 ; 4 Sekunde Pause G1 z7 F10000 g1 x310 y-2 F10000 g30 s-1 H3.370 g1 z7 F10000! Hier muss der vorher ermittelte Z-Offset Wert eingetragen werden (H3.370) !
Jetzt kann ein MBL (Mesh Bed Levelling) durchgeführt werden und danach ist der Drucker fertig zum drucken.
Mein erster Layer ist immer 0,1mm um erstens zu sehen ob alles gut vermessen und eingestellt wurde, zweitens erhalte ich so eine bessere Haftung auf dem Druckbett (wie mir aufgefallen ist) und es kommt nicht zu einem großen bis gar keinen Elefantenfuß.Ich hoffe ich konnte gegebenenfalls helfen !?
Grüße von der Nordseeküste
-
RE: Is anybody else feeling the squeeze?posted in Off Topic
Energy costs will also become an issue.
We here in Germany probably have the highest energy costs on this planet.
For years I've only printed things that I really need, which now has nothing to do with the energy costs.. I have never thought of Benchys and other useless prints and I don't understand why it takes so long to see which settings still need to be optimized.
If you could still use something like this after printing, at least.
Instead, print hooks or something similar... it's faster and you can still use them for something afterwards.The problem is not that we are too many people on this planet. Mother Earth can easily feed even more of us.
The problem is we humans ourselves, above all it's the top 10,000 who are the biggest problem and who don't care how they get richer or get more power.
If this striving for wealth and power didn't exist or if these human qualities could be exchanged for more closeness to nature and charity, everything would be OK.Why everything is getting more expensive at the moment and there will soon be more and more unrest in almost every country on earth is because those up there want to change the world.
A major goal is to change the previous payment system to a digital currency.
The pandemic and the war in Ukraine are part of this "Great Reset".You shouldn't buy anything from the bad Russians anymore, instead you should buy the three times as expensive and environmentally friendly fracking gas from the Americans, who have never bombed a country without a reason.
Uhps... Häää... What?
Yes, kind of illogical, right?All politicians, CEOs etc. and therefore all our problems have a common denominator... The WEF with its thinkers and leaders.
Everything that is currently happening in this world could previously be read in their writings.
But not because they are clairvoyant, but because they planned it that way.The problem is not that we are too many people, the problem is the greed for money and power.
No, I'm not a conspiracy theorist. Deal with the WEF, with the people who participate there, how they talk about the people and what their plans are.
You say it openly. And if you can add 1+1 and don't get 11, you'll understand.Google Translate
--- Original Text ---Die Energiekosten werden auch ein Problem werden.
Wir hier in Deutschland haben wohl die höchsten Energiekosten auf diesem Planeten.
Ich drucke schon seit Jahren nur noch Dinge die ich wirklich brauche, was jetzt aber nichts mit den Energiekosten zutun hat. Von Benchys und anderen unnützen Drucken habe ich noch nie etwas gehalten und verstehe es auch nicht warum man einen so langen Druck braucht um zu erkennen welche Einstellungen noch optimiert werden müssen.
Wenn man mit so einem Benchy zumindest nach dem Druck noch zu etwas gebrauchen könnte.
Druckt stattdessen lieber Haken o.ä.... das geht schneller und ihr könnt sie danach noch zu etwas gebrauchen.Das Problem ist auch nicht das wir zu viele Menschen auf diesem Planeten sind. Mutter Erde kann locker noch mehr von uns ernähren.
Das Problem sind wir Menschen selber, vor allen Dingen sind es die oberen 10000 die das größte Problem sind und denen es egal ist wie sie noch reicher werden oder mehr Macht erhalten.
Wenn es dieses streben nach Reichtum und Macht nicht geben würde oder man diese Eigenschaften des Menschen durch mehr Naturverbundenheit und Nächstenliebe austauschen könnte, wäre alles OK.Warum momentan alles teurer wird und es bald zu immer mehr Unruhen in fast allen Ländern dieser Erde kommen wird, liegt daran das die da oben die Welt ändern wollen.
Ein großes Ziel ist es das bisherige Zahlungssystem in eine digitale Währung zu ändern.
Die Pandemie und der Krieg in der Ukraine gehören zu diesem "Great Reset".Man soll nichts mehr vom bösen Russen kaufen, stattdessen lieber das dreimal so teure und umweltfreundliche Fracking Gas vom Amerikaner der ja noch nie ein Land ohne Grund bombardiert hat.
Uhps... Häää... Was ?
