Issues with pressure advance since RRF 3.4
-
Yes it’s far from optimal. But at least parts are usable again. Though I had Klipper flashed and it hasn’t the flaws I’m not really into using Klipper. Just a personal preference. But wouldn’t wonder if someone switches because of that.
-
I will only use it as an emergency backup. Sure if RRF fits again I'll switch back, I think. I'm already a fan of Duet.
But to test whether my hardware fits, I'll try Klippers. The last parts will arrive in the days for the test with me. -
I don't know if this helps but I decided to run some tests. Two printers were used to compare the output. One is a CR10-S5 and one is a Jubilee printer. The CR10 is running a Duet2wifi and a Duex5 expansion card, the Jubilee is running a Duet3-6HC with the extruder being run off a tool board.
In both cases the extruder is a direct drive extruder. Both use firmware 3.4.0.
I used a pressure advance python script that I plugged the correct data into in order for it to generate a gcode file. The file prints a single line with fast and slow segments. Slow segment was 5 mm/sec, fast segment was 100 mm/sec.
The same filament (same roll) was used in both cases.
It probably has been well over a year since I last ran this pressure advance test but it used to show very clearly what the pressure advance should be set to.
I can report that the result was absolutely useless - there was no discernible difference in the layer lines. I ran pressure advance from 0.000 to 1.000 just to cover my bases but did more in-detail testing in the 0.000 to 0.080 range which is the expected range for a direct drive extruder.
There was an occasional abnormality here and there but it was not consistent and certainly was not repeatable.
I have set config.g on both printers to 0.01 as a wild guess. I could have chosen pretty much any figure between 0.00 to 0.08 as the test print showed no difference in the output.
When I was getting close to 1.0, I was seeing some issues but again, there was no clear 'this is good' and 'this is bad'.
I am left with two possible alternative explanations: 1) I don't know what I am doing or 2) PA is completely and utterly borked.
Since these tests have been a good indicator for PA before, I am leaning towards #2.
In all fairness, it did take me some time to tweak the python script to work with a multi extruder printer which initially also caused no change in the printed output. That was caused by me printing with extruder 1 but setting the pressure advance for extruder 0 ... doooohhhh ..... but I did correct that and feel that I have valid gcode files and pressure advance is simply not working. I have run M572 on the active extruder and as far as I can tell, the printer thinks it is set to the right pressure advance. -
@jens55 What was the version of firmware you were using when this test worked? Has anything else changed in your printer setup (hardware or configuration) since then?
If you think this is a problem with 3.4 that did not exist on an earlier version please switch back to that earlier version and publish the results from both. So far I do not think we have any examples that show this is a change between versions of the firmware (when using the same settings and hardware for both new and old versions). If you are using any 3.4 features (like input shaping), you may want to try disabling them and re-run the 3.4 test again before switching back to the older version.
-
@gloomyandy, I do not use input shaping. It's been likely a year or more since I last ran these tests. I can not reasonably claim that nothing else has changed. Heck, I wouldn't even know where to start the recreating of old config.g files. I am not in a position to start reverting to old versions. I have neither the time nor the energy to go through that process in a thorough manner. I will likely continue my experimenting for a while but it isn't an exhaustive investigation (and is not meant as such). I am simply throwing my observations into the mix of things.
-
@jens55 If you are not using any 3.4 features, I don't think switching to 3.3 would be a big problem, your 3.4 configuration should work I think.
-
@jens55 i've ran a 3.4 config with 3.2 quite happily
-
Did you already have the time to print a comparison between RRF and Klipper on your setup?
