Issues with pressure advance since RRF 3.4
-
@droftarts Yes, I've heard this before and followed this instruction.
First, I tuned IS with PA off, arriving at
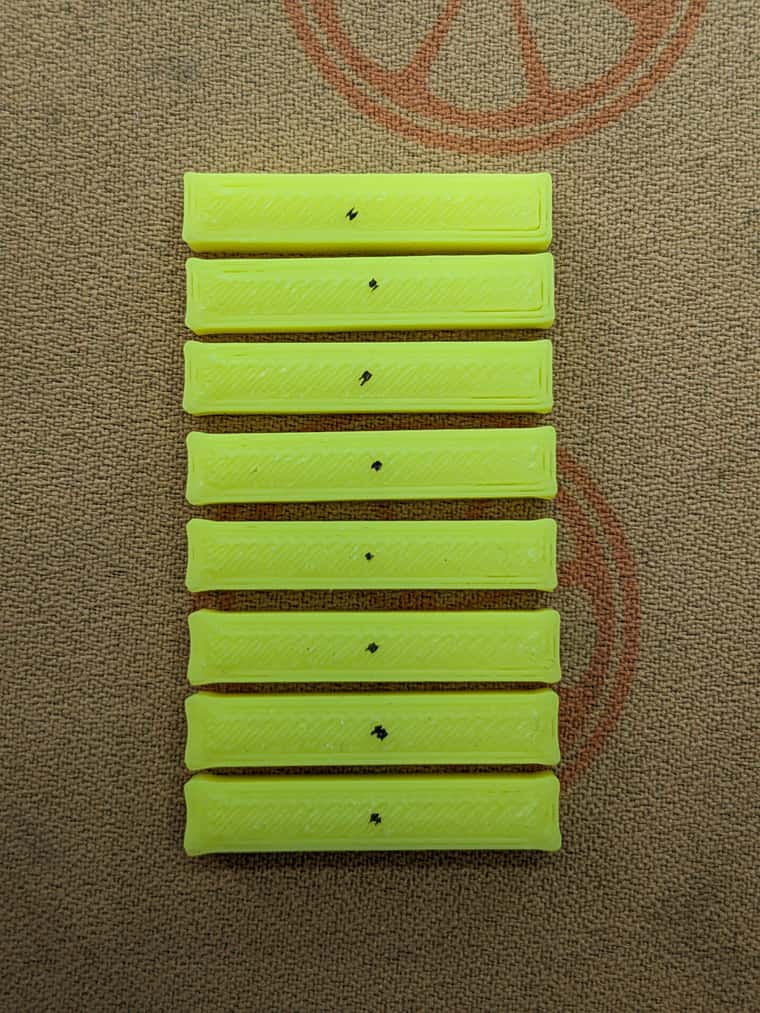
M593 P"ei3" F42.Second, I printed this calibration print with input shaping held constant and PA values varied from 0.00 at the far right (bottom of the print) to 0.14 at the far left, incrementing every 5mm.
Note how the pre- and post-seam artifact is not present when PA is zero on the right-hand side when PA is off. The artifact I am referring to the horizontal line / thin section that measures around 4mm before and after the seam, and the corners. It's present for any PA values from way too low to way too high as long as IS is enabled, and absent if PA is off. Apologies for my photography.
Did I misunderstand something? What else could I have done?

-
@droftarts, makes no difference.
-
I had this issue for nearly two years... No problem with marlin firmware.
Tried everything. Changed Steppers, different extruders, hotends, bowden tubes.... I had to use a PA value of 0.4 with a 5cm bowden.
New Year, new (last) try. Had already a bambu lab printer in the basket. Instead, I ordered an Malow NF Sunrise extruder. Thought, this has to work. It's a all in one solution.
First print yesterday without calibration a PA value of 0.04 with perfect corners.
-
It seems some extruder / hotends cause issues with the PA implemenation we have atm with RRF.