Ja, irgendwie unlogisch, oder ?Alle Politiker, Konzernchefs etc und somit alle unsere Probleme, haben einen gemeinsamen Nenner... Das WEF mit seinen Denkern und Lenkern.
Alles was momentan auf dieser Welt passiert, konnte man vorher in deren Schriften lesen.
Aber nicht weil sie Hellseher sind sondern weil sie es so geplant haben.Das Problem ist nicht das wir zu viele Menschen sind, das Problem ist die Gier nach Geld und Macht.
Nein, ich bin kein Verschwörungstheoretiker. Befasst Euch mit dem WEF, mit den Leuten die dort mitmachen, wie sie über die Menschen reden und was deren Pläne sind.
Sie sagen es offen. Und wer 1+1 zusammen zählen kann und dabei nicht 11 heraus kommt, der wird es verstehen. -
RE: BLTouch and IR-Probe together on one board ?posted in IR Height Sensor
@phaedrux
For the most part, the code has remained as shown in the previous comment.
I made some small changes, but they are not decisive.
Fine tuningHere my complete config.g
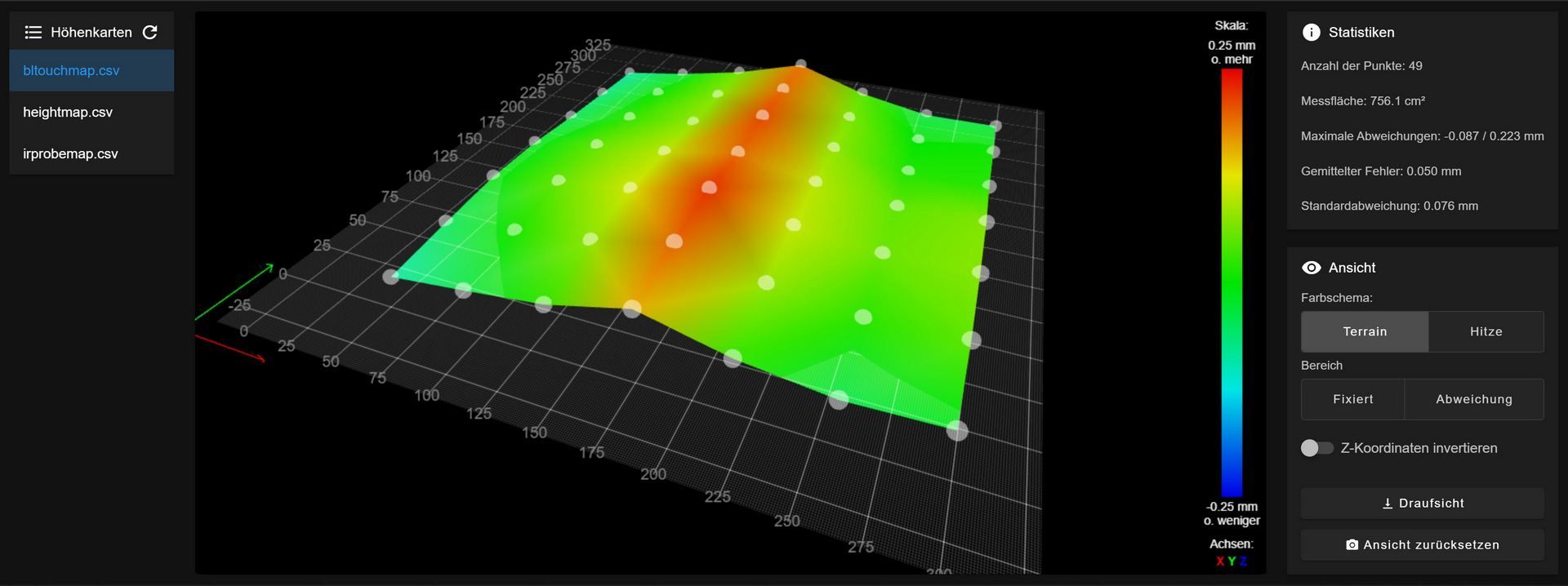
; Configuration file for Duet WiFi (firmware version 3.3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.3.10 on Sun Mar 20 2022 22:36:03 GMT+0100 (Mitteleuropäische Normalzeit) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"DDA5X" ; set printer name ; Network M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives aus 2.05 M569 P0 S0 F1 ; physical drive 0 goes backwards - x-achse (TOFF F1) M569 P1 S0 F1 ; physical drive 1 goes backwards - y-achse (TOFF F1) M569 P2 S0 F7 ; physical drive 2 goes forwards - z-achse links (TOFF F7) M569 P3 S1 F7 ; physical drive 3 goes backwards - z-achse rechts (TOFF F7) M569 P4 S1 F1 ; physical drive 4 goes forwards - extruder (TOFF F1) ; Steps, Ströme und Geschwindigkeiten M584 X0 Y1 Z2:3 E4 ; dual z - kombiniert die beiden z achsen (P3) M350 X16 Y16 Z128 U128 E32 I1 ; microstepping und interpolation M92 X160.000 Y160.000 Z6400.000 U6400.000 E1348.351 ; set steps per mm M566 X300.00 Y300.00 Z420.00 U420.00 E420.00 ; set maximum instantaneous speed changes (mm/min) jerk M203 X18000.00 Y18000.00 Z1000.00 U1000.00 E1200.00 ; set maximum speeds (mm/min) M201 X300.00 Y300.00 Z100.00 U100.00 E250.00 ; set accelerations (mm/s^2) M906 X1400 Y1400 Z1400 U1400 E800 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S10 ; Set idle timeout ; Axis Limits M208 X-16.5 Y-37.0 Z0 U0 S1 ; set axis minima M208 X330 Y330 Z360 U360 S0 ; set axis maxima ; Endstops M574 X1 P"!xstop" ; configure unsupported switch-type endstop for low end on X via pin xstop M574 Y1 S1 