Greetings,
I am trying to dial in Prusament PETG with pressure advance and I am getting very weird values and indecisive results..
Here is my configuration:
; Configuration file for Duet WiFi (firmware version 3)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v3.2.3 on Thu Mar 11 2021 17:12:54 GMT+0200 (Eastern European Standard Time)
; General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"Prusa Bear MK2.5" ; set printer name
; Network
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet
; Drives
M569 P0 S1 ; physical drive 0 goes forwards
M569 P1 S1 ; physical drive 1 goes forwards
M569 P2 S1 ; physical drive 2 goes forwards
M569 P3 S1 ; physical drive 3 goes forwards
M569 P4 S1 ; physical drive 4 goes forwards
M584 X0 Y1 Z2:4 E3 ; set drive mapping
M671 X-36.0:290.0 Y110:110 S1 ; Set the Z motor relative locations correction 1mm
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation
M92 X200.00 Y200.00 Z400.00 E280.00 ; set steps per mm
M566 X800.00 Y800.00 Z60.00 E3000.00 P1 ; set maximum instantaneous speed changes (mm/min)
M203 X12000.00 Y12000.00 Z900.00 E6000.00 ; set maximum speeds (mm/min)
M201 X6000.00 Y6000.00 Z200.00 E5000.00 ; set accelerations (mm/s^2)
M204 P600 T3000 ; Set accelerations (mm/s^2) for print and travel moves
M906 X1200 Y1200 Z600 E1200 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
; Axis Limits
M208 X0 Y-4 Z0 S1 ; set axis minima
M208 X250 Y210 Z210 S0 ; set axis maxima
; Endstops
M574 X1 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop
M574 Y1 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop
M574 Z1 S2 ; configure Z-probe endstop for low end on Z
; Z-Probe
M558 P1 C"zprobe.in" H0.85 F600 T12000 A3 S0.03 ; set Z probe type to unmodulated and the dive height + speeds
G31 P500 X23 Y5 Z0.975 ; set Z probe trigger value, offset and trigger height
M557 X24:228 Y6:210 S50 ; define mesh grid
; Heaters
; prusa mk2.5 bed
M308 S0 P"bedtemp" Y"thermistor" T100000 B4092 C0 ; configure sensor 0 as thermistor on pin bedtemp
M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0
M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M307 H0 R0.321 C270.9 D10.56 S1.00 V12.7 ; set PID for bed
; e3d hotend
M308 S1 P"e0temp" Y"thermistor" T100000 B4725 C7.06e-8 ; configure sensor 1 as thermistor on pin e0temp
M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1
M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit
M143 H1 S300 ; set temperature limit for heater 1 to 280C
M307 H1 R2.637 C231.0 D7.78 S1.00 V12.7 ; set PID for the hotend
; Fans
M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency
M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off
M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency
M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on
; Tools
M563 P0 D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C
; Custom settings are not defined
The printer is a converted Prusa to full Bear including X axis and extruder.
During the python script and slicer PA calibration tests I tried many values but they give me nothing compared to the official guide.
In the guide, direct extruders go for "0.025 and up".
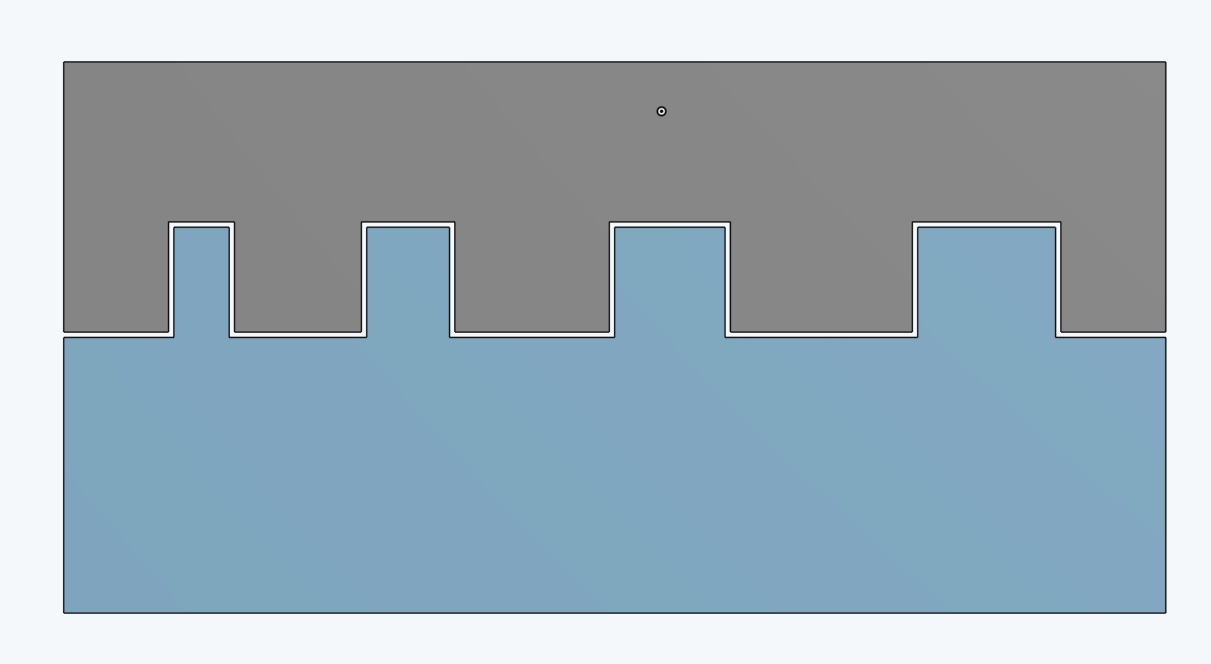
Here is the first test 0.0-0.5:

Another test of 0.1-0.3:

Another test of 0.1-0.2:

Another test of 0.125-0.175:

Anybody suspects what could be wrong? These values appear way too large for a direct drive extruder. Maybe it's the specifics of PETG? Maybe some of my extruder settings are wrong?
")
")



 Right now I have narrowed it down to 0.13-0.135, going to print some cubes and see what I get.
Right now I have narrowed it down to 0.13-0.135, going to print some cubes and see what I get.