-
@jens55 I was stimulated by your post to try again a gcode script I use to calibrate PA, adapted from a previous post. For me, this seems to work as expected:
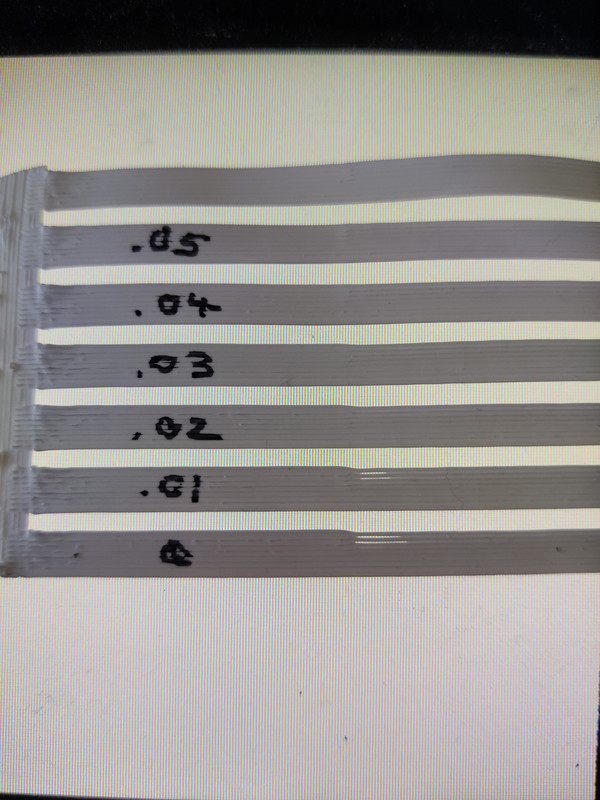
It does 4 lines at 20mm/sec, then 4 lines speeding up from 20mm/sec to 100mm/sec and back for each PA setting - I have pictured to speeding up section, where you can clearly see the effect of PA, and confirming the .04 I usually use.
My system is pretty basic - duet2wifi with no SBC running 3.4.4, with mzv IS, single nozzle, direct drive orbiter 2.
-
@Adrian52 should add that the script is adapted from that posted by DonStauffer (https://forum.duet3d.com/user/donstauffer) here
https://forum.duet3d.com/post/250961
I found it quicker without a raft, so made an anchor piece to start the test strips . Apologies to DonStauffer for mangling your script.
; set variables var StartX = -70 var StartY = -25 var LinesPerTest = 4 var LinesBetweenTests = 4 var AnchorLines = 10 var TempBed = 60 var TempTool = 195 var ToolNum = 0 var Ext1 = 0 var Ext2 = 1 var Width = 0.55 var Height = 0.2 var ExFactor = 1.0 var Retract = 1.0 var Prime = 0 ; Before Raft var PALow = 0.0 var PAHigh = 0.07 var PAIncrement = 0.01 var SpeedRaft = 400 var SpeedSlow = 1200 var SpeedFast = 6000 var SpeedTravelXY = 9000 var SpeedTravelZ = 1200 var SpeedRetract = 7200 ; Calculated and Utility Variables var TestCount = 1 + floor((var.PAHigh - var.PALow) / var.PAIncrement + 0.5) var FilFactor = var.ExFactor * var.Width * var.Height / (pi * 1.75 * 1.75 / 4) var PA = var.PALow - var.PAIncrement var Dist = 0 ; PREPARE T{var.ToolNum} M82 ; Extruder Absolute Mode ; Heat Bed and set Hot Ends to Standby M400 M117 "Heat" M140 S{var.TempBed} ; set Bed Temp M568 P{var.ToolNum} S{var.TempTool} A2 ; set Tool Temp M116 H{var.ToolNum + 1} S1 ; Wait for temp G4 S12 ; Delay to Allow for Overshoot M116 H{var.ToolNum + 1} S1 ; Wait for Recovery M116 H0 S1 ; Wait for Bed M400 M117 "Home" G1 Z30 F3000 G30 M400 ;M117 "Anchor" ; Go to StartX - Width *5, StartY G90 ; Absolute G92 E0 G0 E{-var.Retract} F{var.SpeedRetract} G1 X{var.StartX - var.Width * (var.AnchorLines-4) } Y{var.StartY} F{var.SpeedTravelXY} G1 Z{var.Height} F{var.SpeedTravelZ} G91 ; Relative set var.Dist = (2 * var.TestCount * var.LinesPerTest + var.LinesBetweenTests * (var.TestCount - 1)) * var.Width M221 S110 ;set extrusion factor to 110% for anchor while iterations < var.AnchorLines ; Draw anchor Line G0 Y{var.Dist} E{abs(var.Dist) * var.FilFactor} F{var.SpeedRaft} G92 E0 ; Break here if last time if iterations + 1 >= var.AnchorLines break ; Move Over G0 X{var.Width} E{var.Width * var.FilFactor} F{var.SpeedRaft} G92 E0 set var.Dist = -var.Dist G0 E{-var.Retract} F{var.SpeedRetract} ; Retract ; BEGIN TEST PATTERN M400 M117 "Test Pattern" ; Go to StartX, StartY G90 ; Absolute G1 Z{var.Height} F{var.SpeedTravelZ} G1 X{var.StartX} Y{var.StartY} F{var.SpeedTravelXY} G91 ; Relative while iterations < var.TestCount ; set PA set var.PA = var.PA + var.PAIncrement M572 D{var.Ext1} S{var.PA} M572 D{var.Ext2} S{var.PA} echo "PA=",{var.PA} ; Draw Reference Lines while iterations < var.LinesPerTest G0 E0 F{var.SpeedRetract} ; Unretract G0 X140 F{var.SpeedSlow} E{140 * var.FilFactor} G92 E0 G0 E{-var.Retract} F{var.SpeedRetract} ; Retract G1 Y{var.Width} F{var.SpeedTravelXY} G1 X-140 F{var.SpeedTravelXY} ; Draw