P"ystop" ; configure switch-type (e.g. microswitch) endstop for low end on Y via pin ystop M574 Z1 P"!zstop+!e0stop" ; configure unsupported switch-type endstop for low end on Z via pin null ; Z-Probe (IR-Probe & BLTouch) ; IR-Probe M558 K0 C"zprobe.in" P5 H1.5 F100 T18000 B0 A4 S0.010 R0.4 ; disable Z probe but set dive height, probe speed and travel speed G31 K0 P500 X0 Y24 Z3.250 ; set Z probe trigger value, offset and trigger height ; BLTouch M950 K1 S0 C"exp.heater7" M558 K1 C"e1stop" P8 H3 F100 T18000 B1 A4 S0.010 R0.4 ; disable Z probe but set dive height, probe speed and travel speed G31 K1 P500 X-29.40 Y11.50 Z1.040 ; set Z probe trigger value, offset and trigger height ; Grid M557 X25:300 Y25:300 P7 ; Mesh-Grid ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create nozzle heater output on bedheat and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"!spi.cs1" Y"rtd-max31865" ; create sensor number 1 as a PT100 sensor in the first position on the Duet 2 daughterboard connector M950 H1 C"e0heat" T1 ; create bed heater output on e0heat and map it to sensor 1 (e0heat) M307 H1 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M143 H1 S500 ; set temperature limit for heater 1 to 500C M140 H0 ; map heated bed to heater 1 ; PID Tuning ; -- Düse -- ; M307 H1 R2.055 K0.283:0.000 D9.92 E1.35 S1.00 B0 V23.9 ; Werte für das HotEnd 25.März 2022 (Befehl für erneute Messung: M303 H1 S220) M307 H1 R2.095 K0.265:0.000 D9.20 E1.35 S1.00 B0 V23.9 ; Werte für das HotEnd 22.März 2022 (Befehl für erneute Messung: M303 H1 S255) ; -- Druckbett -- ; M307 H0 R0.207 K0.168:0.000 D3.22 E1.35 S1.00 B0 ; Werte für das Druckbett 25.März 2022 (Befehl für erneute Messung: M303 H0 S60) M307 H0 R0.207 K0.178:0.000 D3.11 E1.35 S1.00 B0 ; Werte für das Druckbett 22.März 2022 (Befehl für erneute Messung: M303 H0 S70) ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 C"Bauteilelüfter" S0 H-1 T45 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 C"Hotend Lüfter" S0 H1 T45 ; set fan 1 value. Thermostatic control is turned on ; LED Beleuchtung M950 F2 C"fan2" Q500 ; create fan 2 on pin fan2 and set its frequency M106 P2 I0 B0.0 C"Beleuchtung" X51 ; LED-Strip (12V) auf Fan 2 / (51 von 255 Stufen = 20%) ; Tools M563 P0 S"Dyzend Pro" D0 H1 F0 ; definiere werkzeug 0 - (testweise luefter 1 entfernt (F0: 1)) G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Miscellaneous M501 ; load saved parameters from non-volatile memory M106 P2 S1 ; led beleuchtungThe heightmaps of the two probes are interesting.
I adjusted them (over several hours) as precisely as possible.
I think the BLTouch has small problems with the magnetic pressure plate, it is magnetized in strips.
Here is a video to make it clear... (Click me)The IR-Probe has rather small difficulties with the surface.
If I put a wafer-thin film of oil on the areas where I determine the offset, then the repeatability of the measurements becomes more accurate.
The GFK FR4 plate is finely sanded very evenly.The ideal result would be the sum of both measurements... the middle field from the IR-Probe and the edge areas from the BLTouch.
Here are two screenshots...IR-Probe...
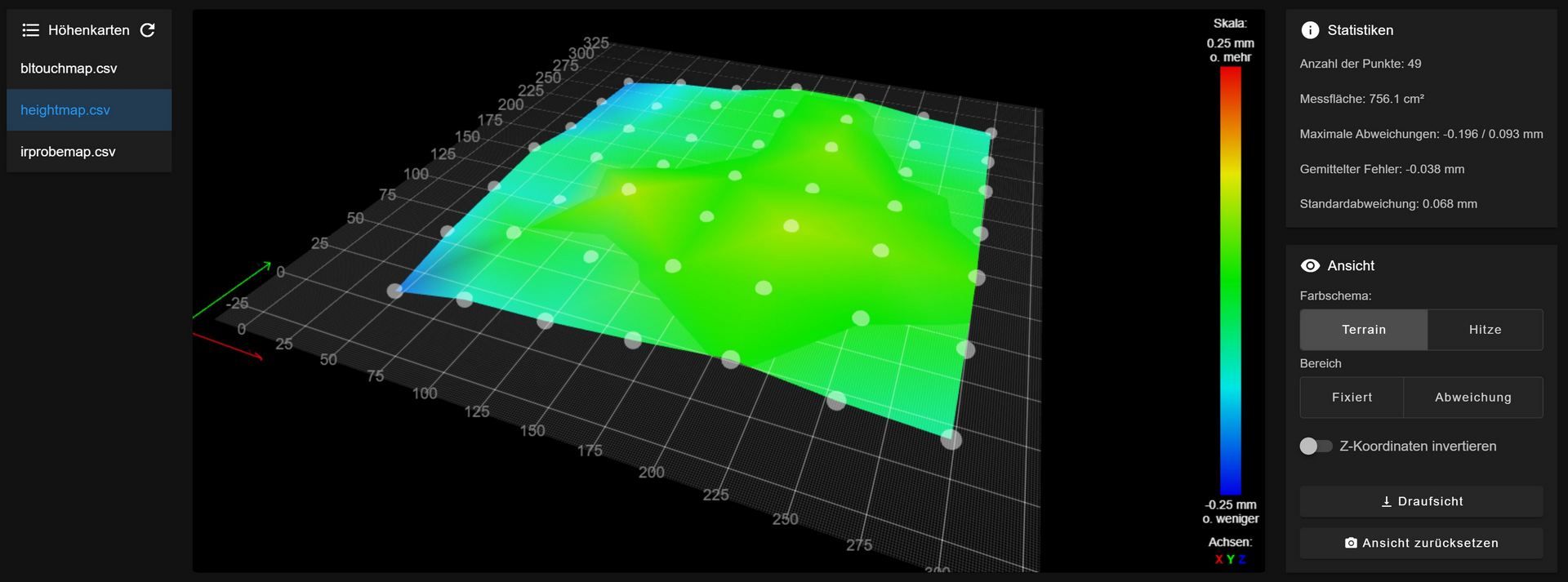
BLTouch...
Unfortunately I don't have a straightedge, but I'll get one so the next time I sand the FR4 plate I know where to sand more and where less.
Finally, the contents of files deployprobe0.g, deployprobe1.g, retractprobe0.g, retractprobe1.g.
*****0.g = IR-Probe
*****1.g = BLTouch; deployprobe0.g ; called to deploy a physical Z probe ; ; generated by RepRapFirmware Configuration Tool v3.3.10 on Sun Mar 20 2022 22:36:03 GMT+0100 (Mitteleuropäische Normalzeit) ; insert codes for deploying the Z probe here M106 P2 S0 ; led beleuchtung aus; deployprobe1.g ; called to deploy a physical Z probe ; ; generated by RepRapFirmware Configuration Tool v3.3.10 on Sun Mar 20 2022 22:36:03 GMT+0100 (Mitteleuropäische Normalzeit) ; insert codes for deploying the Z probe here M280 P0 S10 M106 P2 S0 ; led beleuchtung ausG4 P400 = Waiting time to be able to see the LED of the IR probe better.