With Klipper you also would need to play around with "PA smooth time" so PA does work properly. Maybe we'll see such implementation in RRF anytime soon. -
@Monteaup, you show two cubes in your photo. What is the difference in print settings between the two?
Can you post a more detailed close up photo of the seam that you say is present for any PA values?
PA doesn't fully address the problem of over-extrusion in corners. I am looking to address this separately.
-
@evan38109 said in Issues with pressure advance since RRF 3.4:
@droftarts Yes, I've heard this before and followed this instruction.
First, I tuned IS with PA off, arriving at
M593 P"ei3" F42.Second, I printed this calibration print with input shaping held constant and PA values varied from 0.00 at the far right (bottom of the print) to 0.14 at the far left, incrementing every 5mm.
Note how the pre- and post-seam artifact is not present when PA is zero on the right-hand side when PA is off. The artifact I am referring to the horizontal line / thin section that measures around 4mm before and after the seam, and the corners. It's present for any PA values from way too low to way too high as long as IS is enabled, and absent if PA is off. Apologies for my photography.
Did I misunderstand something? What else could I have done?
This is a great photo and example of some strange interaction between PA and IS. Something isn't right.
-
@CCS86 I mean...maybe? If I'm betting on something being wrong, I bet it's me, not RRF.

Have you seen the same thing? It should be easy to recreate, just print a one-wall cube with the seam on the side while both IS and PA are enabled vs. not enabled. Make sure to disable any kind of dynamic speed control in the slicer. (e.g., "Slow down if layer print time is below...")
-
@dc42 said in Issues with pressure advance since RRF 3.4:
@Heartleander81 said in Issues with pressure advance since RRF 3.4:
@R4ffers oh yes.
@dc42 is there also something like pressure advance smooth time under RRF? A few clippers have the problem with the high smooth time, but those who have problems are mostly DirectDrive extruder users. Maybe that's an approach you can follow.No, there isn't anything similar. I will look into that Klipper feature.
Hi @dc42, just wanted to +1 this feature.
I run a delta / duet WiFi with a ~400mm bowden and 0.325 pressure advance, with input shaping. The print quality is excellent.
However, when I turn up the print speed/acceleration, I also need to increase extruder jerk - as expected with pressure advance. EXYZ all cope fine - no skipped steps or filament stripping - however on short zig-zag movements it tends to jerk rapidly back and forth which creates some noise (and the extruder is/was fixed to the frame).
As a result, I have switched to a suspended/lying extruder so that I can turn pressure advance down and maintain higher print speed but I see this as a temporary solution.
If smooth pressure advance is anything like the graphs here it looks like it might help to resolve this issue
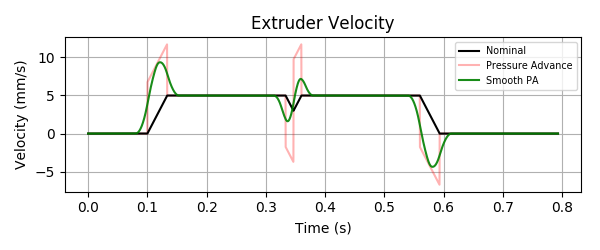
Do you think it would have any benefits for this scenario?
-
-
I'd say it's a 80% improvement to before and compared to my printers with Klipper or Bambu X1.
So it was definitely a step in the right direction. -
Sorry for bumping such an old thread, but I think I am having similar issues. No matter what my PA setting is, I am getting buldging corners. Also @gnydick said "Right now, with even just a low poly curved surface, each segment is ~1.5mm long, I get a bulge at every direction change." This is something I, and some others have found to be a problem in this thread.https://forum.duet3d.com/topic/33692/input-shaper-causing-stutters-and-blobs-on-curves-rrf3-5-0-rc-1
Is PA smoothing something that may be impelmented any time soon? Is there any other fix for this?
I'm considering moving over to Klipper to see if I can solve some of the issues I'm having, but I really wish I didn't have to since I'm generally really happy with RRF on my Duet 3 Mini.
