@Phaedrux
Edit: sorry, I haven´t seen your post. Still a case of warranty?
thanks
While DWC is ´´disconnectedt´´ , I could make a M122.
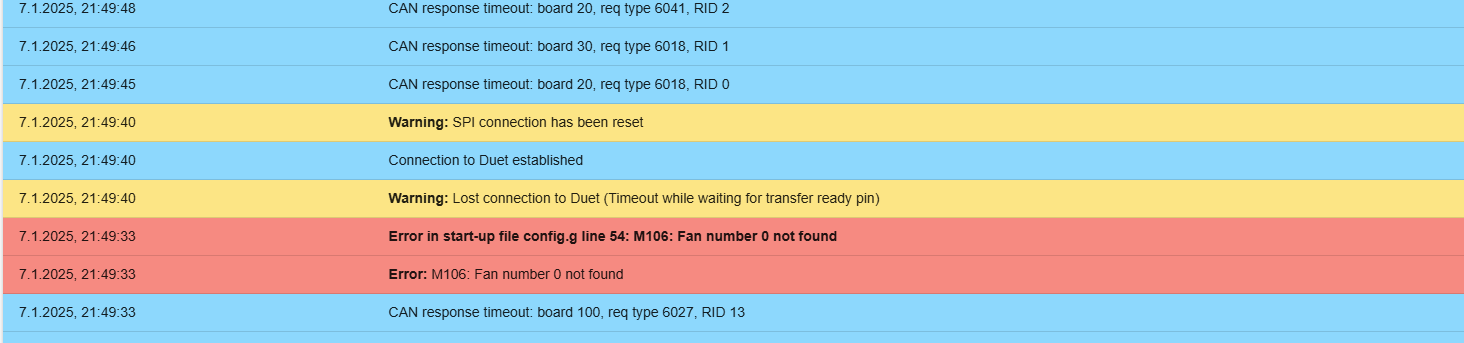
Strangely, after reflashing the image, the printer is starting quiet normal till the first prompts```
M122
=== Diagnostics ===
RepRapFirmware for Duet 3 MB6HC version 3.5.1 (2024-04-19 14:30:55) running on Duet 3 MB6HC v1.02 or later (SBC mode)
Board ID: 08DLM-9K6R1-L83T8-6J1F6-3S46P-1FJTN
Used output buffers: 1 of 40 (2 max)
=== RTOS ===
Static ram: 155208
Dynamic ram: 85688 of which 0 recycled
Never used RAM 105096, free system stack 204 words
Tasks: SBC(2,ready,0.3%,652) HEAT(3,nWait 6,0.0%,363) Move(4,nWait 6,0.0%,336) CanReceiv(6,nWait 1,0.0%,797) CanSender(5,nWait 7,0.0%,334) CanClock(7,delaying,0.0%,351) TMC(4,nWait 6,9.0%,56) MAIN(2,running,90.3%,444) IDLE(0,ready,0.4%,30), total 100.0%
Owned mutexes: HTTP(MAIN)
=== Platform ===
Last reset 00:00:33 ago, cause: power up
Last software reset at 2024-05-03 21:13, reason: User, Gcodes spinning, available RAM 94648, slot 0
Software reset code 0x6003 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x00400000 BFAR 0x00000000 SP 0x00000000 Task SBC Freestk 0 n/a
Error status: 0x00
MCU temperature: min 43.3, current 44.3, max 44.3
Supply voltage: min 24.1, current 24.2, max 24.2, under voltage events: 0, over voltage events: 0, power good: yes
12V rail voltage: min 12.2, current 12.3, max 12.4, under voltage events: 0
Heap OK, handles allocated/used 0/0, heap memory allocated/used/recyclable 0/0/0, gc cycles 0
Events: 0 queued, 0 completed
Driver 0: standstill, SG min n/a, mspos 8, reads 51700, writes 11 timeouts 0
Driver 1: standstill, SG min n/a, mspos 8, reads 51701, writes 11 timeouts 0
Driver 2: standstill, SG min n/a, mspos 8, reads 51701, writes 11 timeouts 0
Driver 3: standstill, SG min n/a, mspos 8, reads 51701, writes 11 timeouts 0
Driver 4: standstill, SG min n/a, mspos 8, reads 51701, writes 11 timeouts 0
Driver 5: standstill, SG min n/a, mspos 8, reads 51701, writes 11 timeouts 0
Date/time: 1970-01-01 00:00:00
Slowest loop: 0.21ms; fastest: 0.06ms
=== Storage ===
Free file entries: 20
SD card 0 not detected, interface speed: 37.5MBytes/sec
SD card longest read time 0.0ms, write time 0.0ms, max retries 0
=== Move ===
DMs created 125, segments created 0, maxWait 0ms, bed compensation in use: none, height map offset 0.000, max steps late 0, min interval 0, bad calcs 0, ebfmin 0.00, ebfmax 0.00
no step interrupt scheduled
Moves shaped first try 0, on retry 0, too short 0, wrong shape 0, maybepossible 0
=== DDARing 0 ===
Scheduled moves 0, completed 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1
=== DDARing 1 ===
Scheduled moves 0, completed 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1
=== Heat ===
Bed heaters -1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1, chamber heaters -1 -1 -1 -1, ordering errs 0
=== GCodes ===
Movement locks held by null, null
HTTP* is doing "M122" in state(s) 0
Telnet is idle in state(s) 0
File is idle in state(s) 0
USB is idle in state(s) 0
Aux is idle in state(s) 0
Trigger is idle in state(s) 0
Queue is idle in state(s) 0
LCD is idle in state(s) 0
SBC is idle in state(s) 0
Daemon is idle in state(s) 0
Aux2 is idle in state(s) 0
Autopause is idle in state(s) 0
File2 is idle in state(s) 0
Queue2 is idle in state(s) 0
Q0 segments left 0, axes/extruders owned 0x0000000
Code queue 0 is empty
Q1 segments left 0, axes/extruders owned 0x0000000
Code queue 1 is empty
=== CAN ===
Messages queued 166, received 928, lost 0, errs 1, boc 0
Longest wait 0ms for reply type 0, peak Tx sync delay 68, free buffers 50 (min 50), ts 166/165/0
Tx timeouts 0,0,0,0,0,0
=== SBC interface ===
Transfer state: 5, failed transfers: 1, checksum errors: 4
RX/TX seq numbers: 1389/1303
SPI underruns 3, overruns 3
State: 5, disconnects: 0, timeouts: 0 total, 0 by SBC, IAP RAM available 0x253c0
Buffer RX/TX: 0/0-0, open files: 0
=== Duet Control Server ===
Duet Control Server version 3.5.1 (2024-04-19 16:23:47, 64-bit)
HTTP+Executed:
Executing M122
Trigger:
Buffered code: M950 H0 C"out0" T0 ; create bed heater output on out0 and map it to sensor 0
Buffered code: M140 H0
Buffered code: M307 H0 R0.468 K0.275:0.000 D19.70 E1.35 S1.00 B0 ; disable bang-bang mode for the bed heater and set PWM limit
Buffered code: M143 H0 S120
Buffered code: M308 S1 P"temp1" Y"pt1000" T100000 B4138 ; configure sensor 1 as PT1000 on pin 121.temp0
Buffered code: M950 H1 C"out1" T1 ; create nozzle heater output on out1 and map it to sensor 1
Buffered code: M307 H1 R6.672 K0.682:0.000 D2.57 E1.35 S1.00 B0 V23.3 ; disable bang-bang mode for heater and set PWM limit
Buffered code: M143 H1 S260
Buffered codes: 480 bytes total
Doing macro config.g, started by system
Code buffer space: 4096
Configured SPI speed: 8000000Hz, TfrRdy pin glitches: 0
Full transfers per second: 7.54, max time between full transfers: 771.1ms, max pin wait times: 257.0ms/499.8ms
Codes per second: 0.98
Maximum length of RX/TX data transfers: 3284/808