To the right of the extruder (seen here in the Video) you can see a light guide made of clear filament, which transmits the light from the LED.; retractprobe0.g ; called to retract a physical Z probe ; ; generated by RepRapFirmware Configuration Tool v3.3.10 on Sun Mar 20 2022 22:36:03 GMT+0100 (Mitteleuropäische Normalzeit) ; insert codes for retracting the Z probe here G4 P400 ; 40tel Sekunde warten M106 P2 S1 ; led beleuchtung an; retractprobe1.g ; called to retract a physical Z probe ; ; generated by RepRapFirmware Configuration Tool v3.3.10 on Sun Mar 20 2022 22:36:03 GMT+0100 (Mitteleuropäische Normalzeit) ; insert codes for retracting the Z probe here M280 P0 S90 M106 P2 S1 ; led beleuchtung anGreetings from the North Sea coast
Google Translate
----- Original Text -----Zum größten Teil ist der Code so geblieben wie im vorherigen Kommentar gezeigt.
Einige kleine Änderungen habe noch gemacht, die aber nicht ausschlaggebend sind.
FeintuningHier meine komplette config.g (Siehe oben)
Interessant sind die Heightmaps der beiden Probe's.
Ich habe sie (über mehrere Stunden) so genau eingestellt wie möglich.
Ich denke der BLTouch hat kleine Probleme mit der magnetischen Druckplatte, sie ist streifenförmig magnetisiert.
Hier ein Video um es deutlich zu machen. (Link siehe oben)Der IR-Probe hat eher kleine Schwierigkeiten mit der Oberfläche.
Lege ich einen hauchdünnen Ölfilm auf die Stellen wo ich das Offset ermittle, dann wird die Wiederholgenauigkeit der Messungen genauer.
Die GFK FR4 Platte ist sehr gleichmäßig fein angeschliffen.Das ideale Ergebnis wäre die Summe beider Messungen... das Mittelfeld vom IR-Probe und die Randbereiche vom BLTouch.
Hier zwei Screenshot's... (Siehe oben)Leider habe ich kein Haarlineal, aber ich werde mir eins besorgen, damit ich beim nächsten anschleifen der FR4 Platte weiß wo ich mehr und wo weniger schleifen sollte.
Zuletzt noch die Inhalte der Dateien deployprobe0.g, deployprobe1.g, retractprobe0.g, retractprobe1.g.
*****0.g = IR-Probe
*****1.g = BLTouchInfo zum Inhalt von retractprobe0.g:
G4 P400 = Wartezeit um die LED vom IR-Probe besser erkennen zu können.
Rechts neben dem Extruder ist ein Lichtleiter aus klaren Filament zu sehen (Video), der das Licht der LED weiter leitet.Grüße von der Nordseeküste
-
RE: Filament-Knot-Stop (KnotenStopp)posted in Filament Monitor
Hemera from e3d is good... but Dyze EXtruder Pro by Dyze-Design ist better... for World's !
To see ... the air nozzle for component-cooling made of brass.
It is held magnetically and can be exchanged very quickly for differently shaped air nozzles.


The fan runs between 1% and 20% for me.
On average around 3% of its performance.
It is a 24 volt fan -
RE: Z hight Issueposted in Tuning and tweaking
@günter-jibben said in Z hight Issue:
---- snap snap ---
Macro #1 to drive the nozzle tip over the adjustment screw.
G28 G1 Z10 G1 x310 y20 z10 f10000 M291 P"Nozzle tip MUST be clean!" R"Measure 0.05mm sheet metal" T10 ; Display message G1 x310 y20 z0.05---- snap snap ----
My first layer is always 0.1mm firstly to see if everything has been measured and adjusted well, secondly I get better adhesion to the print bed (as I noticed) and there is no big or no elephant foot.I hope I could help if necessary!?
---- snap snap ----
You cannot adopt all these macros 1:1.
You have to adjust the X Y Z coordinates of your printer or your adjustment screws.
I forgot to mention that.
One of my three adjustment screws is at X310 Y20 for example... Yours is most likely at a different point.Of course you can use any feeler gauge (0.1mm, 0.2mm ... etc pp) for the measurement, only then you have to adjust the value in Macro #1.
So it doesn't have to be 0.05mm spring steel like in my case.And the fact that I always use a first 0.1mm layer height is of course also due to my type of printing plate.
0.1mm on rough surfaces would not make sense.