-
System referenced this topic
-
System referenced this topic
-
Just chiming in for visibility as I can also confirm to be noticing what appears to be PA oddities in regards to corner bulging, but also material deposition before and after a corner.
The hardware I use is a HemeraXS with a CHT 0.6mm Volcano nozzle with a InputShaper of EI2@20hz or EI2@48hz.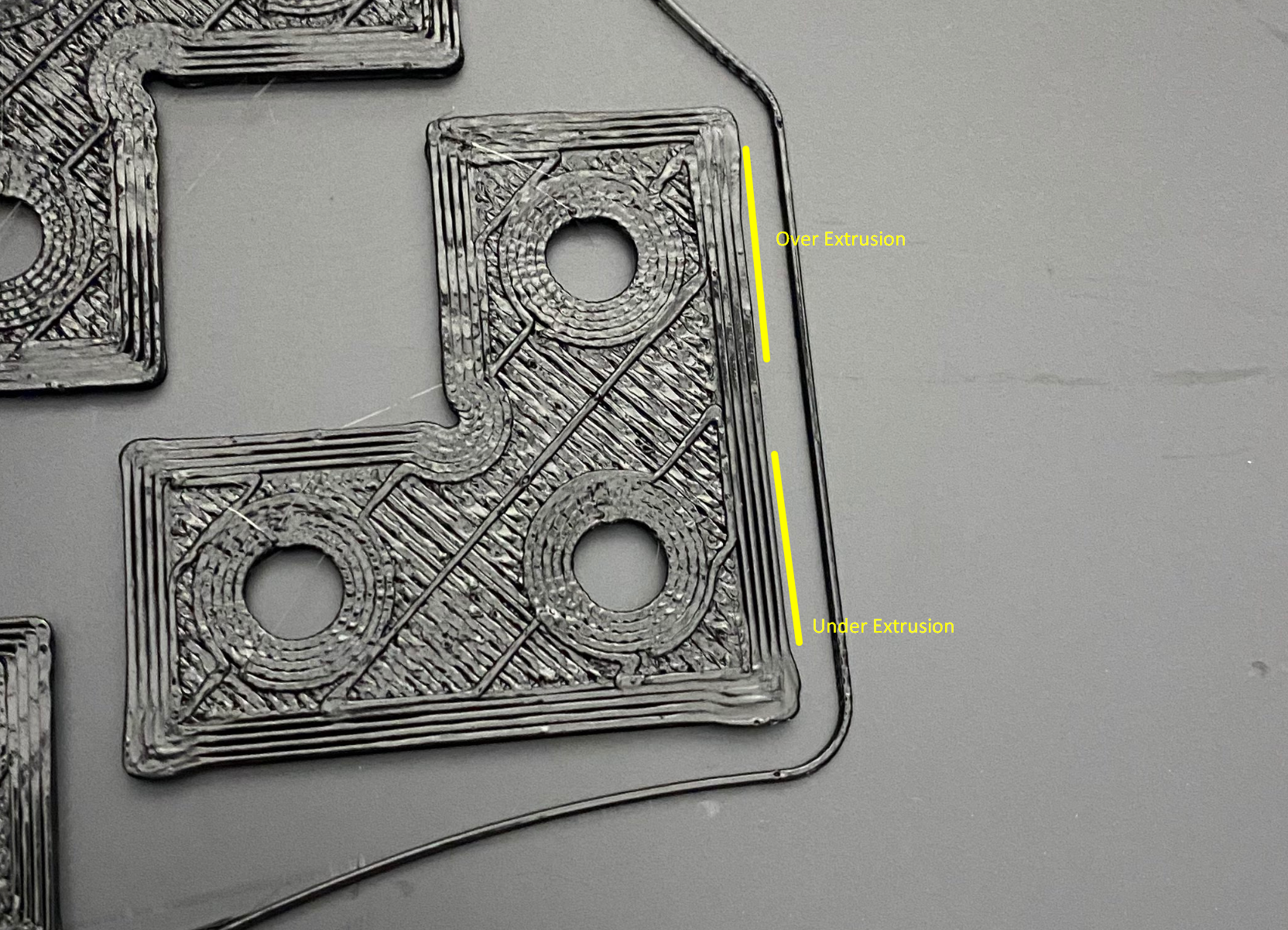 Pictured is PA0.035
Pictured is PA0.035The issue is more noticeable with a 0.6 nozzle compared to the 0.4.