Test Lines while iterations < var.LinesPerTest G0 E0 F{var.SpeedRetract} ; Unretract G0 X35 F{var.SpeedSlow} E{35 * var.FilFactor} G0 X70 F{var.SpeedFast} E{105 * var.FilFactor} G0 X35 F{var.SpeedSlow} E{140 * var.FilFactor} G92 E0 G0 E{-var.Retract} F{var.SpeedRetract} ; Retract G1 Y{var.Width} F{var.SpeedTravelXY} G1 X-140 F{var.SpeedTravelXY} ; Move to start of next comparison G1 Y{var.LinesBetweenTests * var.Width} F{var.SpeedTravelXY} ; Finish up M400 M117 "Done" G10 P0 S0 ; turn off temperature M140 S0 ;turn off bed heater G28 ; home -
@Argo I have but I'm awaiting some feedback for I post anything
-
@Adrian52, thanks for posting the script and the results. I will see if I can get that working here!
-
I went back to the original script posted by DonStauffer with the raft and I did see the ever so subtle change in the printout. Interpretation of the test print is difficult but it works better than what my previous script was able to do.
I kept the raft so I could remove the finished print in one piece and examine it clearly. I did have adhesion problems because it's a single line and I am working on adjusting my bed temperature to fix that.
Final verdict: I didn't know what I was doing and pressure advance does in fact work on the CR10 printer. I have not yet tried this on the Jubilee where the extruder is driven off a tool board. Note that this only speaks to PA changing and not necessarily to how effective the PA is in an actual print.
Tests are ongoing ...... -
This post is deleted! -
Update on my conversion to Klipper.
At first the corners didn't look any better than with RRF until I came across a post today that refers to extruder smooth time.
The standard is with Klipper 0.04, which I also use.
Switched to 0.01 and the corners look awesome.
In the article it was said that some extruders can not cope with the smooth time and then you have to get smaller. see my pictures.
With smooth time 0.04



With smooth time 0.01
-
@Heartleander81 wow mate what a difference
-
-
@Heartleander81 Can you link that article you mention?
-
@Phaedrux I see some discussions on it at the bottom of Klipper's Kinematics page
https://www.klipper3d.org/Kinematics.htmlSome other pages of interest
https://klipper.discourse.group/t/pressure-advance-smooth-time-on-direct-extruders-with-short-filament-path/1971
https://github.com/Klipper3d/klipper/issues/4442 -
@Heartleander81 said in Issues with pressure advance since RRF 3.4:
@R4ffers oh yes.
@dc42 is there also something like pressure advance smooth time under RRF? A few clippers have the problem with the high smooth time, but those who have problems are mostly DirectDrive extruder users. Maybe that's an approach you can follow.
No, there isn't anything similar. I will look into that Klipper feature.
The reason I have made no progress on this is that while a number of users seem to think that pressure advance doesn't work as well in RRF 3.4 as it did in 3.3, and I am prepared to believe that there may be a difference because the relevant code had to be rewritten to accommodate input shaping, nobody has been able to provide a simple GCode script and machine settings that demonstrate a difference when input shaping is disabled. That includes me - I have compared RRF 3.3 and RRF 3.4 prints.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com