I use a smooth black flexible FR4 magnetic printing plate from Printbay (it's a 1 man company), the plate is called Blackprint.
It's the best pressure plate I've ever had and it lasts and lasts and...
By the way, she is from GermanyThe nice thing about the record is... it doesn't have any logos or writing printed on it.
It is matte black throughout, which is ideal for the Duet3D IR Probe.PS:
By the way... with the 5-fold height measurement you can always adjust your pressure bed level wheels without having to put anything under the nozzle.
It is taken for the manual leveling of the print bed of the Duet3D IR Sample.As soon as you change the nozzle and a new Z offset has been determined, you must don't forget to enter this new value in the macros as well.
First of course in the config.g, but that should be obvious.
For each adjustment screw you have to create a macro which then measures the value once, twice, three times or even five times.Manual leveling couldn't be more convenient or precise.
Edited for correction !
Google Translate from German to English
---- Original Text (German) ----
Ihr könnt diese ganzen Macros nicht 1:1 übernehmen.
Ihr müsst die X Y Z Koordinaten von Eurem Drucker bzw Eurer Einstellschrauben anpassen.
Das hatte ich vergessen zu erwähnen.
Eine meiner drei Einstellschrauben ist zB bei X310 Y20 ... Deine liegt höchstwahrscheinlich an einem anderen Punkt.Ihr könnt natürlich eine beliebige Fühllehre (0,1mm, 0,2mm ... etc pp) für die Messung nehmen, nur dann müsst ihr auch den Wert in Macro #1 anpassen.
Es muss also kein 0,05mm Federstahl sein wie in meinem Fall.Und dass ich immer eine erste 0,1mm Layerhöhe nehme, liegt natürlich auch an meiner Art der Druckplatte.
0,1mm bei rauen Oberflächen wäre nicht Sinnvoll.
Ich nutze eine glatte schwarze flexible FR4 Magnet-Druckplatte von der Firma Printbay (es ist eine 1 Mann Firma), die Platte nennt sich Blackprint.
Es ist die beste Druckplatte die ich bis jetzt hatte und sie hält und hält und...
Sie kommt übrigens aus DeutschlandDas schöne an der Platte ist... sie ist nicht mit irgendwelchen Logos oder Schriften bedruckt.
Sie ist durchgehend Mattschwarz, was für den Duet3D IR Probe ideal ist.P.S.:
Übrigens... mit der 5-fach Höhenmessung könnt ihr immer Eure Druckbett Levelräder einstellen ohne etwas unter die Düse legen zu müssen.
Es wird für das manuelle leveln des Druckbettes der Duet3D IR Probe genommen.Sobald ihr die Düse wechselt und ein neuer Z-Offset wurde ermittelt, dürft ihr nicht vergessen diesen neuen Wert auch in die Macros einzutragen.
Zuerst natürlich in die config.g, aber das sollte eigentlich klar sein.
Für jede Einstellschraube müsst ihr ein Macro erstellen welches dann einmal, zweimal, dreimal oder eben fünfmal den Wert misst.Komfortabler und genauer geht das manuelle Leveln nicht.
Wegen Korrektur editiert !
-
RE: bedleveling increase speedposted in Firmware installation
@axiom
This is your M558 command line (I got it from another thread)...
M558 P1 C"!zprobe.in" H5 F120 T6000F120 is OK and it's a normal value, you can go higher, but then the repeatability often suffers.
Your error is probably in the maximum speed of the axes.
Your config.g says...
M203 X6000.00 Y6000.00 Z180.00 E1200.00:1200.00Right ?
The value at Z is way too low. It is 180 mm/min, i.e. 3mm/s.
Change the value from Z180.00 to Z1200.00
Now bed leveling should proceed NORMALLY.
Google Translate
--- Original Text ---Dieses ist Deine M558 Befehlszeile (ich habe sie aus einem anderen Thread)...
M558 P1 C"! zprobe.in " H5 F120 T6000F120 ist schon OK und es ist ein normaler Wert, man kann höher gehen, aber dann leidet oft die Wiederholgenauigkeit.
Der Fehler bei Dir liegt vermutlich in der Maximalgeschwindigkeit der Achsen.
In Deiner config.g steht...
M203 X6000.00 Y6000.00 Z180.00 E1200.00:1200.00Richtig ?
Der Wert bei Z ist viel zu niedrig. Es sind 180 mm/min, also 3mm/s.
Ändere den Wert von Z180.00 auf Z1200.00
Jetzt sollte das Bett-Leveling NORMAL ablaufen.