I need to use a PA value of 0.045 to get non bulged corners, however by doing so I get inconsistent extrusion before and after the corner.There appears to be a correlation with flow rate and the severity of the behaviour. When pushing flow rates (>35mm^3/s) close to the limits of the nozzle, the behaviour is at its worst. which makes sense as the pressure differential would be the greatest. What is puzzling is that the issue also appears in smaller parts where the flow rates are below 60% of the nozzle capacity.
I am currently using PA of 0.025 which is a middle ground of bulged corners and under/over extrusion.
I have not currently found any changes in this behaviour by changing the Input Shaper frequency nor shaper type
For extruder settings I was running a jerk value of 4mm/s (250mm/min) and an acceleration of 66mm/s2 (4000mm/min) - I am currently testing higher jerk and acceleration settings however data has been inconclusive so farThe real bamboo printer manufacturer
-
@dc42 I don't mean to be a nag, but is there any chance PA smoothing (or similar) will be added to RRF in the near future?
I've been trying to tune out corner bulging for days, changing just about everything I can and even buying a new nozzle, but I'm still not able to get a PA value that can remove the bulging without causing other extrusion problems in corners.
-
System referenced this topic
-
@Threepwood
Something mechanical is going on here. PA works great for me on RRF. your issues are something else entirely.
-
@ctilley79 What makes you think that? I've been trying to fix this for days and I've checked everything I can think of multiple times. I'm really clutching at straws now. Open to trying other ideas.
-
Hi, I also struggle alot with PA calibration on direct extruder printers with Duet/RRF for a long time. I ended up measuring step signal of extruder to understand what is going on.
By comparing Klipper and Marlin PA, RRF appears to be completely different. There is very high pulse rate extra step signals at start and endpoints (and, I believe also in corners). For comparison, Marlin and Klipper appear to not insert extra step signals. @Threepwood could it be possible that your extruder is skipping steps during these high speed transitions?
Considering FW development, probably step signal measurement could be used instead of print testing, in that way testing is fast, and not dependent on the printer.
-
@petriheino Perhaps you could create a new thread and share your findings on the differences between the 3 firmwares when executing PA moves? I'm sure it would be of interest.
-
@gloomyandy Thanks for the suggestion, Ive been working on that and will probably release at some point, but I have only very rudimentary test equipment. Probably some testing could be done by Duet team to show that the RRF PA Algorithm is funtioning as intended and not affected by FW updates or configurations. This could help other developers to also jump in to possibly improve the algorithm.
-
@petriheino said in Issues with pressure advance since RRF 3.4:
@Threepwood could it be possible that your extruder is skipping steps during these high speed transitions?
No, it shouldn't be that. I'm able to extrude comfortably up to 30mm³/s with a 0.4mm CHT while printing and last night I even tried printing at 20mm/s XY speed (so 1.6mm³/s) for every print move with Ender 3 acceleration and jerk and I still got exactly the same corner bulging. This is using a VZbot hotend and extruder on a Voron 2.4.
-
@Threepwood skipping of steps could take less than 10 milliseconds, the motor movement amount involved could be miniscule and be hard to detect, and be non-dependant on other configs or print settings.
I had to connect another motor as extruder, connect a sort of clock dial to shaft, then did these short segment tests to see if motor returns to zero position Jetty Firmware Acceleration Test Scripts
This changed PA calibration cubes dramatically for me. Might be worth a shot.