CR-10S5 Firmware
-
@JamesM said in CR-10S5 Firmware: It still prints very slow.
In addition the nozzle will not retract in the helps of stopping blobs. -
if you are using cura please post the start g code
-
@Veti Do you mean the config code?
-
@Veti I dont have any start code.
-
post the start of a g code where the print has been slow
-
;FLAVOR:RepRap
;TIME:13024
;Filament used: 5.97829m
;Layer height: 0.12
;MINX:209.345
;MINY:227.132
;MINZ:0.144
;MAXX:279.794
;MAXY:272.866
;MAXZ:48.914
;Generated with Cura_SteamEngine 4.4.1
T0
M190 S50
M104 S210
M109 S210
M82 ;absolute extrusion mode
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk
M220 S100 ;Reset Feedrate
M221 S100 ;Reset FlowrateG28 ;Home
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position
G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line
G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little
G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis upM83 ;relative extrusion mode
;LAYER_COUNT:400
;LAYER:-6 -
Regardless of infill, wall thickness and layer height it prints extremely slow.
-
@Gost101 said in CR-10S5 Firmware:
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerkthose lines must be in the start g code of your slicer. thats why the print is slow.
remove them -
@Veti said in CR-10S5 Firmware:It seems to be moving faster but how do I compensate for the extrusion factor? Lines are becoming to small and separating multiple times in one movement.
-
@Gost101 said in CR-10S5 Firmware:
Lines are becoming to small and separating multiple times in one movement.
is your thermistor set up correctly? are your e steps set up correctly?
-
@Veti Yes they are, just got back to my benchy test print ive been gone for almost 6 hours and cura said that it was a 3 hour print. Turns out the printer is not fast still. What should do?
-

-
did you restart the printer after you made those changes? anytime you are printing an old file you will revert the settings and need to reboot.
-
FYI I think the start code Veti is referring to is in your slicer.
If it is Cura.
Settings - Printers - manage printers
Select your printer and click 'Machine Settings'On that page at the bottom there is a window with Start G-Code
Remove the lines you have been asked to remove.
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup JerkHTH
Paul. -
@Gost101 said in CR-10S5 Firmware:
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
Your screen shot shows the top speed as 8.4mm/s which is basically 500mm/min. So I think you still haven't removed the limiting start gcode from cura. Follow the directions that @PaulHew has given.
Once that change is made it will only apply to newly sliced files. All your previously sliced files will have the slow limits set.
-
@Veti I did reboot it. I did find that in cura and deleted it. lol
-
-
START
M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate G28 ;Home G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis upSTOP
G91 ;Relative positioning G1 E-2 F2700 ;Retract a bit G1 E-2 Z0.2 F2400 ;Retract and raise Z G1 X5 Y5 F3000 ;Wipe out G1 Z10 ;Raise Z more G90 ;Absolute positionning G1 X0 Y{machine_depth} ;Present print M106 S0 ;Turn-off fan M104 S0 ;Turn-off hotend M140 S0 ;Turn-off bed M84 X Y E ;Disable all steppers but Z
-
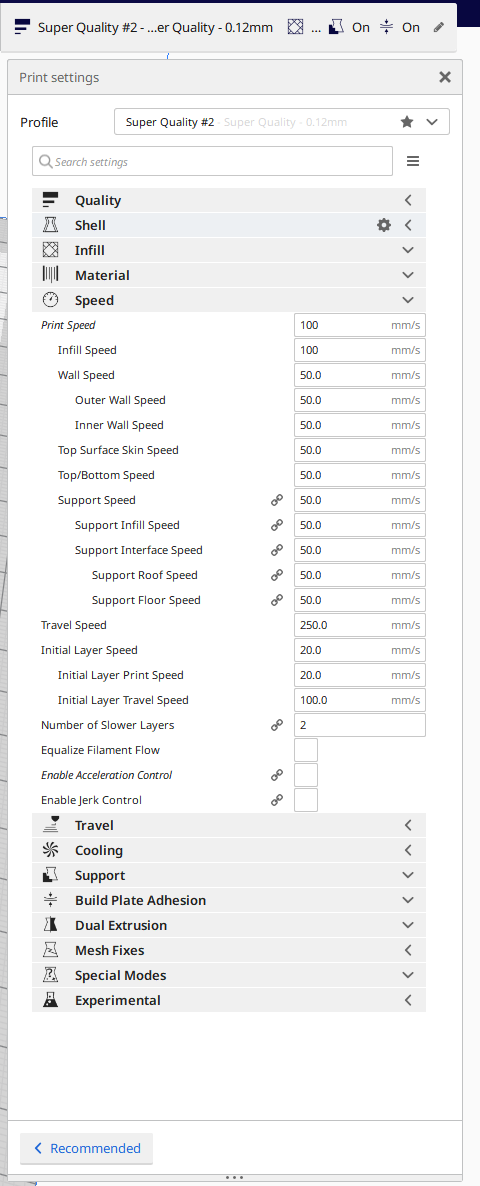
And what speeds are set in cura for printing moves?
-
@Phaedrux For this profile it is: